一种汽车钣金件加工装置及方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及汽车加工技术领域,具体涉及一种汽车钣金件加工装置及方法。
背景技术
汽车在生产加工过程中会涉及到尺寸形状各异的钣金件,其中大部分钣金件的加工过程包括切割、折弯、压平、打磨等工序,钣金零件厚度一致,在使用时,有些地方需要增加强度或增加厚度,需要进行压边处理,但现有的压边工序通常是先在折弯设备上将板材折至一定角度,再人工取下放入压边设备上进行压边,这样分两步工序导致加工时间延长,加工效率低下,而且在转送过程中容易使板材受损,影响后续加工。
发明内容
本发明提供一种汽车钣金件加工装置及方法,将汽车钣金件的折弯和压边工序有效集合在一起,降低加工时间。
本发明采用如下技术方案:
一种汽车钣金件加工装置,包括支撑平台和固定在其上的支撑架,所述支撑平台上从左至右依次设有折弯机构、抓取机构和压边机构;
所述折弯机构包括固定在所述支撑平台上的折弯台和固定在所述支撑架上的压弯条,所述折弯台上开设有折弯槽,所述压弯条位于折弯槽的上方且对准所述折弯槽,所述压弯条可上下移动;
所述抓取机构包括固定在支撑架上的旋转杆,所述旋转杆的末端固定有可抓取折弯板材的机械手;
所述压边机构包括固定在所述支撑平台上的压边台和固定在所述支撑架上的压边模具,所述压边模具对准所述压边台,所述压边模具可上下移动,所述压边台可沿所述支撑平台左右移动。
优选的,所述压弯条固定在第一电动液压杆的末端,所述第一电动液压杆的另一端固定在所述支撑架上,所述第一电动液压杆与控制器相连。
优选的,所述压边模具固定在第二电动液压杆的末端,所述第二电动液压杆的另一端固定在所述支撑架上,所述第二电动液压杆与控制器相连。
优选的,所述支撑平台上设有滑槽,所述压边台的底部设有与滑槽相配合的滑轮,所述压边台的侧边通过伸缩杆与支撑架相连。
优选的,所述伸缩杆与电机相连,所述电机与控制器相连。
优选的,所述旋转杆与旋转电机相连,所述旋转电机与控制器相连。
当利用上述装置进行汽车钣金件加工时,首先,将待加工汽车板材放置在折弯台上,启动压弯条下降将汽车板材折弯,然后启动旋转杆转动至对准折弯板材,机械手张开将折弯板材固定后夹紧,旋转杆恢复原位,压边台移动至机械手的下方,机械手张开将折弯板材松开降落至压边台上,压边台移动至原位,在折弯板材中放入垫板,最后启动压边模具下降完成压边。
其中压弯条、旋转杆、机械手、压边台和压边模具的运动均通过控制器实现。
有益效果:本发明的汽车钣金件加工方法将板材折弯和压边两部工序集合在一套设备上,提高了工作效率,避免在工序转换时出现板材运送损坏的现象,有效提高了产品质量;
通过控制器控制各部件的运动和相互协作,实现加工工序的全自动化,在提高效率的技术上同时也提高了加工精度,减少人工。
附图说明
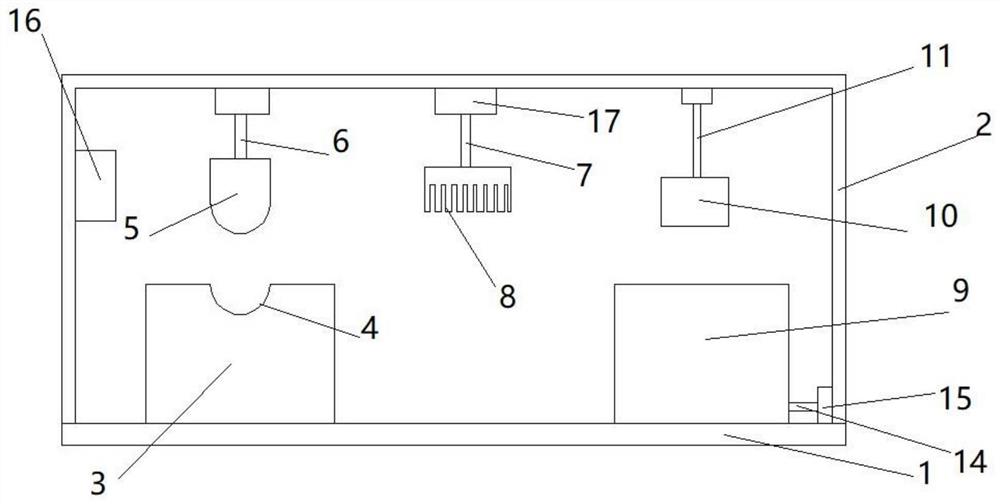
图1:本发明整体结构示意图;
图2:本发明支撑平台俯视图;
图3:本发明压边台结构示意图;
图4:本发明加工方法示意图;
图中标号:1-支撑平台,2-支撑架,3-折弯台,4-折弯槽,5-压弯条,6-第一电动液压杆,7-旋转杆,8-机械手,9-压边台,10-压边模具,11-第二电动液压杆,12-滑槽,13-滑轮,14-伸缩杆,15-电机,16-控制器,17-旋转电机。
具体实施方式
为使本发明目的、技术方案更清楚,下面结合附图和具体实施例对本发明做进一步的详细说明和解释。
实施例1:如图1-3所示,一种汽车钣金件加工装置,包括支撑平台1和固定在其上的支撑架2,所述支撑平台1上从左至右依次设有折弯机构、抓取机构和压边机构;
所述折弯机构包括固定在所述支撑平台1上的折弯台3和固定在所述支撑架2上的压弯条5,所述折弯台3上开设有折弯槽4,所述压弯条5位于折弯槽4的上方且对准所述折弯槽4,所述压弯条5可上下移动;
所述抓取机构包括固定在支撑架2上的旋转杆7,所述旋转杆7的末端固定有可抓取折弯板材的机械手8;
所述压边机构包括固定在所述支撑平台1上的压边台9和固定在所述支撑架2上的压边模具10,所述压边模具10对准所述压边台9,所述压边模具10可上下移动,所述压边台9可沿所述支撑平台1左右移动。
具体的,压弯条5固定在第一电动液压杆6的末端,所述第一电动液压杆6的另一端固定在所述支撑架2上,所述第一电动液压杆6与控制器16相连。
具体的,压边模具10固定在第二电动液压杆11的末端,所述第二电动液压杆11的另一端固定在所述支撑架2上,所述第二电动液压杆11与控制器16相连。
具体的,支撑平台1上设有滑槽12,所述压边台9的底部设有与滑槽12相配合的滑轮13,所述压边台9的侧边通过伸缩杆14与支撑架2相连。
具体的,伸缩杆14与电机15相连,所述电机15与控制器16相连。
具体的,旋转杆7与旋转电机17相连,所述旋转电机17与控制器16相连。
如图4所示,进行汽车钣金件加工时,首先,将待加工汽车板材放置在折弯台3上,本实施例中以一次压边为例,先折弯30°,通过控制器16启动第一电动液压杆6下降进而带动压弯条5下降,对准汽车板材施力将汽车板材折弯,然后控制器16启动旋转电机17带动旋转杆7转动至对准折弯板材,控制器16控制机械手8张开将折弯板材固定后夹紧,再控制旋转电机17带动旋转杆7恢复原位,控制器16启动电机15带动伸缩杆14伸长,带动压边台9移动至机械手8的下方,控制器16启动机械手8张开将折弯板材松开降落至压边台9上,控制器16再控制电机15带动压边台9移动至原位,在折弯板材中放入垫板,最后启动压边模具10下降完成压边。即压弯条5、旋转杆7、机械手8、压边台9和压边模具10的运动均通过控制器16实现,控制器16可采用PLC控制器,可通过其显示装置进行选择和显示。本发明工艺将板材折弯和压边两部工序集合在一套设备上,提高了工作效率,避免在工序转换时出现板材运送损坏的现象,有效提高了产品质量;通过控制器16控制各部件的运动和相互协作,实现加工工序的全自动化,在提高效率的技术上同时也提高了加工精度,减少人工。
应该理解,上述实施例的描述只是示例性的,而并非要限制本发明的范围。在本领域普通技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下作出各种变化均属于本发明的保护范围。
- 一种新能源汽车钣金件成型后整形加工设备及加工方法
- 一种新能源汽车钣金件成型后整形加工设备及加工方法