废锂离子电池的回收利用方法和应用
文献发布时间:2023-06-19 10:19:37
技术领域
本发明涉及电池回收技术领域,尤其是涉及一种废锂离子电池的回收利用方法和应用。
背景技术
锂离子电池作为一种新兴的新能源电池,它的产生很大程度上缓解了人类对自然资源的依赖及破坏,且其所用原料毒性程度远低于镉镍电池、铅酸蓄电池,正在逐渐被社会所接受,有望成为未来新能源的主导。除了低毒性外,锂电池还具有循环寿命长、比能量高、自放电效应小、体积小、工作电压高、无记忆效应、适用温度范围广、绿色环保等优点,被广泛应用于3C产品(计算机类、通信类和消费类电子产品)、汽车(插电式混合动力汽车、纯电动汽车、混合动力汽车)及电动车等等领域。但其寿命较低,一般为3-5年,势必造成废旧材料的堆积及大量资源的浪费,预计到2020年,废旧锂离子电池重量超50万吨,废旧锂离子电池回收技术的开发迫在眉睫。
锂作为锂离子电池不可替代的关键性元素,其需求量尤为巨大。锂的主要来源为含锂矿石资源(如锂辉石)和盐湖卤水,由于其含量较低,需要开采大量的矿石原料及置换大量的盐湖卤水,化学药剂消耗量大,并产生大量的废液、废渣及废气,对大自然造成严重的破坏。废旧锂离子电池正极活性材料中Li的含量为2%-5%,远大于矿石及盐湖卤水中的含量,因此有必要将废旧锂离子电池正极活性材料作为Li来源的一种方式。
现有技术中,废锂离子电池的回收利用所采用的原料通常是剥离金属集流体(例如铜铝箔片)含石墨的正极活性材料,从正极片获取正极活性材料通常需要经过有机溶剂浸泡、碱液溶解或高温热解以除去粘结剂,这一系列过程工序复杂且造成一定的化学试剂及能源的消耗。另外,现有技术中通常是从废锂离子电池中回收有价金属,而如何利用废锂离子电池直接制备锂电池材料(例如前驱体)的相关研究很少报道。
有鉴于此,特提出本发明以解决上述技术问题中的至少一个。
发明内容
本发明的第一目的在于提供一种废锂离子电池的回收利用方法,以缓解现有技术中存在的需要将正极活性材料从正极片中剥离出来所造成的工序复杂且资源以及能源浪费的技术问题。
本发明的第二目的在于提供上述废锂离子电池的回收利用方法的应用。
为了实现本发明的上述目的,特采用以下技术方案:
本发明提供的废锂离子电池的回收利用方法,包括以下步骤:
(a)将废锂离子电池预处理,得到正负极片;
(b)将正负极片和碳质还原剂以及任选的氯化剂混合,于惰性气氛下焙烧,得到焙烧料;其中,氯化剂包括氯化镍、氯化钴或氯化锰中的任意一种或至少两种的组合;
将焙烧料浸出,分离,得到含锂浸出液和浸出渣;
(c)将浸出渣一次除杂后进行酸浸,得到酸浸液;
将酸浸液进行二次除杂,得到前驱体溶液;
根据所需制备锂电池前驱体要求,向前驱体溶液中补入相应的镍源、钴源或锰源中的任意一种或至少两种的组合,得到锂电池前驱体。
进一步的,在本发明上述技术方案的基础之上,步骤(a)中,所述预处理包括将废锂离子电池放电、拆解得到的电池卷包再进行破碎的步骤。
进一步的,在本发明上述技术方案的基础之上,步骤(a)中,所述废锂离子电池包括废镍钴锰酸锂电池、废镍酸锂电池、锰酸锂电池、废钴酸锂电池或废镍钴酸锂电池中的一种或多种组合。
进一步的,在本发明上述技术方案的基础之上,步骤(b)中,所述碳质还原剂包括石墨、焦粉或煤粉中的任意一种或至少两种的组合。
进一步的,在本发明上述技术方案的基础之上,步骤(b)中,所述正负极片与碳质还原剂中碳的总质量占正负极片与碳质还原剂总质量的质量百分数为20-40%;
和/或,步骤(b)中,所述氯化剂的用量为其理论用量的1-1.5倍。
进一步的,在本发明上述技术方案的基础之上,步骤(b)中,焙烧的温度为400-1000℃,焙烧的时间为1-4h。
进一步的,在本发明上述技术方案的基础之上,步骤(b)中,将正负极片和碳质还原剂混合,焙烧,得到焙烧料;将焙烧料用水浸出,分离,得到含锂浸出液和浸出渣;
或,将正负极片、碳质还原剂和氯化剂混合,焙烧,得到焙烧料;将焙烧料用碱液浸出,分离,得到含锂浸出液和浸出渣。
进一步的,在本发明上述技术方案的基础之上,步骤(b)中,将焙烧料用水浸出的液固比为10-100 mL/g,浸出温度为20-60℃,浸出时间为0.5-3 h;
或,步骤(b)中,将焙烧料用碱液浸出的液固比为5-30 mL/g,浸出温度为20-90℃,浸出时间为0.5-3 h。
进一步的,在本发明上述技术方案的基础之上,步骤(c)中,酸浸过程中的酸矿比为(1-3):1,酸浸过程中的液固比为1-10 mL/g。
进一步的,在本发明上述技术方案的基础之上,步骤(c)中,酸浸的温度为60-100℃,酸浸的时间为0.5-4 h。
进一步的,在本发明上述技术方案的基础之上,步骤(c)中,采取化学除杂和萃取除杂的方式对酸浸液进行二次除杂。
进一步的,在本发明上述技术方案的基础之上,步骤(c)中,化学除杂所采用的中和剂包括氢氧化钙、氧化钙、碳酸镍、碳酸钴、碳酸锰、氢氧化镍、氢氧化钴、氢氧化锰、氧化镍、氧化钴、氧化锰或黑粉中的任意一种或至少两种的组合;
和/或,萃取除杂所采用的萃取剂包括P204。
本发明还提供了上述废锂离子电池的回收利用方法在锂离子电池材料制备中的应用。
与现有技术相比,本发明的有益效果为:
(1)本发明提供了一种废锂离子电池的回收利用方法,通过将正负极片和碳质还原剂以及任选的氯化剂混合,焙烧,将得到的焙烧料浸出,分离,得到含锂浸出液和浸出渣,然后再将浸出渣制备得到锂电池前驱体;其中,本发明无须采取将正极活性材料优先从正负极片中提前分离的步骤,而是直接利用正负极片作为原料与碳质还原剂以及任选的氯化剂进行焙烧,将还原焙烧和热解脱除粘结剂在一个工序完成,不仅减少了操作工序,降低了时间及经济成本,而且能充分利用集流体、负极石墨碳素及少量未分离隔膜塑料等材料的还原性与蕴含的能量,从而加大正极活性材料结构的破坏;
而且,本发明进一步引入氯化剂,氯化剂的加入可有效增大Li的浸出率,达到优先提锂的目的,同时通过对氯化剂具体种类的限定,还减少了其他杂质金属元素的加入,对于后续制备锂电池前驱体提供了一定的纯度保障;另外,本发明通过对于废锂离子电池的一系列处理,不仅实现了优先提锂,还可直接制备锂电池前驱体,实现了废锂离子电池的回收利用,具有非常广阔的应用前景。
(2)本发明提供了上述废锂离子电池的回收利用方法的应用,鉴于上述废锂离子电池的回收利用方法所具有的优势,使得其在锂离子电池材料制备中具有广阔的应用前景。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
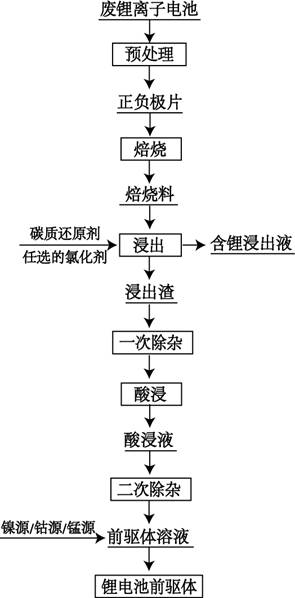
图1为本发明提供的废锂离子电池的回收利用方法的工艺流程图;
图2为本发明一种实施方式下的各反应对应的标准吉布斯自由能图;
图3为本发明另一种实施方式下的各反应对应的标准吉布斯自由能图。
具体实施方式
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
根据本发明的第一个方面,提供了一种废锂离子电池的回收利用方法,工艺流程图如图1所示,包括以下步骤:
(a)将废锂离子电池预处理,得到正负极片;
(b)将正负极片和碳质还原剂以及任选的氯化剂混合,于惰性气氛下焙烧,得到焙烧料;其中,氯化剂包括氯化镍、氯化钴或氯化锰中的任意一种或至少两种的组合;
将焙烧料浸出,分离,得到含锂浸出液和浸出渣;
(c)将浸出渣一次除杂后进行酸浸,得到酸浸液;
将酸浸液进行二次除杂,得到前驱体溶液;
根据所需制备锂电池前驱体要求,向前驱体溶液中补入相应的镍源、钴源或锰源中的任意一种或至少两种的组合,得到锂电池前驱体。
与现有技术不同,本发明所采用的原料为正负极片,无须将正极活性材料优先从正负极片中提前分离,而是直接将正负极片与碳质还原剂以及任选的氯化剂进行还原焙烧,还原焙烧过程中可直接将粘结剂热解脱除,不仅减少了操作工序,降低了时间及经济成本,而且能充分利用集流体、负极石墨碳素及少量未分离隔膜塑料等材料的还原性与蕴含的能量,从而加大正极活性材料结构的破坏。
步骤(b)中,“任选的氯化剂”是指氯化剂可选择性加入,即可加入也可以不加入。
当不加入氯化剂时,将正负极片和碳质还原剂混合,于惰性气氛下焙烧,取600℃下各反应的吉布斯自由能
表1
当加入氯化剂时,以添加氯化钴为例,600℃下所涉及的反应以及各反应的吉布斯自由能
表2
从表1和表2中可以看出,未添加氯化剂之前,正负极片中的过渡金属将被碳质还原剂还原成金属或低价金属氧化物,Li则主要以Li
步骤(c)中,对浸出渣进行一次除杂,可初步除去铜铝箔杂质,一次除杂后的物质为含镍钴锰氧化物、氢氧化物或单质的黑粉;对黑粉直接酸浸,无需加入氧化剂,镍、钴或锰能达到很高的浸出率,其中锰的完全浸出在低酸及短时间内即可实现。
二次除杂的目的主要是除去酸浸液中的Al、Cu和Fe,从而得到前驱体溶液。
本发明提供了一种废锂离子电池的回收利用方法,通过将正负极片和碳质还原剂以及任选的氯化剂混合,焙烧,将得到的焙烧料浸出,分离,得到含锂浸出液和浸出渣,然后再将浸出渣制备得到锂电池前驱体;其中,本发明无须采取将正极活性材料优先从正负极片中提前分离的步骤,而是直接利用正负极片作为原料与碳质还原剂以及任选的氯化剂进行焙烧,将还原焙烧和热解脱除粘结剂在一个工序完成,不仅减少了操作工序,降低了时间及经济成本,而且能充分利用正极金属箔片、负极石墨碳素及少量未分离隔膜塑料等材料的还原性与蕴含的能量,从而加大正极活性材料结构的破坏;
而且,本发明进一步引入氯化剂并通过对其具体种类的限定,可有效增大Li的浸出率,达到优先提锂的目的,同时还减少了其他杂质金属元素的加入,对于后续制备锂电池前驱体提供了一定的纯度保障。另外,本发明通过对于废锂离子电池的一系列处理,不仅实现了优先提锂,还可直接制备锂电池前驱体,实现了废锂离子电池的回收利用,具有非常广阔的应用前景。
作为本发明的一种可选实施方式,步骤(a)中,预处理包括将废锂离子电池放电、拆解得到的电池卷包再进行破碎的步骤。
废锂离子电池经过上述预处理后,得到含少量塑料隔膜、电解液、粘结剂、铜铝箔等的正负极片。
作为本发明的一种可选实施方式,步骤(a)中,正负极片的各边长均小于或等于1cm,优选的,正负极片的各边长为2-5mm。正负极片典型但非限制性的各边长长度为1mm、2mm、3mm、5mm、6mm、8mm或10mm。
作为本发明的一种可选实施方式,步骤(a)中,废锂离子电池包括废镍钴锰酸锂电池、废镍酸锂电池、锰酸锂电池、废钴酸锂电池或废镍钴酸锂电池中的一种或多种组合。
作为本发明的一种可选实施方式,步骤(b)中,碳质还原剂包括石墨、焦粉或煤粉中的任意一种或至少两种的组合。
通过对碳质还原剂种类的进一步限定,以保证其活性好,利用率高,产生的渣量少。
作为本发明的一种可选实施方式,步骤(b)中,正负极片与碳质还原剂中碳的总质量占正负极片与碳质还原剂总质量的质量百分数为20-40%。
正负极片与碳质还原剂中碳的总质量占正负极片与碳质还原剂总质量典型但非限制性的质量百分数为20%、22%、24%、25%、26%、28%、30%、32%、34%、35%、36%、38%或40%。
作为本发明的一种可选实施方式,步骤(b)中,氯化剂的用量为其理论用量的1-1.5倍。氯化剂的理论用量是根据化学反应方程式计算得到的。
作为本发明的一种可选实施方式,步骤(b)中,焙烧的温度为400-1000℃,优选为500-1000℃。典型但非限制性的焙烧的温度为400℃、450℃、500℃、550℃、600℃、650℃、700℃、750℃、800℃、850℃、900℃、950℃或1000℃。
作为本发明的一种可选实施方式,步骤(b)中,焙烧的时间为1-4h。典型但非限制性的焙烧的时间为1h、2h、3h或4h。
作为本发明的一种可选实施方式,步骤(b)中,惰性气氛包括氮气、氩气或氦气中的任意一种或至少两种的组合。
氯化剂的加入与否,直接关系到焙烧过程中所涉及的各反应,具体见表1和表2。根据氯化剂是否加入,将步骤(b)主要分为以下两种情况进行:
作为本发明的一种可选实施方式,步骤(b)中,将正负极片和碳质还原剂混合,焙烧,得到焙烧料;将焙烧料用水浸出,分离,得到含锂浸出液和浸出渣。
优选的,将焙烧料进行三段以上逆流水浸富集,分离,得到含锂浸出液和浸出渣。
当未加入氯化剂时,焙烧料中的Li主要以Li
作为本发明的一种可选实施方式,将正负极片、碳质还原剂和氯化剂混合,焙烧,得到焙烧料;将焙烧料用碱液浸出,分离,得到含锂浸出液和浸出渣。
当加入氯化剂时,焙烧料中的Li主要以LiCl的形式存在。为了将LiCl与其他金属盐溶液中分离出来,故将焙烧料用碱液浸出。采用碱液浸出,使得在一定的pH值下,LiCl仍以游离态离子存在于水溶液中,而其他金属盐溶液将形成沉淀,从而达到LiCl选择性分离净化的效果。
作为本发明的一种可选实施方式,步骤(b)中,将焙烧料用水浸出的液固比为10-100 mL/g,浸出温度为20-60℃,浸出时间为0.5-3 h。
焙烧料用水浸出典型但非限制性的液固比为10mL/g、20mL/g、30mL/g、40mL/g、50mL/g、60mL/g、70mL/g、80mL/g、90mL/g或100mL/g。典型但非限制性的浸出温度为20℃、30℃、40℃、50℃或60℃。典型但非限制性的浸出时间为0.5h、1.0h、1.5h、2.0h、2.5h或3.0h。
作为本发明的一种可选实施方式,步骤(b)中,将焙烧料用碱液浸出的液固比为5-30 mL/g,浸出温度为20-90℃,浸出时间为0.5-3 h。
焙烧料用碱液浸出典型但非限制性的液固比为5mL/g、8mL/g、10mL/g、12mL/g、15mL/g、18mL/g、20mL/g、22mL/g、25mL/g、28mL/g或30mL/g。典型但非限制性的浸出温度为20℃、30℃、40℃、50℃、60℃、70℃、80℃、或90℃。典型但非限制性的浸出时间为0.5h、1.0h、1.5h、2.0h、2.5h或3.0h。
作为本发明的一种可选实施方式,步骤(c)中,将浸出渣进行湿筛以进行一次除杂,湿筛过程中所采用的标准筛规格为100-500目。
作为本发明的一种可选实施方式,步骤(c)中,酸浸所采用的酸包括硫酸。选用硫酸主要是基于以下方面进行考虑,一是硫酸易获得、价格便宜,二是工业上制备前驱体时,一般利用的是电池级硫酸盐。
作为本发明的一种可选实施方式,步骤(c)中,酸浸过程中的酸矿比为(1-3):1,酸浸过程中的液固比为1-10 mL/g。
需要说明的是,此处的酸矿比是指硫酸的质量与一次除杂后的浸出渣的质量比,液固比是指水与一次除杂后的浸出渣的质量比。
酸浸过程中典型但非限制性的酸矿比为1:1、1.5:1、2:1、2.5:1或3:1;典型但非限制性的液固比为1 mL/g、2 mL/g、4 mL/g、5 mL/g、6 mL/g、8 mL/g或10 mL/g。
作为本发明的一种可选实施方式,步骤(c)中,酸浸的温度为60-100℃,酸浸的时间为0.5-4 h。典型但非限制性的酸浸的温度为60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃或100℃。典型但非限制性的浸出时间为0.5h、1.0h、1.5h、2.0h、2.5h、3.0h、3.5h或4.0h。
作为本发明的一种可选实施方式,步骤(c)中,采取化学除杂和萃取除杂的方式对酸浸液进行二次除杂。
作为本发明的一种可选实施方式,步骤(c)中,化学除杂所采用的中和剂包括氢氧化钙、氧化钙、碳酸镍、碳酸钴、碳酸锰、氢氧化镍、氢氧化钴、氢氧化锰、氧化镍、氧化钴、氧化锰或黑粉中的任意一种或至少两种的组合。
作为本发明的一种可选实施方式,步骤(c)中,萃取除杂所采用的萃取剂包括P204。
通过对二次除杂具体方式以及除杂过程中所采用药剂的进一步限定,使得酸溶液中的杂质可有效被去除。
根据本发明的第二个方面,还提供了上述废锂离子电池的回收利用方法在锂离子电池材料制备中的应用。
鉴于上述废锂离子电池的回收利用方法所具有的优势,使得其在锂离子电池材料制备中具有广阔的应用前景。
下面结合具体实施例和对比例,对本发明作进一步说明。
实施例1
本实施例提供的废锂离子电池的回收利用方法,包括以下步骤:
(a)将废锂离子电池预处理,得到2mm*2mm的正负极片;
其中,废锂离子电池为废镍钴锰酸锂电池,预处理包括将含有剩余电量的废锂离子电池浸泡在2 M硫酸钠溶液中,放电24 h以上;然后使用钢锯将废锂离子电池头部两边分别切一个小口,倾斜静止放置,待电解液完全流干,将电池头部完全锯开,取出两块同等大小的电池卷包;在通风橱下,将大部分塑料隔膜手动剥离剔除,利用碎纸机将其均匀剪切至合适规格大小;
(b)将正负极片30g和碳质还原剂焦粉2g充分混合,倒入坩埚中,将坩埚置于管式炉中,用真空泵将管式炉抽至真空,鼓入氮气,于氮气气氛下焙烧,焙烧温度650℃,保温时间为2.5 h,焙烧结束后冷却至室温,得到焙烧料;
将10g焙烧料常温下按照液固体积质量比10 mL/g进行多次逆流水浸2 h;水浸结束后,过滤,得到含锂浸出液和浸出渣;
(c)将浸出渣采用200目的筛子进行湿筛以进行一次除杂,筛下即为黑粉;将黑粉烘干后进行酸浸,具体是按照酸矿比1.1:1向黑粉中逐滴加入H
向酸浸液中缓慢加入中和剂黑粉调节pH值至6.2,于85℃下反应6h,进行二次除杂,即得到符合制备三元前驱体杂质要求的前驱体溶液;
对前驱体溶液的金属含量进行检测,根据所需制备锂电池前驱体要求,向前驱体溶液中补入镍源、钴源和锰源,利用共沉淀法,得到锂电池前驱体。
实施例2
本实施例提供的废锂离子电池的回收利用方法,具体工艺流程如图1所示,包括以下步骤:
(a)将废锂离子电池预处理,得到2mm*2mm的正负极片;
其中,废锂离子电池为废镍钴锰酸锂电池,预处理包括将含有剩余电量的废锂离子电池浸泡在2 M硫酸钠溶液中,放电24 h以上;然后使用钢锯将废锂离子电池头部两边分别切一个小口,倾斜静止放置,待电解液完全流干,将电池头部完全锯开,取出两块同等大小的电池卷包;在通风橱下,将大部分塑料隔膜手动剥离剔除,利用碎纸机将其均匀剪切至合适规格大小;
(b)将正负极片30g和碳质还原剂焦粉2g以及氯化剂六水氯化钴25g充分混合,倒入坩埚中,将坩埚置于管式炉中,用真空泵将管式炉抽至真空,鼓入氮气,于氮气气氛下焙烧,焙烧温度650℃,保温时间为2.5 h,焙烧结束后冷却至室温,得到焙烧料;
将10g焙烧料用碱液浸出,具体是向焙烧料中缓慢滴加2mol/L NaOH,保持碱浸过程pH为10.1以上,浸出的温度为85℃,时间为2h,碱液与焙烧料的液固体积质量比为10 mL/g;碱液浸出结束后,过滤,得到含锂浸出液和浸出渣;
(c)将浸出渣采用200目的筛子进行湿筛以进行一次除杂,筛下即为黑粉;将黑粉烘干后进行酸浸,具体是按照酸矿比1.1:1向黑粉中逐滴加入H
向酸浸液中缓慢加入中和剂黑粉调pH值至6.2,于85℃下反应6h以进行二次除杂,得到符合制备三元前驱体杂质要求的前驱体溶液;
对前驱体溶液的金属含量进行检测,根据所需制备锂电池前驱体要求,向前驱体溶液中补入镍源、钴源和锰源,利用共沉淀法,得到锂电池前驱体。
实施例3
本实施例提供的废锂离子电池的回收利用方法,除了步骤(b)中将氯化剂由六水氯化钴替换为氯化锰,其余步骤与工艺参数与实施例2相同。
实施例4
本实施例提供的废锂离子电池的回收利用方法,除了步骤(b)中将焙烧的温度由650℃替换为1000℃,其余步骤与工艺参数与实施例2相同。
实施例5
本实施例提供的废锂离子电池的回收利用方法,除了步骤(b)中将焙烧的温度由650℃替换为400℃,其余步骤与工艺参数与实施例2相同。
实施例6
本实施例提供的废锂离子电池的回收利用方法,除了步骤(b)中将焙烧的温度由650℃替换为1050℃,其余步骤与工艺参数与实施例2相同。
实施例7
本实施例提供的废锂离子电池的回收利用方法,除了步骤(b)中将焙烧的温度由650℃替换为350℃,其余步骤与工艺参数与实施例2相同。
实施例8
本实施例提供的废锂离子电池的回收利用方法,包括以下步骤:
(a)将废锂离子电池预处理,得到2mm*2mm的正负极片;
其中,废锂离子电池包括废镍酸锂电池、废钴酸锂电池和废锰酸锂电池,预处理包括将含有剩余电量的废锂离子电池浸泡在2 M硫酸钠溶液中,放电24 h以上;然后使用钢锯将废锂离子电池头部两边分别切一个小口,倾斜静止放置,待电解液完全流干,将电池头部完全锯开,取出两块同等大小的电池卷包;在通风橱下,将大部分塑料隔膜手动剥离剔除,利用碎纸机将其均匀剪切至合适规格大小;
(b)将正负极片30g和碳质还原剂焦粉2g充分混合,倒入坩埚中,将坩埚置于管式炉中,用真空泵将管式炉抽至真空,鼓入氮气,于氮气气氛下焙烧,焙烧温度650℃,保温时间为2.5 h,焙烧结束后冷却至室温,得到焙烧料;
常温下,将焙烧料10g按照液固体积质量比10 mL/g进行多次逆流水浸2 h;水浸结束后,过滤,得到含锂浸出液和浸出渣;
(c)将浸出渣采用200目的筛子进行湿筛以进行一次除杂,筛下即为黑粉;将黑粉烘干后进行酸浸,具体是按照酸矿比1.1:1向黑粉中逐滴加入H
向酸浸液中缓慢加入中和剂氢氧化钙溶液(浓度为20wt%)调节pH值至6.2,于85℃下反应2h以进行二次除杂,然后采用P204工艺进一步除杂(主要是去除杂质Ca
对前驱体溶液的金属含量进行检测,根据所需制备锂电池前驱体要求,向前驱体溶液中补入镍源、钴源和锰源,利用共沉淀法,得到锂电池前驱体。
对比例1
本对比例提供的废锂离子电池的回收利用方法,除了步骤(b)中将氯化剂由六水氯化钴替换为氯化钙,其余步骤与工艺参数与实施例2相同。
对比例2
本对比例提供的废锂离子电池的回收利用方法,除了步骤(b)中将氯化剂由六水氯化钴替换为氯化铜,其余步骤与工艺参数与实施例2相同。
为验证各实施例和对比例的技术效果,特进行以下实验。
实验例1
采用电感耦合等离子体发射光谱仪(ICP-OES)对实施例1-8和对比例1-2提供的废锂离子电池的回收利用方法后的Li、Ni、Co和Mn等各金属的浸出率进行检测,具体结果如表3所示。
表3
从表3中数据可以看出,氯化剂的引入能较好增加Li的浸出率,对于Ni、Co和Mn的浸出率基本不影响。至于氯化剂种类的不同,其活性略有差异,会影响后续除杂工艺的选择。
实施例4-7分别为实施例2的对照实验,几者的区别在于焙烧温度的不同。焙烧温度的不同对Li、Ni、Co、Mn的浸出率有较大影响,温度过低,正负极片中的活性材料还原不彻底甚至还原未发生,相应酸浸过程Ni、Co、Mn浸出率低,温度过高,Li、Ni、Co、Mn浸出率虽较高,但耗能较大,经济上不是很合适。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 废锂离子电池的回收利用方法和应用
- 一种锂离子电池生产过程废负极石墨材料回收利用方法