脉冲电镀法制备镍镀层的制备方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及一种涂层的制备及FSW接头改性技术,尤其涉及一种脉冲电镀法制备镍镀层的制备方法。
背景技术
水下摩擦螺柱焊技术因焊接接头质量好、性质稳定,不采用电弧加热的形式,焊接接头的质量受环境压力变化影响较小,节能、节材、低耗以及操作简单、效率高等优点特别适合于水下作业,从而在水下焊接领域得到快速发展。
因为水下摩擦螺柱焊接头需要满足海底和酸性油气田对摩擦螺柱焊接头的高强度、抗腐蚀性服役工况和服役环境的要求,所以发生失效的风险性增强。
发明内容
本发明的目的是提供一种脉冲电镀法制备镍镀层的制备方法。
本发明的目的是通过以下技术方案实现的:
本发明的脉冲电镀法制备镍镀层的制备方法,其特征在于,包括以下步骤:
A、电镀液的配置;
B、利用超声清洗仪辅助电镀溶液的配置;
C、利用脉冲电镀法得到镍镀层。
由上述本发明提供的技术方案可以看出,本发明实施例提供的脉冲电镀法制备镍镀层的制备方法,利用具有高耐蚀性和耐磨性的镍涂层改性是比较好的选择,金属镍由于其强大的钝化能力,可以在表面快速形成一层非常薄的钝化膜,可以抵抗大气、碱和一些酸的腐蚀。同时脉冲电镀电源由于其特殊的电流输出方式,能有效的减小电镀过程中的浓差极化和增大电化学极化从而改善镀层质量。改善了FSW接头在海水环境中腐蚀失效的问题。
附图说明
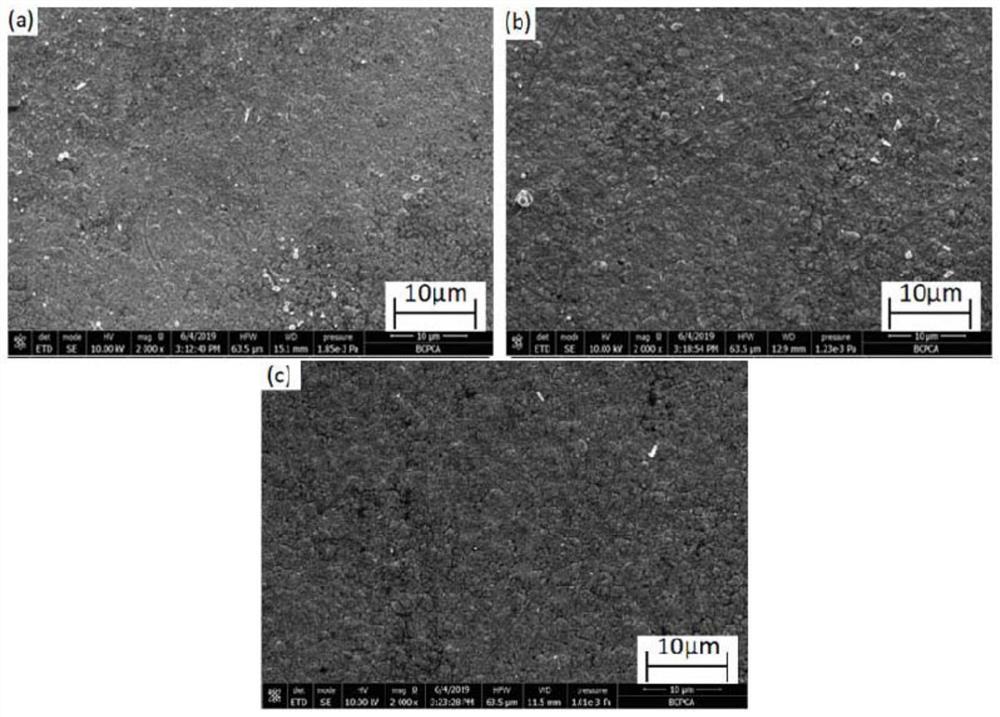
图1为本发明实施例中不同占空比下制备的镍镀层的SEM形貌:(a)50%;(b)80%;(c)100%;
图2为本发明实施例中不同占空比下制备的镍镀层截面的EDS能谱:(a)50%;(b)80%;(c)100%;
图3为本发明实施例中镀件表面球状物EDS分析。
具体实施方式
下面将对本发明实施例作进一步地详细描述。本发明实施例中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
本发明的脉冲电镀法制备镍镀层的制备方法,其较佳的具体实施方式是:
包括以下步骤:
A、电镀液的配置;
B、利用超声清洗仪辅助电镀溶液的配置;
C、利用脉冲电镀法得到镍镀层。
所述步骤A的具体过程如下:
首先取400mL规格的烧杯清洗干净,倒入200mL的去离子水,再利用电子天平称取制备电镀液所需的药品倒入烧杯中,然后将烧杯放入超声清洗仪中,设置超声时间为180s,超声的过程中用玻璃棒不断搅拌,使药剂完全溶解,并静置1h,让溶液表面的泡沫状物质大部分消失,最终得到所需的电镀液;
所述步骤B的具体过程如下:
将烧杯放入超声清洗仪中,设置超声时间为180s,超声的过程中用玻璃棒不断搅拌,使药剂完全溶解;
所述电子天平型号为FA1004,所述超声清洗仪型号为JP-010T;
所述步骤C包括:
利用电化学工作站,采用脉冲电镀法,采用占空比为50%、80%和100%三种情况在FSW接头上制备镍镀层,所述占空比指一个单循环时间内通电与断电时间之比;
所述步骤C的具体过程如下:
将静止后的电镀液溶液,放入水浴加热器中,设置温度为35±0.5℃,待温度恒定后,利用型号为IM6的德国电化学工作站,采用脉冲电镀法进行Ni镀层制备,将工作电极连接镍板、对比电极连接试件和参比电极连接氧化汞电极,脉冲界面参数设定为:以250ms为一个循环,电流密度为10mA·cm
采用的原材料为以X65钢为焊接基板、16Mn钢为螺柱、用摩擦螺柱焊技术所制备的摩擦螺柱焊接头和规格为50×20×3mm纯度为99.999%的镍板;
电镀液配方为:35g NiSO
首先对材料进行预处理,将摩擦螺柱焊接头或镍板切割成形状接近20×20mm的试件,再对试件镶样,然后用400#、800#型号砂纸和自动抛光机先后对试件表面进行打磨、抛光处理,接下来在超声清洗仪中用去离子水对试件进行超声清洗,清洗后用无水乙醇脱水并用吹风机吹干,最后将试件放入密封袋中备用。
本发明的脉冲电镀法制备镍镀层的制备方法,能改善FSW接头在海水环境中腐蚀失效的问题;利用脉冲电镀法,得到均匀的镍涂层;制备方法简单、过程易于操控。
本发明采用的原材料为摩擦螺柱焊(FSW)接头(以X65钢为焊接基板、16Mn钢为螺柱,用摩擦螺柱焊技术所制备)和规格为50×20×3mm的镍板(纯度为99.999%),电镀液配方为:35g NiSO
本发明专利的突出优点是:
采用脉冲电镀的方法,可以有效的减小电镀过程中的浓差极化和增大电化学极化从而改善镀层质量,另外采用超声清洗仪辅助电镀溶液的配置,容易使药剂充分溶解。采用脉冲电镀法在FSW接头表面成功制备镍镀层,并得到此方法下的最佳电镀占空比。
具体实施例:
本发明首次提出利用脉冲电镀法制备镍镀层的制备,得到均匀的镍镀层提高FSW接头表面的耐磨耐蚀性。在电镀溶液中,通过脉冲电镀,成功的在FSW接头表面制备了均匀的镍镀层。经表征发现三种占空比的镀层和基体结合都比较好,占空比100%镀件表面相对于其他两个镀件比较平整光滑,且镀层厚度最厚。
实施例1
本实施例脉冲电镀法制备镍镀层的制备具体过程如下:
A、电镀液的配置
首先取400mL规格的烧杯清洗干净,倒入200mL的去离子水,再利用型号为FA1004电子天平按照35g NiSO
B、镍镀层的制备
首先将FSW接头切割成形状接近20×20mm的试件,再对试件镶样,然后用400#、800#型号砂纸和自动抛光机先后对试件表面进行打磨、抛光处理,接下来在超声清洗仪中用去离子水对试件进行超声清洗,清洗后用无水乙醇脱水并用吹风机吹干,最后将试件放入密封袋中备用。
然后将静止后的电镀液溶液,放入水浴加热器中,设置温度为35±0.5℃,待温度恒定后,利用型号为IM6的德国电化学工作站,采用脉冲电镀法进行镍镀层制备,电镀时三电极连接方式为工作电极连接镍板(镍板的纯度为99.999%,规格为50×20×3mm)、对比电极连接FSW接头试件和参比电极连接氧化汞电极。脉冲界面参数设定为:以250ms为一个循环,电流密度为10mA·cm
下面对脉冲电镀法制备的镍镀层进行了表征。利用SEM对不同占空比下制备的镍镀层进行形貌表征。利用EDS能谱对不同占空比下制备的镍镀层截面进行分析,并对镀件SEM表征中出现的圆球状物质利用EDS进行了元素成分测定。以证明制备的镍镀层的优越性。
1.SEM形貌表征
由图1(a-c)不同占空比下制备的镍镀层SEM形貌可以看出,占空比50%镀件、占空比80%镀件和占空比100%镀件的表面组织都比较致密,且有白色圆球状物质,其中占空比100%镀件表面最为致密且和占空比80%镀件表面致密程度相差不大,由此可初步判断,三种镀件中,占空比50%镀件耐腐蚀最差,占空比80%镀件和占空比100%镀件的耐腐蚀性相差不大且占空比100%镀件稍好一点。
2.镍镀层截面EDS能谱分析
能谱分析是利用SEM技术获取镀件5000倍截面的微观金相后,利用EDS技术对镀件截面进行元素分析,从图2中可以看出三种镀件的镀层和基体结合都比较好,未出现镀层脱离基体的情况,且占空比100%镀件表面相对于其他两个镀件比较平整光滑。通过对能谱图的数据金相分析可知,占空比50%镀件、占空比80%镀件、占空比100%镀件的镀层厚度分别为4μm、5μm和7.6μm。
3.镀层表面球状物EDS分析
为了更好的确认镀层表面的白色球状物,利用EDS进行了元素组成分析,从图3的结果可以看出,圆球状物质中有一定含量的MO,根据实验过程的情况和基体材料所含元素情况,判定MO是由于在机加工切割试件的过程中MO丝中MO单质的在高温情况下迸溅到镀件的表面形成了圆球状物质,SEM形貌表现为白色的圆球状物质。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。