一种基于激光热-力效应的常温态渗氮工艺及加工装置
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及热处理技术领域或者表面渗氮技术领域,特别涉及一种基于激光热-力效应的常温态渗氮工艺及加工装置。
背景技术
渗氮技术,即在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。传统的气体渗氮是把工件放入密封容器中,通以流动的氨气并加热,保温较长时间后,氨气热分解产生活性氮原子,不断吸附到工件表面,并扩散渗入工件表层内,从而改变表层的化学成分和组织,获得优良的表面性能。中国发明专利公开了一种高速钢刀具渗氮处理工艺,即通过渗氮处理在高速钢刀具的表面形成一层致密的氧化薄膜,即渗氮层,其特点是一方面增加了材料的耐磨性能,另一方面其在切削过程中能够增加刀具的散热能力并且起到一定的润滑作用。但是传统渗氮存在高温处理时间过长的缺点。
为了提高渗氮效果,增加渗氮层厚度,进行一些预处理可以达到此目的。中国发明专利公开了一种提高离子渗氮效率的激光冲击工艺,即将工件进行激光冲击处理后置于离子氮化炉中进行离子渗氮处理,该发明中激光冲击处理使材料表层产生塑性变形,形成高密度位错,晶粒细化甚至产生纳米晶,为氮原子扩散提供扩散通道。中国发明专利公开了一种激光高温冲击-渗氮复合加工装置和方法,即分别进行激光冲击强化和渗氮处理,在材料表面生成高密度的位错、位错缠结及亚晶界,并诱导氮原子与金属原子发生高温相变反应。上述两个专利利用激光冲击预处理使材料表面位错密度提高,随后进行渗氮处理,诱导氮原子沿着位错渗入材料内部,但此方法也存在一定的缺陷:首先依旧是传统渗氮处理时间过长,再有传统渗氮高温会造成晶粒粗大,使激光冲击强化带来的细化晶粒现象弱化,影响整体强化效果。
发明内容
针对现有技术中存在的传统渗氮处理时间长、高温诱导晶粒粗大的不足,本发明提供了一种基于激光热-力效应的常温态渗氮工艺及加工装置,通过激光热效应电离氨气,使更多的氮原子吸附在试样表面,以运动的位错为渗氮通道,可以增加渗氮层的厚度,同时避免了传统高温渗氮诱导材料晶粒粗大的缺陷;还通过激光力效应诱导材料表面产生高密度位错,激光冲击强化产生的等离子体作为载体,可以携带氮原子沿着晶界、运动的位错渗入材料内部,有助于进一步提高渗氮层的强度、硬度与疲劳性能。
本发明是通过以下技术手段实现上述技术目的的。
一种基于激光热-力效应的常温态渗氮工艺,包括如下步骤:
在常温下,放置有待渗氮工件的密闭箱体内填充氨气;
通过衍射光束分束器输出能量不同的第一激光束和第二激光束;若干第二激光束聚焦在工件表面上方,通过激光热效应将氨气电离形成游离的氮原子;若干所述第二激光束分布在第一激光束周围,且所述第一激光束对工件表面进行辐照,通过激光产生的等离子体携带氮原子沿力效应诱导的运动位错渗入工件表面。
进一步,所述第一激光束的能量小于第二激光束的能量。
进一步,所述第一激光束的能量与第二激光束的能量的比值为4:6。
进一步,所述第一激光束聚焦后的光斑直径不小于3mm,所述第二激光束聚焦后的光斑直径为0.2~0.8mm。
进一步,若干所述第二激光束聚焦在工件表面上方0.2~0.5mm。
一种基于激光热-力效应的常温态渗氮工艺的加工装置,包括激光器、密封箱、衍射光束分束器和氨气装置;所述密封箱内放置待渗氮工件,所述激光器用于发射激光,所述衍射光束分束器用于将激光器发射的激光分束成能量不同的第一激光束和第二激光束,且若干所述第二激光束分布在第一激光束周围;若干所述第二激光束穿过密封箱聚焦在工件表面上方,所述第一激光束穿过密封箱聚焦在工件表面;所述密封箱与氨气装置连通。
进一步,还包括组合透镜A、组合透镜B、反射镜和聚焦镜;所述第一激光束和第二激光束依次通过组合透镜A、反射镜和组合透镜B后进入密封箱,所述组合透镜A用于准直第一激光束和第二激光束,所述组合透镜B用于使第一激光束和第二激光束发生偏转;所述密封箱内安装聚焦镜,用于使偏转后的第一激光束和第二激光束聚集到待渗氮工件。
本发明的有益效果在于:
1.本发明所述的基于激光热-力效应的常温态渗氮工艺,通过激光热效应电离氨气,使更多的氮原子吸附在试样表面,以运动的位错为渗氮通道,可以增加渗氮层的厚度,同时避免了传统高温渗氮诱导材料晶粒粗大的缺陷;还通过激光力效应诱导材料表面产生高密度位错,激光冲击强化产生的等离子体作为载体,可以携带氮原子沿着晶界、运动的位错渗入材料内部,有助于进一步提高渗氮层的强度、硬度与疲劳性能。
2.本发明所述的基于激光热-力效应的常温态渗氮工艺,利用激光的热效应和力效应来进行表面强化处理,能够得到比单一强化处理更高的强度、硬度以及疲劳性能。
3.本发明所述的基于激光热-力效应的常温态渗氮工艺,以运动的位错为渗氮通道,可以增加渗氮层的厚度,提高渗氮的均匀性,常温态渗氮处理同时避。
4.本发明所述的基于激光热-力效应的常温态渗氮工艺,运用激光的力效应,使表面位错运动增多,形成了亚晶界、位错等缺陷,同时使表面具有高幅值的残余压应力,这样促使氮原子沿着运动的位错向基体内部扩散,有助于进一步提高渗氮层的强度、硬度与疲劳性能。
5.本发明所述的基于激光热-力效应的常温态渗氮工艺,运用激光的热效应在工件表面上方发生电离,使工件表面依附大量的氮原子,激光的力效应产生的等离子体作为载体,可以携带一部分氮原子渗入材料内部。
6.本发明所述的基于激光热-力效应的常温态渗氮工艺的加工装置,减少了复合加工过程中材料的装夹时间,提高了工作效率,操作更加简便。此外,本发明装置在常温下进行渗氮,相比较于传统渗氮过程中需要进行高温处理,很大程度上缩短了加工时间。
附图说明
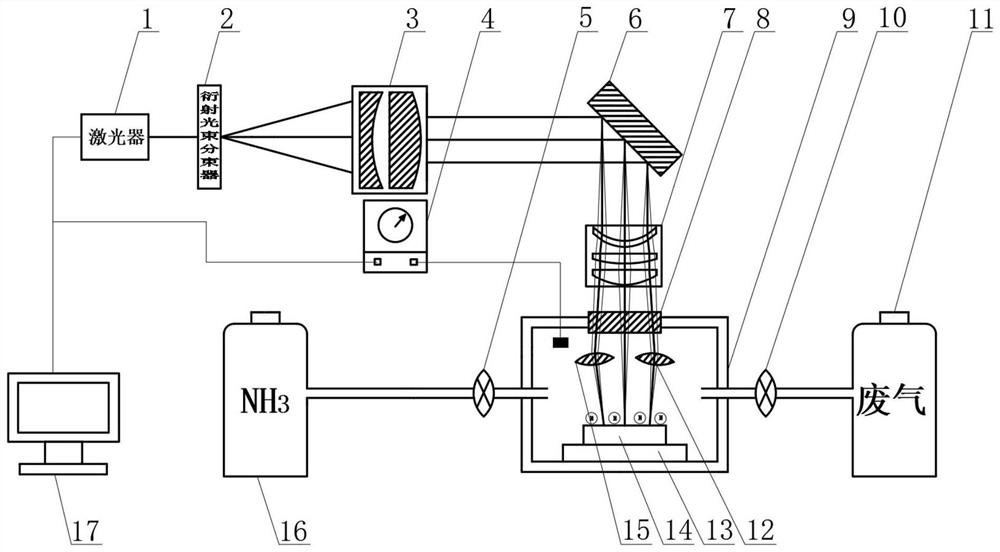
图1为本发明所述的基于激光热-力效应的常温态渗氮工艺的加工装置示意图。
图中:
1-激光器;2-衍射光束分束器;3-组合透镜A;4-压力传感器;5-进气口流量阀;6-反射镜;7-组合透镜B;8-耐高温高压石英玻璃;9-密封箱;10-出气口流量阀;11-废气储存瓶;12-第一聚焦镜;13-三轴联动工作台;14-工件;15-第二聚焦镜;16-氨气瓶;17-计算机。
具体实施方式
下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
如图1所示,本发明所述的基于激光热-力效应的常温态渗氮工艺的加工装置,包括激光器1、密封箱9、衍射光束分束器2、组合透镜A3、组合透镜B7、反射镜6、第一聚焦镜12、第二聚焦镜15和氨气瓶16;所述密封箱9内放置待渗氮工件14,待渗氮工件14底部设有三轴联动工作台13,用于待渗氮工件14三维移动。密封箱9上部安装有耐高温高压石英玻璃8,激光通过耐高温高压石英玻璃8辐照在工件14上,氨气瓶16和废气储存瓶11分别通过气管与密封箱9相连。所述氨气瓶16与密封箱9之间设有进气口流量阀5,所述废气储存瓶11与密封箱9之间设有出气口流量阀10。氨气工作时气压维持在150-300Pa,根据压力传感器4反馈的信息,计算机17调节进出流量阀,实现密封箱内压力的闭环控制。
所述激光器1用于发射激光,所述激光器1为纳秒脉冲激光器,激光脉宽20-25ns。所述衍射光束分束器2用于将激光器1发射的激光分束成能量不同的第一激光束和第二激光束,且若干所述第二激光束分布在第一激光束周围;若干所述第二激光束穿过密封箱9聚焦在工件表面上方,所述第一激光束穿过密封箱9聚焦在工件表面;所述密封箱9与氨气装置连通。所述第一激光束和第二激光束依次通过组合透镜A3、反射镜6和组合透镜B7后进入密封箱9,所述组合透镜A3用于准直第一激光束和第二激光束,所述组合透镜B7用于使第一激光束和第二激光束发生偏转;所述密封箱9内安装第一聚焦镜12和第二聚焦镜15,用于使偏转后的第一激光束和第二激光束聚集到待渗氮工件。
下面将以尺寸为30mm×30mm×5mm的Cr12MoV冷作模具钢为例,使用本发明所述的基于激光热-力效应的常温态渗氮工艺进行表面强化处理。具体步骤如下:
将待渗氮工件14用#400~#2000的SiC砂纸打磨至镜面,用无水乙醇进行超声清洗,并放置于三轴联动工作台13上。
打开压力传感器4,通入氨气,根据压力传感器4反馈的信息,计算机调节进出流量阀,实现密封箱内压力的闭环控制,控制密封箱内压力维持在200Pa上下。
待密封箱内压力稳定后,设置激光器1的参数为脉宽25ns,激光能量30J。
打开衍射光束分束器2,将激光器1发出的激光分成能量不同的第一激光束和第二激光束,若干第二激光束聚焦在待渗氮工件14表面上方,通过激光热效应将氨气电离形成游离的氮原子;若干所述第二激光束分布在第一激光束周围,且所述第一激光束对待渗氮工件14进行辐照,通过激光产生的等离子体携带氮原子沿力效应诱导的运动位错渗入工件表面;第一激光束的能量为12J,第二激光束的能量为18J。
通过聚焦镜调节各激光束的光斑直径,第一激光束对应光斑大小为3mm,第二激光束对应光斑大小为0.6mm,第二激光束的焦点距离工件表面高度0.3mm。
三轴工作台13根据预定路径进行移动直至加工结束,该过程中保证力效应对应激光束的光斑搭接率为50%。
加工结束后,对密封箱进行废气收集,将废气收集在废气储存瓶,然后卸下工件。
关闭激光器、衍射光束分束器、压力传感器。
经加工后的Cr12MoV工件渗氮层厚度预期可以达到60-70μm,渗氮层与基材之间的连接线能够较为平坦。
所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本发明的保护范围。
- 一种基于激光热-力效应的常温态渗氮工艺及加工装置
- 一种基于激光热-力效应的常温态渗氮工艺及加工装置