一种纬编面料用自动纵横花边开条机
文献发布时间:2023-06-19 11:16:08
技术领域
本发明属于纺织技术领域,尤其涉及一种纬编面料用自动纵横花边开条机。
背景技术
纬编针织面料是以低弹涤纶丝或异型涤纶丝、锦纶丝、棉纱、毛纱等为原料,采用平针组织,变化平针组织,罗纹平针组织,双罗纹平针组织、提花组织,毛圈组织等,在各种纬编机上编织而成的织物。纬编针织面料的品种较多,一般有良好的弹性的延伸性,织物柔软,坚牢耐皱,毛型感较强,且易洗快干。不过它的吸湿性差,织物不够挺括,且易于脱散、卷边,化纤面料易于起毛、起球、钩丝。
目前在服装加工的过程中,成形的服装是由服装原始辅料进行加工而来的,这些原始辅料就是纬编针织面料,但是这些原始的辅料是一块一块的大的整体,在进行服装生产加工过程中就要对大的整体的辅料进行开条处理,剪裁成一块一块的面积小的条料进行制衣。
但是由于纬编针织面料不够挺括,且易于脱散、卷边,如果直接采用普通的开条机进行开条生产加工的话,最后加工出的条状面料容易产生变形、松散和卷边的问题,从而无法满足批量化的对纬编针织面料进行生产加工的需求。
发明内容
本发明目的是为了克服现有技术的不足而提供一种操作方便,能全自动的将一块纬编针织面料切割成多个相同大小的条状面料,且能保证最后加工出来的条状面料不会产生变形和卷边等问题,最后还能将加工后的条状面料进行自动收集的纬编面料用自动纵横花边开条机。
为达到上述目的,本发明采用的技术方案是:一种纬编面料纬编面料用自动纵横花边开条机,包括:
进料机构,用于将布料传输至开条机构处;
开条机构,所述开条机构设于所述进料机构一侧,用于将进料机构传输过来的布料切割成多个大小相同的条状面料;
收料机构,所述收料机构设于所述开条机构的末端,用于收集开条机构加工后的多个条状面料。
进一步的,所述开条机构包括设置在开条支架上的:
预送料组件,所述预送料组件设于所述进料机构一侧,用于预先往前传输一段面料,所述预送料组件包括驱动滚轮组,以及位于驱动滚轮组一侧的交错分布的第一滚轮和第二滚轮;
夹紧组件,所述夹紧组件设于所述第二滚轮的下方;所述夹紧组件包括第一夹紧滚轮,在所述第一夹紧滚轮的一侧设有通过横移气缸可与第一夹紧滚轮相互夹紧的第二夹紧滚轮;
竖向剪切机构,所述竖向剪切机构设于所述第二滚轮和夹紧组件之间,用于对布料进行多段的竖向剪切;
横向剪切机构,所述横向剪切机构设于所述竖向剪切机构的下方,用于对布料经由竖向剪切机构剪切后的布料进行横向剪切成多个小段;
推料机构,所述推料机构设于所述横向剪切机构下方,用于将布料推入至传送带机构中;
传送带机构,所述传送带机构设于所述推料机构的一端,用于将推料机构送来的多段布料进行同步传输,所述传送带机构包括送料传输带以及位于送料传输带上方的压紧轮。
进一步的,所述竖向剪切机构包括多个竖向分布在开条支架上的竖向切刀组件,所述竖向切刀组件包括相对设置的竖向刀模和竖向刀头,所述竖向刀模经由竖向气缸驱动与所述竖向刀头相互靠近。
进一步的,所述横向剪切机构包括多个竖向分布的横向切刀组件,多个所述横向切刀组件经由驱动机构可同步竖向移动的设置在开条支架上,所述横向切刀组件包括相对设置的横向刀模和横向刀头。
进一步的,所述驱动机构包括驱动电机,所述驱动电机驱动转轴转动,转轴上设有第一传送带和第二传送带;所述横向刀头设于所述第一传送带上,所述横向刀头的底部设于所述横向滑轨上;所述第二传送带通过传动轴带动第三传送带传动,所述第三传送传送带上设有与横向刀头相对应的横向刀模,横向刀模经由横向气缸驱动与所述横向刀头相互靠近。进一步的,所述推料机构包括夹料气缸,所述夹料气缸的前端设有可横向移动的夹布板;所述夹布板的一端设有定位块,在所述定位块上设有与夹布板相对应设置的转动板,且,所述转动板经由转动气缸驱动进行转动;所述转动板的底部设于所述传送带机构上。
进一步的,所述收料机构包括位于收集支架上的夹取机构,在所述夹取机构的下方设有升降式送料同步带,用于接收夹取组件送来的布料;
其中,所述夹取组件包括位于收集支架上的两个同步带,在所述同步带上设有可横向移动的夹取架;所述夹取架上设有多个升降气缸,所述升降气缸的底部设有升降板,所述升降板的两端设有竖向设置的连接杆,所述连接杆上设有对称设置的夹爪组件,每个所述夹爪组件包括两个相对设置的夹爪,夹爪经由夹取气缸驱动。
进一步的,所述升降式送料同步带包括送料支架,在所述送料支架上设有驱动机构,所述驱动机构包括两个相对设置的转动轴,两个所述转动轴通之间过同步带可转动相连,其中一个转动轴经由驱动电机转动;每个所述转动轴的两端通过升降同步带与滚轮相连,所述升降同步带上设有可上下移动的送料同步带。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
本发明方案的纬编面料纬编面料用自动纵横花边开条机,可以自动将纬编面料剪切成多个相同大小的条状面料,全程无人工操作,操作方便省力有效,并且由于采用的是左右两端对纬编面料进行张紧,然后先纵切再横切,这样加工后的条状的纬编面料不会产生面料变形的问题,最后自动收集好加工的条状面料,操作方便省力,降低了用工成本,加工出的产品的质量高,符合实际的生产加工需求。
附图说明
下面结合附图对本发明技术方案作进一步说明:
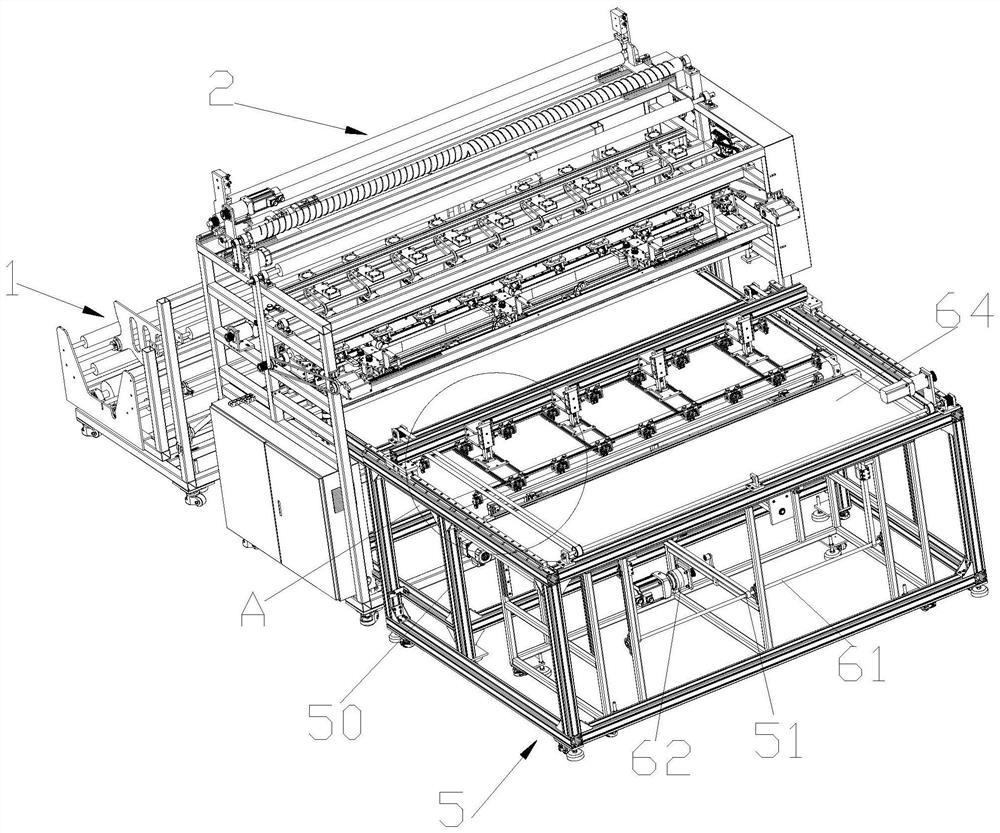
附图1为本发明的结构示意图;
附图2为附图1中A部放大图;
附图3为附图1的另一视角的结构示意图;
附图4为附图3中B部放大图;
附图5为开条机构的立体结构示意图;
附图6为附图5中C部放大图;
附图7为附图5的另一视角的结构示意图;
附图8为附图7中D部放大图;
附图9为附图7中E部放大图;
附图10为推料机构和传送带机构相配合的局部结构示意图;
其中:进料机构1、开条机构2、收料机构5、布料10、开条支架20、纠偏机构21、预送料组件、夹紧组件、竖向剪切机构27、横向剪切机构28、推料机构29、传送带机构30、收集支架50、同步带51、夹取架52、升降气缸53、升降板54、连接杆55、夹爪56、送料支架60、转动轴61、驱动电机62、升降同步带63、滚轮64、送料同步带65、竖向刀模270、竖向刀头271、竖向气缸272、横向刀模280、横向刀头281、驱动电机282、转轴283、第一传送带284、第二传送带285、横向滑轨286、第三传送带287、传动轴288、夹料气缸290、夹布板291、定位块292、转动板293、转动气缸294。
具体实施方式
下面结合附图及具体实施例对本发明作进一步的详细说明。
请参阅附图1-10,本发明一实施例所述的一种纬编面料纬编面料用自动纵横花边开条机,包括进料机构1、开条机构2和收料机构5;所述进料机构1用于将布料传输至开条机构2处;所述开条机构2设于所述进料机构3一侧,用于将进料机构1传输过来的布料切割成多个大小相同的条状面料,所述收料机构3设于所述开条机构2的末端,用于收集开条机构2加工后的多个条状面料。
作为进一步的优选实施例,所述开条机构2包括设置在开条支架20上的纠偏机构21、预送料组件、夹紧组件、竖向剪切机构27、横向剪切机构28、推料机构29和传送带机构30。
其中,所述预送料组件设于所述进料机构一侧,用于预先往前传输一段面料,所述预送料组件包括驱动滚轮组,以及位于驱动滚轮组一侧的交错分布的第一滚轮22和第二滚轮23;由于纬编面料易于脱散、卷边变形,所以预先通过驱动滚轮组往前传输一段面料至交错分布的第一滚轮22和第二滚轮23上,防止纬编面料在后续加工时受力张紧而在加工时产生变形。
所述夹紧组件设于所述第二滚轮23的下方,且夹紧组件与第一滚轮23之间呈90°,这样纬编面料就垂直向下进料,由于对纬编面料的张紧方向是左右两端,从而不易造成对纬编面料上下两侧的变形,工作时,所述夹紧组件包括第一夹紧滚轮24,在所述第一夹紧滚轮24的一侧设有通过横移气缸25可与第一夹紧滚轮24相互夹紧的第二夹紧滚轮26,当需要夹紧布料时,横移气缸25驱动第一夹紧滚轮24和第二夹紧滚轮26相互夹紧。
竖向剪切机构27设于所述第二滚轮和夹紧组件之间,用于对布料进行竖向剪切;具体的,所述竖向剪切机构包括九个竖向分布在开条支架20上的竖向切刀组件,所述竖向切刀组件包括相对设置的竖向刀模270和竖向刀头271,所述竖向刀模270经由竖向气缸驱动272与所述竖向刀头271相互靠近;当需要对布料进行竖向的多段剪切时,竖向刀模270经由竖向气缸驱动与竖向刀头271靠近,从而对布料进行竖向剪切,在本实施例中一共有九个竖向切刀组件,从而可以一次在布料的竖向上切出平行的九刀,切出的两边作为毛边。
紧接着布料继续往下传输至横向剪切机构28,所述横向剪切机构28用于对布料进行横向剪切,从而将布料切成多个大小相同的条状面料;所述横向剪切机构28包括多个竖向分布的横向切刀组件,多个所述横向切刀组件经由驱动机构可同步竖向移动的设置在开条支架20上,所述横向切刀组件包括相对设置的横向刀模280和横向刀头281,且横向刀模280经由横向气缸驱动与所述横向刀头281相互靠近。
其中,所述驱动机构包括驱动电机282,所述驱动电机282驱动转轴283转动,转轴283上设有第一传送带284和第二传送带285,且第一传送带284和第二传送带285之间为垂直设置;所述横向刀头281设于所述第一传送带284上,所述横向刀头281的底部设于两个平行设置的横向滑轨286上;所述第二传送带285通过传动轴288带动第三传送带287同步传动,所述第三传送带287上设有与横向刀头281相对应的横向刀模280,且所述横向刀模280可滑动的设置在横向滑轨286上。工作时,驱动电机282驱动转轴283进行转动,转轴283同步带动第一传送带284和第三传送带286进行传动,这样横向刀模280和所述横向刀头281同步在对应的横向滑轨286上进行横向移动;接着横向气缸驱动横向刀模280与横向刀头281相互靠近,从而对布料进行横向的剪切,这里采用三个相对平行设置的横向剪切机构28,可以减少布料的剪切时间,提升加工效率,再将布料剪切成平行设置的九个大小相同的条状面料,最后进入到推料机构29中。
在进行横向剪切时夹紧组件工作,将布料的上端由夹紧组件夹紧,而布料的下端由推料机构29中的夹布板291和转动板293夹紧,防止布料掉落。
所述推料机构29设于所述横向剪切机构28下方,用于将剪切后的条状面料推入至传送带机构30中;当对其进行横向剪切时,布料的底部进入到推料机构29内,所述夹料气缸290驱动夹布板291往前横向移动,从而将条状面料的下端夹紧在夹布板291和转动板293之间;然后横向剪切机构28将布料切成多个条状面料,位于定位块292上的经由转动气缸294驱动转动板293转动,将条状面料转动一定角度后,使得条状面料的一端对准在送料传输带上方的压紧轮,当布料进入到传送带机构上时,转动板293往回转动,使得布料落下来进入到传送带机构的送料传输带30和压紧轮31之间,最后传输到后续的收料机构5中。
作为进一步的优选实施例,所述收料机构5包括位于收集支架50上的夹取机构,在所述夹取机构的下方设有升降式送料同步带,用于接收夹取组件送来的布料。
所述夹取组件包括位于收集支架上的两个同步带51,在所述同步带51上设有可横向移动的夹取架52;所述夹取架52上设有四个升降气缸53,所述升降气缸53的底部设有升降板54,所述升降板54的两端设有连接杆55,每个所述连接杆55上设有对称设置的夹爪组件,每个夹爪组件包括两个相对设置的夹爪56,夹爪56经由夹取气缸驱动。
工作时,四个升降气缸同步开始工作,每个升降气缸控制八个夹爪,每四个夹爪分别夹紧条状面料的四角,这样四个气缸正好可以将剪切后的八个条状面料夹紧。
另外,所述升降式送料同步带包括送料支架60,在所述送料支架60上设有驱动机构,所述驱动机构包括两个相对设置的转动轴61,两个所述转动轴61通之间过同步带51可转动相连,其中一个转动轴61经由驱动电机62转动;每个所述转动轴61的两端通过升降同步带63与滚轮(图中未示出)相连,所述升降同步带上63设有可上下移动的送料同步带64。
八个条状面料被可横向移动的夹取架5送至送料同步带64上,然后经由驱动电机62可控制送料同步带64上的条状面料下降到合适的位置,最后依次收集即可。
本发明的纬编面料纬编面料用自动纵横花边开条机,可以自动将纬编面料剪切成多个相同大小的条状面料,全程无人工操作,操作方便省力有效,并且由于采用的是左右两端对纬编面料进行张紧,然后先纵切再横切,这样加工后的条状的纬编面料不会产生面料变形的问题,最后自动收集好加工的条状面料,操作方便省力,降低了用工成本,加工出的产品的质量高,符合实际的生产加工需求。
以上仅是本发明的具体应用范例,对本发明的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本发明权利保护范围之内。
- 一种纬编面料自动纵横花边开条机用开条机构
- 一种纬编面料用自动纵横花边开条机