一种工装系统及其使用方法
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及医学器械技术领域,特别是涉及一种工装系统及其使用方法。
背景技术
医疗器械对生产具有较高和严格的要求,例如:精确度高、自动化程度高等特点。
但是现有技术缺乏自动安装医疗器械的设备,尤其是:缺乏三通阀和弹针自动安装设备,人为安装存在固定不牢固、安装不便,合格率低、工作效率低的问题。
发明内容
本申请提供了一种工装系统及其使用方法,以解决现有技术中存在固定不牢固、安装不便,合格率低、工作效率低的问题。
为实现上述目的,本申请提供了一种工装系统,其特征在于,包括:基座、控制装置、动力装置、第一模具和第二模具;
所述控制装置安装于所述基座上,与所述动力装置连接;
所述第一模具安装于所述基座上,用于安装第一工装;
所述第二模具安装于所述动力装置上,用于安装第二工装,通过上下滑动,将第二工装置于所述第一工装内。
可选地,上述的工装系统,所述基座包括:底座和安装板,所属安装板垂直设置于所述基座上。
可选地,上述的工装系统,所述控制装置安装于所述安装板上。
可选地,上述的工装系统,所述动力装置包括:驱动单元、支撑板、移动单元和滑轨,所述支撑板安装于所述安装板顶部,所述驱动单元与所述控制装置连接,所述移动单元安装于所述滑轨上,所述驱动单元与所述移动单元连接,所述第二模具设置于所述移动单元上。
可选地,上述的工装系统,所述第一模具为三通阀模具,所述第二模具为嵌件模具;所述三通阀模具安装于所述基座上,所述三通阀模具上设置至少一个凹槽,所述凹槽用于安装三通阀;所述嵌件模具安装于所述动力装置上,所述嵌件模具上设置至少一个安装孔,所述安装孔用于安装嵌件,通过上下滑动,将嵌件置于所述三通阀内。
可选地,上述的工装系统,朝向所述第一模具方向,所述第二模具上设置定位柱,所述第一模具上设置定位孔,所述定位柱设置于所述定位孔内。
可选地,上述的工装系统,所述第一模具为弹片模具,所述第二模具为压置模具,所述弹片模具包括本体、以及设置于所述本体上的第一安装槽,所述第一安装槽用于设置待安装弹片的装置;所述压置模具包括压置单元和加载单元,所述加载单元设置于所述压置单元的底部,所述加载单元底部设置有与弹片顶部形状相同的加载槽。
可选地,上述的工装系统,所述第一安装槽包括槽体以及设置于所述槽体内的插座,所述插座沿着所述弹片模具至所述压置模具方向向上凸起,所述凸起内设置第二凹槽,在所述第二凹槽内设置至少一个弹片安装槽。
可选地,上述的工装系统,所述加载单元包括依次交叉连接的所述加载槽和连接件,所述连接件为沿着所述压置单元至所述弹片模具的凸起,所述加载槽为沿着所述弹片模具至所述压置单元的凹槽。
可选地,上述的工装系统,还包括:设置于所述基座上的连接装置,所述连接装置、所述安装板、所述控制装置依次设置,所述连接装置用于将所述控制装置设置于所述安装板上,所述连接装置与所述第一模具连接。
可选地,上述的工装系统,所述基座底部设置支脚。
可选地,上述的工装系统,所述驱动单元为液压气缸;和/或所述控制装置包括控制器和驱动电机,所述驱动电机与所述控制器、所述液压气缸连接。
第二方面,本申请提供了一种工装系统的使用方法,包括:
将第一工装安装于第一模具内;
启动工装系统;
控制第二模具向下运动,直至第二模具与第一模具连接;
向第二模具内放入第二工装;
使所述第一工装和所述第二工装固定连接;
控制所述第二模具向上运动,离开所述第一模具。
本申请实施例提供的方案带来的有益效果至少包括:
本申请提供了一种工装系统,将第一工装安装于第一模具内;启动工装系统;控制第二模具向下运动,直至第二模具与第一模具连接;向第二模具内放入第二工装;使所述第一工装和所述第二工装固定连接,实现了第一工装和第二工装的自动安装,解决了人工安装不便,固定不牢固,合格率低,工作效率低的问题。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
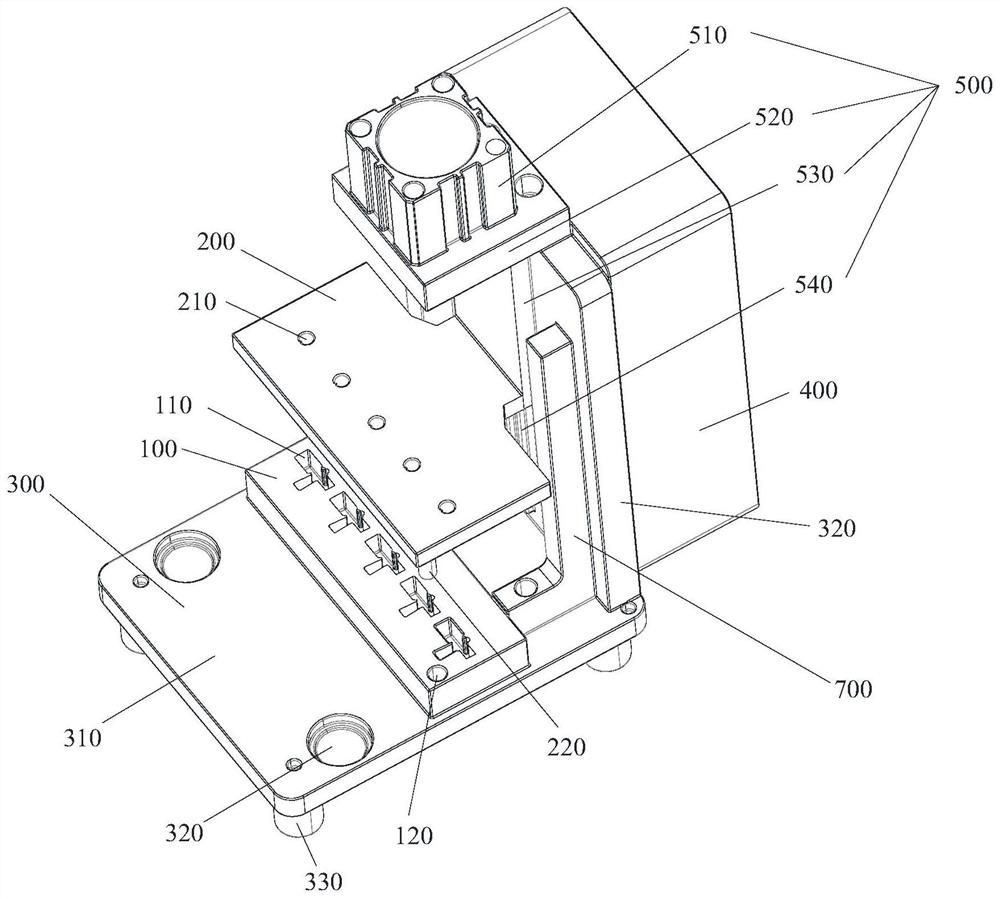
图1为工装系统的一个实施例的结构示意图;
图2为工装系统的另一实施例的结构示意图;
图3为一种工装系统的使用方法的流程图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
以下将以图式揭露本发明的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本发明。也就是说,在本发明的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
如图1所示,本申请提供了一种工装系统,包括:基座300、控制装置400、动力装置500、第一模具100和第二模具200;控制装置400安装于基座300上,与动力装置500连接;第一模具100安装于基座300上,用于安装第一工装;第二模具200安装于动力装置500上,用于安装第二工装,通过上下滑动,将第二工装置于第一工装内。本申请将第一工装安装于第一模具内;启动工装系统;控制第二模具向下运动,直至第二模具与第一模具连接;向第二模具内放入第二工装;使所述第一工装和所述第二工装固定连接,实现了第一工装和第二工装的自动安装,解决了人工安装不便,固定不牢固,合格率低,工作效率低的问题。
本申请的一个实施例中,基座300包括:底座310和安装板320,所属安装板320垂直设置于基座300上。
本申请的一个实施例中,控制装置400安装于安装板320上。
本申请的一个实施例中,动力装置500包括:驱动单元510、支撑板520、移动单元530和滑轨540,支撑板520安装于安装板320顶部,驱动单元510与控制装置400连接,移动单元530安装于滑轨540上,驱动单元510与移动单元530连接,第二模具200设置于移动单元530上。
如图1所示,本申请的一个实施例中,第一模具100为三通阀模具,第二模具200为嵌件模具;三通阀模具安装于基座300上,三通阀模具上设置至少一个第一凹槽110,第一凹槽110用于安装三通阀;嵌件模具安装于动力装置500上,嵌件模具上设置至少一个安装孔210,安装孔210用于安装嵌件600,通过上下滑动,将嵌件600置于三通阀内。实现了三通阀和嵌件的自动安装,且一次性可以完成多个数量的三通阀安装,提高了工作效率,自动化程度高。
本申请的一个实施例中,朝向第一模具100方向,第二模具200上设置定位柱220,第一模具100上设置定位孔120,定位柱220设置于定位孔120内。
如图2所示,本申请的一个实施例中,第一模具100为弹片模具,第二模具200为压置模具,弹片模具包括本体130、以及设置于本体130上的第一安装槽140,第一安装槽140用于设置待安装弹片的装置;压置模具包括压置单元230和加载单元240,加载单元240设置于压置单元230的底部,加载单元240底部设置有与弹片顶部形状相同的加载槽241。本申请将弹片放置于弹片模具内,加载槽241插接于弹片上,通过动力装置500带动压置单元230向下运动,实现弹片的自动压紧,通过控制装置400控制压置单元230的行进距离,设定科学,解决了用力过大容易损坏元器件,用力过小容易造成信号传输不稳定,人工操作困难的问题,且一次性可以压紧多个弹片,提高了工作效率,提高了合格率。
本申请的一个实施例中,第一安装槽140包括槽体141以及设置于槽体141内的插座142,插座142沿着弹片模具至压置模具方向向上凸起,凸起内设置第二凹槽143,在第二凹槽143内设置至少一个弹片安装槽144。
本申请的一个实施例中,加载单元240包括依次交叉连接的加载槽241和连接件242,连接件242为沿着压置单元230至弹片模具的凸起,加载槽241为沿着弹片模具至压置单元230的凹槽。如此设置能够保证弹片之间既有相应的间隔,又能够同时夹紧弹片,设计科学。本申请的一个实施例中,加载槽241顶部为弧形结构,弧形结构与弹片顶端结构相一致,保证弹片能够被紧密的夹紧;和/或加载槽241的宽度大于等于对称设置的两个弹片的距离,如此设置既能保证两排弹片均能够被加载槽241夹紧,又能够保证受力均匀。
本申请的一个实施例中,还包括:设置于基座300上的连接装置700,连接装置700、安装板320、控制装置400依次设置,连接装置700用于将控制装置400设置于安装板320上,连接装置700与第一模具100连接。
本申请的一个实施例中,基座300底部设置支脚330。
本申请的一个实施例中,驱动单元510为液压气缸;和/或控制装置400包括控制器和驱动电机,驱动电机与控制器、液压气缸连接。
如图3所示,本申请提供了一种工装系统的使用方法,包括:
S100,将第一工装安装于第一模具100内;
S200,向第一工装滴入粘结剂;
S300,启动工装系统;
S400,控制第二模具200向下运动,直至第二模具200与第一模具100连接;
S500,向第二模具200内放入第二工装;
S600,使第一工装和第二工装固定连接;
S700,控制第二模具200向上运动,离开第一模具100。
本发明的以上所述的具体实例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种汽车正时系统及其定位工装、定位工装的使用方法
- 一种螺栓连接静力试验工装、试验系统及使用方法