一种棒材控轧控冷工艺用控气和控水装置及其使用方法
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及棒材控轧控冷工艺技术领域,特别涉及一种棒材控轧控冷工艺用控气和控水装置及其使用方法。
背景技术
棒材的控轧控冷工艺主要是用于生产棒材的技术。该技术的核心是在轧制过程中通过控制加热温度、轧制过程、冷却条件等工艺参数,改善棒材的强度、韧性及焊接性能。该项技术问世20年来,经过不断地完善和巩固,已经逐步扩展到海洋结构用钢、管线、型材等各个领域。
目前的棒材控轧控冷工艺,其在使用时,不能对棒材进行有效的控气和控水,使得棒材加工效果差。
发明内容
本发明的目的在于提供一种棒材控轧控冷工艺用控气和控水装置及其使用方法,温度传感器实时监测湍流式冷却器内冷却水的温度,并将其反馈给微处理器,通过冷却水对棒材进行冷却处理,可达到实时控水效果,喷气机构在平移的过程中可对棒材进行均匀的喷气处理,可达到实时控气效果,大大提高了棒材的加工效果,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种棒材控轧控冷工艺用控气和控水装置,包括控水系统和控气系统,控水系统包括湍流式冷却器、支座、给水器、排水器、压力表和温度传感器,所述湍流式冷却器安装在支座上,所述湍流式冷却器的一端通过法兰安装有给水器,所述湍流式冷却器的另一端通过法兰安装有排水器,所述湍流式冷却器上还安装有压力表和温度传感器,所述温度传感器与控制器电连接;所述控气系统包括安装座、驱动机构和喷气机构,所述安装座上安装有驱动机构,所述驱动机构驱动喷气机构移动。
进一步地,所述给水器上设置有进水口,所述进水口上安装有电磁阀A,所述排水器上设置有排水口,所述排水口上安装有电磁阀B,所述电磁阀A和电磁阀B均与控制器电连接。
进一步地,所述驱动机构包括固定箱、驱动电机、丝杆和滑动块,所述固定箱安装在安装座上,所述固定箱的内壁安装有驱动电机,所述驱动电机的输出轴通过联轴器安装有丝杆,所述丝杆的一端通过轴承安装在固定箱的内壁上,所述丝杆螺纹连接有滑动块。
进一步地,所述滑动块上安装有导向座,所述导向座内嵌在固定箱的内壁上,所述滑动块上还安装有支撑连杆,所述支撑连杆穿出固定箱连接有喷气机构。
进一步地,所述固定箱的内壁开设有供导向座平移的导向槽,所述固定箱的下表面开设有供支撑连杆平移的条形限位槽。
进一步地,所述喷气机构包括环形输气管、喷气管、喷气器,所述环形输气管安装在支撑连杆上,所述环形输气管的内侧设置有喷气管,所述喷气管上安装有喷气阀,所述喷气管的一端安装有喷气器。
进一步地,所述喷气管与环形输气管连通且均匀分布在棒材的四周。
进一步地,所述控制器的正对面设置有液晶显示屏和操作按钮,所述液晶显示屏位于操作按钮的上方,所述控制器的内侧设置有微处理器、存储器和对比模块,所述温度传感器的输出端与微处理器的输入端电连接,所述微处理器的的输出端与存储器的输入端电连接,所述存储器的输出端与对比模块的输入端电连接,所述对比模块与微处理器电连接,所述微处理器的输出端分别与电磁阀A和电磁阀B的输入端电连接。
进一步地,所述环形输气管上还安装有红外传感器,所述红外传感器的输出端与存储器的输入端电连接,所述存储器的输出端与微处理器的输入端电连接,所述微处理器的输出端与喷气阀的输入端电连接,所述微处理器的输出端还与液晶显示屏的输入端电连接。
根据本发明的另一个方面,提供了一种棒材控轧控冷工艺用控气和控水装置的使用方法,包括如下步骤:
S1:棒材进入湍流式冷却器内后,温度传感器实时监测湍流式冷却器内冷却水的温度,并将其反馈给微处理器,通过对比模块对其采集的冷却水温度与存储器内存储的温度值进行比对;
S2:若采集的冷却水温度高于存储器内存储的温度值时,打开电磁阀A,冷却水通过进水口继续进入湍流式冷却器内,通过冷却水对棒材进行冷却处理,可达到实时控水效果;
S3:棒材冷却后,将棒材输送至喷气机构内,红外传感器监测到棒材已放置在喷气机构内,喷气阀打开,通过喷气器对棒材表面的水分进行喷气处理;
S4:喷气器在喷气的过程中,驱动电机驱动丝杆旋转,丝杆在转动的过程中可带动滑动块在导向座的导向作用下平移进而使支撑连杆和喷气机构也随之平移,喷气机构在平移的过程中可对棒材进行均匀的喷气处理,可达到实时控气效果。
与现有技术相比,本发明的有益效果是:
本发明的棒材控轧控冷工艺用控气和控水装置及其使用方法,棒材进入湍流式冷却器内后,温度传感器实时监测湍流式冷却器内冷却水的温度,并将其反馈给微处理器,通过对比模块对其采集的冷却水温度与存储器内存储的温度值进行比对,若采集的冷却水温度高于存储器内存储的温度值时,打开电磁阀A,冷却水通过进水口继续进入湍流式冷却器内,通过冷却水对棒材进行冷却处理,可达到实时控水效果,棒材冷却后,将棒材输送至喷气机构内,红外传感器监测到棒材已放置在喷气机构内,喷气阀打开,通过喷气器对棒材表面的水分进行喷气处理,喷气器在喷气的过程中,驱动电机驱动丝杆旋转,丝杆在转动的过程中可带动滑动块在导向座的导向作用下平移进而使支撑连杆和喷气机构也随之平移,喷气机构在平移的过程中可对棒材进行均匀的喷气处理,可达到实时控气效果,大大提高了棒材的加工效果。
附图说明
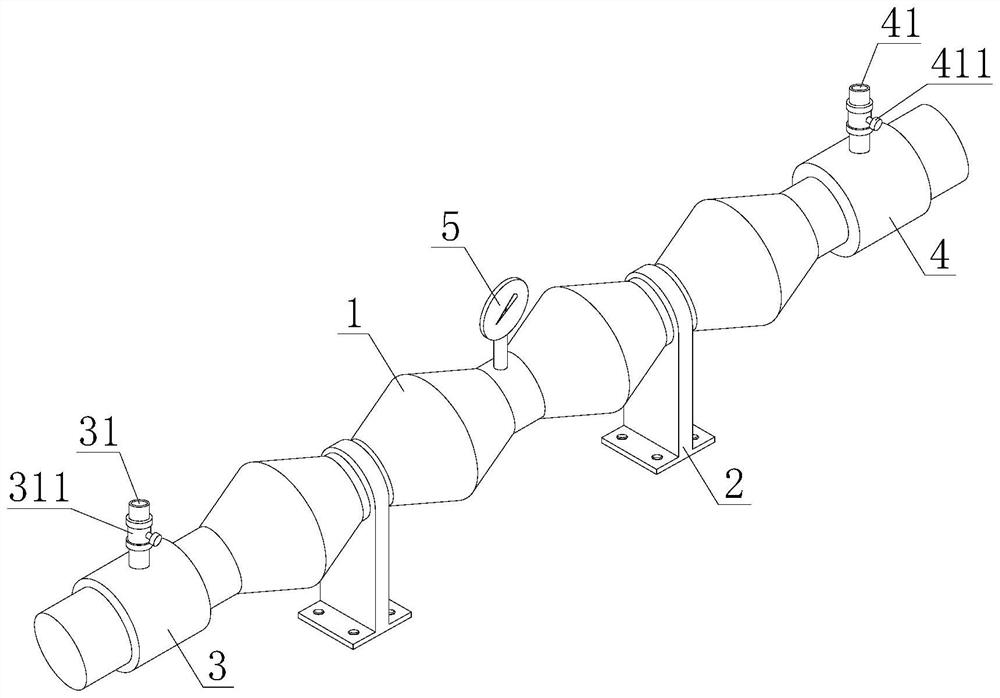
图1为本发明的控水系统的示意图;
图2为本发明的控气系统的示意图;
图3为本发明的驱动机构驱动喷气机构移动的剖面示意图;
图4为本发明的驱动机构的剖面图;
图5为本发明的喷气机构的示意图;
图6为本发明的控制器的示意图;
图7为本发明的控制器的分解图;
图8为本发明的棒材控轧控冷工艺用控气和控水装置的模块框图。
图中:1、湍流式冷却器;2、支座;3、给水器;31、进水口;311、电磁阀A;4、排水器;41、排水口;411、电磁阀B;5、压力表;6、温度传感器;7、安装座;8、驱动机构;81、固定箱;811、导向槽;812、条形限位槽;82、驱动电机;83、丝杆;84、滑动块;841、导向座;842、支撑连杆;9、喷气机构;91、环形输气管;92、喷气管;921、喷气阀;93、喷气器;10、控制器;11、液晶显示屏;12、操作按钮;13、微处理器;14、存储器;15、对比模块;16、红外传感器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参阅图1,一种棒材控轧控冷工艺用控气和控水装置,包括控水系统和控气系统,控水系统包括湍流式冷却器1、支座2、给水器3、排水器4、压力表5和温度传感器6,湍流式冷却器1安装在支座2上,湍流式冷却器1的一端通过法兰安装有给水器3,湍流式冷却器1的另一端通过法兰安装有排水器4,给水器3上设置有进水口31,进水口31上安装有电磁阀A311,排水器4上设置有排水口41,排水口41上安装有电磁阀B411,电磁阀A311和电磁阀B411均与控制器10电连接,若采集的冷却水温度高于存储器14内存储的温度值时,打开电磁阀A311,冷却水通过进水口31继续进入湍流式冷却器1内,通过冷却水对棒材进行冷却处理,可达到实时控水效果,湍流式冷却器1上还安装有压力表5和温度传感器6,温度传感器6与控制器10电连接;控气系统包括安装座7、驱动机构8和喷气机构9,安装座7上安装有驱动机构8,驱动机构8驱动喷气机构9移动。
参阅图2-图4,驱动机构8包括固定箱81、驱动电机82、丝杆83和滑动块84,固定箱81安装在安装座7上,固定箱81的内壁安装有驱动电机82,驱动电机82的输出轴通过联轴器安装有丝杆83,丝杆83的一端通过轴承安装在固定箱81的内壁上,丝杆83螺纹连接有滑动块84,滑动块84上安装有导向座841,导向座841内嵌在固定箱81的内壁上,固定箱81的内壁开设有供导向座841平移的导向槽811,固定箱81的下表面开设有供支撑连杆842平移的条形限位槽812,滑动块84上还安装有支撑连杆842,支撑连杆842穿出固定箱81连接有喷气机构9,喷气器93在喷气的过程中,驱动电机82驱动丝杆83旋转,丝杆83在转动的过程中可带动滑动块84在导向座841的导向作用下平移进而使支撑连杆842和喷气机构9也随之平移,喷气机构9在平移的过程中可对棒材进行均匀的喷气处理,可达到实时控气效果,大大提高了棒材的加工效果。
参阅图5,喷气机构9包括环形输气管91、喷气管92、喷气器93,环形输气管91安装在支撑连杆842上,环形输气管91的内侧设置有喷气管92,喷气管92上安装有喷气阀921,喷气管92的一端安装有喷气器93,喷气管92与环形输气管91连通且均匀分布在棒材的四周,棒材冷却后,将棒材输送至喷气机构9内,红外传感器16监测到棒材已放置在喷气机构9内,喷气阀921打开,通过喷气器93对棒材表面的水分进行喷气处理。
参阅图6-图8,控制器10的正对面设置有液晶显示屏11和操作按钮12,液晶显示屏11位于操作按钮12的上方,控制器10的内侧设置有微处理器13、存储器14和对比模块15,温度传感器6的输出端与微处理器13的输入端电连接,微处理器13的的输出端与存储器14的输入端电连接,存储器14的输出端与对比模块15的输入端电连接,对比模块15与微处理器13电连接,微处理器13的输出端分别与电磁阀A311和电磁阀B411的输入端电连接,环形输气管91上还安装有红外传感器16,红外传感器16的输出端与存储器14的输入端电连接,存储器14的输出端与微处理器13的输入端电连接,微处理器13的输出端与喷气阀921的输入端电连接,微处理器13的输出端还与液晶显示屏11的输入端电连接,棒材进入湍流式冷却器1内后,温度传感器6实时监测湍流式冷却器1内冷却水的温度,并将其反馈给微处理器13,通过对比模块15对其采集的冷却水温度与存储器14内存储的温度值进行比对,若采集的冷却水温度高于存储器14内存储的温度值时,打开电磁阀A311,冷却水通过进水口31继续进入湍流式冷却器1内,通过冷却水对棒材进行冷却处理,可达到实时控水效果,大大提高了棒材的加工效果。
为了更好的展现棒材控轧控冷工艺用控气和控水装置的使用流程,本实施例现提出一种棒材控轧控冷工艺用控气和控水装置的使用方法,包括如下步骤:
S1:棒材进入湍流式冷却器1内后,温度传感器6实时监测湍流式冷却器1内冷却水的温度,并将其反馈给微处理器13,通过对比模块15对其采集的冷却水温度与存储器14内存储的温度值进行比对;
S2:若采集的冷却水温度高于存储器14内存储的温度值时,打开电磁阀A311,冷却水通过进水口31继续进入湍流式冷却器1内,通过冷却水对棒材进行冷却处理,可达到实时控水效果;
S3:棒材冷却后,将棒材输送至喷气机构9内,红外传感器16监测到棒材已放置在喷气机构9内,喷气阀921打开,通过喷气器93对棒材表面的水分进行喷气处理;
S4:喷气器93在喷气的过程中,驱动电机82驱动丝杆83旋转,丝杆83在转动的过程中可带动滑动块84在导向座841的导向作用下平移进而使支撑连杆842和喷气机构9也随之平移,喷气机构9在平移的过程中可对棒材进行均匀的喷气处理,可达到实时控气效果。
综上所述,本发明的棒材控轧控冷工艺用控气和控水装置及其使用方法,棒材进入湍流式冷却器1内后,温度传感器6实时监测湍流式冷却器1内冷却水的温度,并将其反馈给微处理器13,通过对比模块15对其采集的冷却水温度与存储器14内存储的温度值进行比对,若采集的冷却水温度高于存储器14内存储的温度值时,打开电磁阀A311,冷却水通过进水口31继续进入湍流式冷却器1内,通过冷却水对棒材进行冷却处理,可达到实时控水效果,棒材冷却后,将棒材输送至喷气机构9内,红外传感器16监测到棒材已放置在喷气机构9内,喷气阀921打开,通过喷气器93对棒材表面的水分进行喷气处理,喷气器93在喷气的过程中,驱动电机82驱动丝杆83旋转,丝杆83在转动的过程中可带动滑动块84在导向座841的导向作用下平移进而使支撑连杆842和喷气机构9也随之平移,喷气机构9在平移的过程中可对棒材进行均匀的喷气处理,可达到实时控气效果,大大提高了棒材的加工效果。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种棒材控轧控冷工艺用控气和控水装置及其使用方法
- 棒材控轧控冷工艺用喷气器