一种平行立体式筒纱自动配重装置及方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及纺织领域,尤其涉及一种平行立体式筒纱自动配重装置及方法。
背景技术
纺织行业中,现有筒纱包装模式一般是将筒纱用塑料薄膜包装再装入编织袋或纸箱中,每包筒纱个数一般为12或15个,并以重量计算,因此需要严格控制每包纱重量。在络筒机无定长功能时,筒纱重量参差不齐,在打包时,需要进行称重,选择合适的筒纱,凑齐每包纱的重量,达到重量要求。目前市场上存在的筒纱自动打包系统中筒纱自动配重设备普遍存在结构复杂,生产效率低,制造成本高,维护成本高等缺点。
发明内容
本发明的目的是为了提供一种更加可靠,满足设计要求的一种平行立体式筒纱自动配重装置及方法。
为了实现上述目的,本发明采用了如下技术方案:
一种平行立体式筒纱自动配重装置,包括进纱传送带,所述进纱传送带末端与称重传送带相连接,所述称重传送带末端与缓冲传送带相连接,所述缓冲传送带末端与主输送带相连接,所述主输送带上方装有用于将筒纱提升的配重纱库,所述主输送带末端装有出纱输送带,所述缓冲输送带与主输送带之间装有剔除机构。
进一步地,所述称重输送带与缓冲输送带之间装有进纱光电传感器,所述出纱输送带上装有出纱光电传感器。
进一步地,所述配重库包括若干个托纱组件,所述托纱组件包括托纱架,所述托纱架由升降机构驱动,所述配重纱库上的每个托纱组件配有一个配重库光电传感器,所述升降机构与配重库光电传感器均安装在纱库架体上。
进一步地,所述升降机构为气动升降机构。
进一步地,所述托纱组件设有12个。
进一步地,所述剔除机构包括气缸、支架和推板;所述气缸固定在支架上,支架固定在缓冲输送带一侧,所述推板设置在气缸的活塞上。
有益之处:本发明工作时,操作人员将筒纱分别放置于进纱输送带上,筒纱通过称重输送带并记录重量后逐个通过缓冲输送带再进入主输送带;此时,配重纱库已全部落下,筒纱开始入库,库满后,纱库升起,等待配重;本发明中的筒纱无需做预先区分,轻重纱全部统一称重配重,主输送线与称重输送带之间设置有缓冲输送带,可以实现在筒纱称重后寄存,可在配重过程中连续称重,形成称重连续性。
附图说明
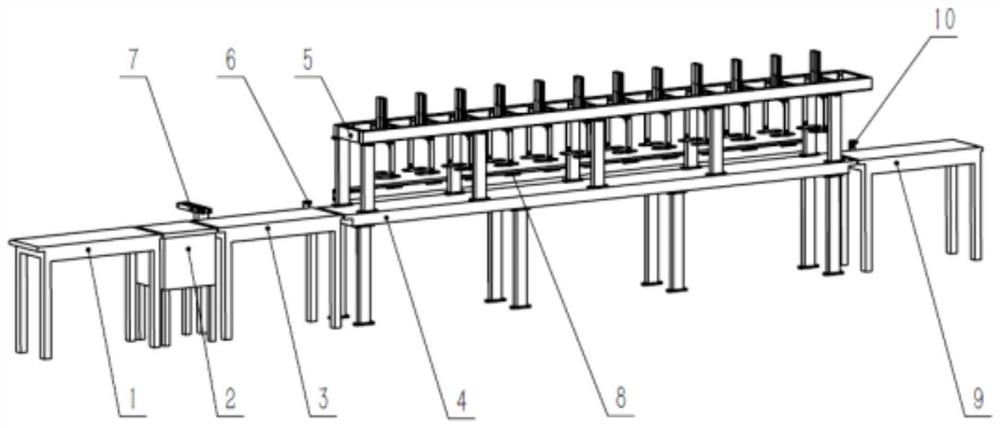
图1为本发明的结构示意图;
图2为本发明图1中的配重纱库的结构示意图。
图中:1进纱输送带,2称重输送带,3缓冲输送带,4主输送带,5配重纱库,5.1纱库架体,5.2托纱架,5.3升降机构,6剔除机构,7进纱光电传感器,8配重库光电传感器,9出纱输送带,10出纱光电传感器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1:
参照1-2,一种平行立体式筒纱自动配重装置,包括进纱传送带,所述进纱传送带末端与称重传送带相连接,所述称重传送带末端与缓冲传送带相连接,所述缓冲传送带末端与主输送带4相连接,所述主输送带4上方装有用于将筒纱提升的配重纱库5,所述主输送带4末端装有出纱输送带9,所述缓冲输送带3与主输送带4之间装有剔除机构6,还包括PLC电气控制系统,所述进纱传送带、称重传送带、出纱传送带、进纱光电传感器7、出纱光电传感器10、配重纱库5均与PLC电气控制系统,并将数据存入PLC电气控制系统。配重纱库5设计于主输送带4上方,纱库进纱与出纱均用主输送带4实现,纱库采用升降机构5.3将需要入库的筒纱提升存储于主输送带4上方,需要时托纱架5.2落下,筒纱底部落在主输送带4上,可跟随主输送带4输送。
所述称重输送带2与缓冲输送带3之间装有进纱光电传感器7,所述出纱输送带9上装有出纱光电传感器10。
所述配重库包括若干个托纱组件,所述托纱组件包括托纱架5.2,所述托纱架5.2由升降机构5.3驱动,所述配重纱库5上的每个托纱组件配有一个配重库光电传感器8,所述升降机构5.3与配重库光电传感器8均安装在纱库架体5.1上。
所述剔除机构6包括气缸、支架和推板;所述气缸固定在支架上,支架固定在缓冲输送带3一侧,所述推板设置在气缸的活塞上。筒纱称重后可以剔除超出重量范围要求的筒纱。
实施例2:
一种平行立体式筒纱自动配重方法,包括以下步骤:
筒纱暂存入库:
筒纱经进纱输送带1,输送到称重输送带2上,此时计算重量为g1、数量为n1,当计数值为n12时,进纱输送带1和称重输送带2停止输送;当输送重量g1到g12有不符合的筒纱时,经剔除机构6剔除,此时重量、数量不计入存储,直到满足符合重量、数量要求的筒纱,对满足重量、数量的筒纱经主输送带4,输送至纱库架体5.1对应的配重库光电传感器8位置,每个配重库光电传感器8对应一个筒纱,托纱架5.2由升降机构5.3抬升;升降的次序是从升降机构5.3的最前端依次抬升入库;
普纱进纱:
筒纱经进纱输送带1输送至称重输送带2上,通过称重计数得到g1到g9,不符合的筒纱经剔除机构6剔除,其重量、数量不计入存储。此时累加g1到g9的总重量为G9,并由主输送带4送至出纱输送带9上,进纱输送带1与称重输送带2继续工作,并依次送入筒纱g1、g2、g3存放于缓冲输送带3;并计算三个筒纱的重量为G3,此时进纱输送带1、称重输送带2、缓冲输送带3停止工作;
配重:
选择G9+G3=G12是否在误差范围内,如果是则三个筒纱直接通过主输送带4送至下一流程;如果G9+G3=G12不在误差范围内,则通过配重纱库5中选择三个筒纱,通过计算后选取适合的筒纱经升降机构5.3把筒纱放入主输送带4上,后传送至下一工序,缓冲输送带3动作,把筒纱输送到主输送带4上,然后补充配重纱库5输送出的三个筒纱位置,同时进行数据存储,为下一次配重记录保存数据。
实施例3:
一种平行立体式筒纱自动配重方法,包括以下步骤:
筒纱暂存入库:
筒纱经进纱输送带1,输送到称重输送带2上,此时计算重量为g1、数量为n1,当计数值为n12时,进纱输送带1和称重输送带2停止输送;当输送重量g1到g12有不符合的筒纱时,经剔除机构6剔除,此时重量、数量不计入存储,直到满足符合重量、数量要求的筒纱,对满足重量、数量的筒纱经主输送带4,输送至纱库架体5.1对应的配重库光电传感器8位置,每个配重库光电传感器8对应一个筒纱,托纱架5.2由升降机构5.3抬升;升降的次序是从升降机构5.3的最前端依次抬升入库;
普纱进纱:
筒纱经进纱输送带1输送至称重输送带2上,通过称重计数得到g1到g9,不符合的筒纱经剔除机构6剔除,其重量、数量不计入存储。此时累加g1到g9的总重量为G9,并由主输送带4送至出纱输送带9上,进纱输送带1与称重输送带2继续工作,并依次送入筒纱g1、g2、g3存放于缓冲输送带3;并计算三个筒纱的重量为G3,此时进纱输送带1、称重输送带2、缓冲输送带3停止工作;
配重:
如果缓冲输送带3筒纱加上配重纱库5内任意的三个筒纱,重量也不满足配重需求,则从缓冲输送带3中再次一个普纱输入至主输送带4后送至下一流程,此时普纱数据加一,即G10,同时从配重纱库5中选择两个筒纱,并计算两个筒纱的重量为G2,G10+G2如果满足配重需求,传送至下一工序,如果不满足要求,再从缓冲输送带3中再次一个普纱输入至主输送带4后送至下一流程,此时普纱数据加一,即G11,同时从配重纱库5中选择两个筒纱,并计算两个筒纱的重量为G1,以此类推直到配重选择完成。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种平行立体式筒纱自动配重装置及方法
- 一种筒纱自动配重装置及其配重方法