一种岩棉彩钢板制造加工方法
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及岩棉彩钢板制造领域,具体的说是一种岩棉彩钢板制造加工方法。
背景技术
岩棉彩钢板是通过自动化的设备将岩棉和钢板复合成一个整体的建筑材料,由于岩棉板是以玄武岩为主要原材料,经高温熔融加工而成的无机纤维板,同时岩棉板也是一种新型的保温、隔燃、吸声材料,因此相较于岩棉板,岩棉彩钢板在满足建筑物保温隔热,隔声,防火等要求的前提下,更达到了优质、高效、可靠、安全的目标。
在对岩棉彩钢板进行制造加工的过程中,由于钢板形状的结构限制,导致在实际操作过程中,存在以下问题:
(1)传统的岩棉彩钢板制造加工在对钢板进行加工制造的过程中,由于钢板因需求的不同,导致需要进行加工的钢板厚度不同,因此导致需要对设备进行更换或对设备的零件进行拆卸更换,从而极易导致设备的使用效率降低或导致设备的使用寿命降低。
(2)传统的岩棉彩钢板制造加工在对钢板进行加工制造的过程中,由于钢板上的花纹要求不同,因此需要根据花纹的不同,准备不同的加工零件,整个更换的零件体积较大,从而导致更换的难度增大。
发明内容
为了弥补现有技术的不足,本发明提供了一种岩棉彩钢板制造加工方法。
本发明所要解决其技术问题所采用以下技术方案来实现:一种岩棉彩钢板制造加工方法,其使用了一种岩棉彩钢板制造加工设备,该岩棉彩钢板制造加工设备包括工作台、运输装置与加工装置,采用上述岩棉彩钢板制造加工设备对岩棉彩钢板进行制造加工时的具体方法如下:
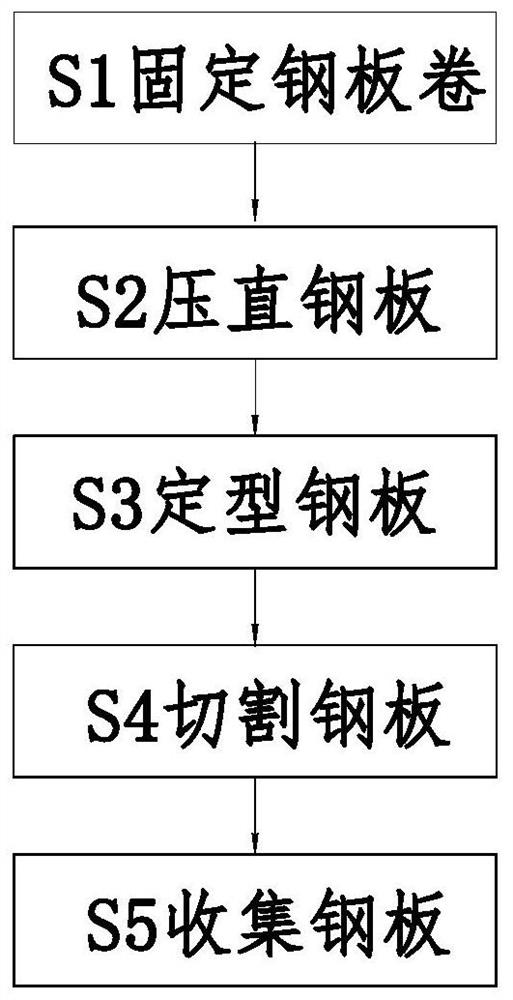
S1、固定钢板卷:通过固定辊对钢板卷进行定位;
S2、压直钢板:通过定型架对弯曲的钢板进行压直处理,使位于定型架右侧的钢板处于水平状态;
S3、定型钢板:通过加工装置对经过压直处理后的钢板进行定型处理;
S4、切割钢板:通过切割机器将经过定型处理的钢板按需求标准进行切割处理;
S5、收集钢板:对经过切割后的钢板进行收集,从而加工岩棉彩钢板;
所述工作台上端固定安装有运输装置,运输装置右侧安装有加工装置;
所述运输装置包括固定板、C形板、固定辊、丝杠螺杆、连接长板、控制杆、螺母副与定型架,工作台前侧上端固定安装有固定板,固定板前端固定安装有C形板,C形板与固定板左侧通过转动轴固定安装有固定辊,C形板与固定板中部均以螺纹连接的方式连接有丝杠螺杆,丝杠螺杆上端通过销轴安装有连接长板,前侧的丝杠螺杆中部固定安装有控制杆,丝杠螺杆上以螺纹连接的方式连接有螺母副,螺母副下端固定安装有定型架;通过固定板对C形板进行固定,通过固定板与C形板对固定辊进行定位,通过固定辊对钢板卷进行定位,通过丝杠螺杆控制螺母副的垂直位移,从而控制定型架的垂直位移,通过控制杆与连接长板相配合,以达到仅通过控制杆即可达到控制丝杠螺母同时进行转动的目的,通过定型架对钢板进行压直处理。
所述加工装置包括连接板、倒F形板、电机一、链轮一、齿链带一、加工辊、定位柱、定位销与定型环,定型架右端固定安装有连接板,连接板右侧下端固定安装有倒F形板,倒F形板前侧与固定板以及C形板之间以滑动配合的方式相连接,倒F形板前端通过电机座固定安装有电机一,电机一输出轴通过联轴器固定安装有链轮一,倒F形板右侧通过转动轴固定安装有链轮一,链轮一外端啮合有齿链带一,链轮一后端固定安装有加工辊,加工辊中部开设有圆柱形凹槽,圆柱形凹槽内以螺纹连接的方式连接有定位柱,加工辊外端沿周向均匀开设有小圆柱通孔,小圆柱通孔内以滑动配合的方式连接有定位销,定位销内端与定位柱外端面以滑动配合的方式相连接,加工辊外端面均匀以滑动配合的方式连接有定型环,定型环内端面与定位销相卡接;通过连接板对倒F形板进行固定,从而以达到通过丝杠螺母控制倒F形板的垂直位移的目的,通过倒F形板对电机一进行固定,通过电机一带动加工辊转动,从而对钢板进行定型处理,通过加工辊上的圆柱形凹槽对定位柱进行定位,通过定位柱控制定位销的运动,通过定位销对定型环进行定位。
作为本发明的一种优选技术方案,所述工作台包括台体、电机二、链轮二、齿链带二与海绵板,台体前端通过电机座固定安装有电机二,电机二输出轴通过联轴器固定安装有链轮二,台体右侧通过转动轴固定安装有链轮二,链轮二外端啮合有齿链带二,齿链带二外端面固定安装有海绵板,台体上位于齿链带二内侧固定设置有弧形支撑板;通过台体对电机二进行固定,通过电机二控制链轮二的转动,通过链轮二与齿链带二相配合,带动钢板向右运动,通过海绵板给予钢板形变的空间,通过弧形支撑板对链轮二进行支撑。
作为本发明的一种优选技术方案,所述固定辊包括辊体、挡位环、环形卡块、钢板卷筒、定位弹簧、弧形板与小滚珠,C形板与固定板左侧通过转动轴固定安装有辊体,辊体前端固定安装有挡位环,挡位环后端面沿周向均匀固定安装有环形卡块,辊体外端以滑动配合的方式连接有钢板卷筒,辊体外端面位于钢板卷筒后侧沿周向均匀固定安装有定位弹簧,定位弹簧末端固定安装有弧形板,弧形板内以滑动配合的方式连接有小滚珠;通过辊体对挡位环进行固定,通过挡位环对环形卡块进行固定,通过环形卡块对钢板卷筒进行定位,通过钢板卷筒对钢卷卷进行定位,通过定位弹簧对弧形板进行固定,通过弧形板对小滚珠进行定位,通过定位弹簧与弧形板以及小滚珠相配合,当钢板卷筒在辊体上运动时,降低钢板卷筒与辊体之间的摩擦力,当钢板卷筒与环形卡块接触后,对钢板卷筒后端进行定位。
作为本发明的一种优选技术方案,所述定型架包括定型长板、支架板、定型柱、固定压块与小滚球,螺母副上端固定安装有定型长板,定型长板下端前后两侧对称固定安装有支架板,支架板左右两侧对称通过转动轴固定安装有定型柱,定型长板下端位于相邻的定型柱之间固定安装有固定压块,固定压块左右两端对称开设有与定型柱相配合的弧形凹槽,弧形凹槽内均匀以滑动配合的方式连接有小滚球;通过定型长板对支架板进行固定,通过支架板对定型柱进行固定,通过固定压块与定型柱相配合对钢板进行压直处理,通过小滚球降低固定压块与定型柱之间的摩擦力。
作为本发明的一种优选技术方案,所述定位柱包括圆锥柱、圆柱块与转动把手,圆柱形凹槽内以螺纹连接的方式连接有圆锥柱,圆锥柱右端固定安装有圆柱块,圆柱块与圆锥柱之间首尾固定连接,圆柱块右侧外端开设有螺纹凹槽,圆柱块右端固定安装有转动把手;通过圆锥柱对圆柱块进行固定,通过圆柱块对转动把手进行固定,通过圆锥柱与圆柱块相配合,从而控制定位销的运动,通过转动把手转动圆锥柱与圆柱块。
作为本发明的一种优选技术方案,所述定位销包括定位圆柱、固定块、挤压弹簧、定位挡块与T形块,加工辊上的小圆柱通孔内以滑动配合的方式连接有定位圆柱,定位圆柱末端中部固定安装有固定块,固定块外端面开设有与加工辊外端面弧度相同的圆角,固定块上侧的直径与加工辊上的小圆柱通孔的直径相同,固定块外端固定安装有挤压弹簧,挤压弹簧末端固定安装有定位挡块,定位挡块内侧固定安装有T形块,定位圆柱上位于固定块上端前后两侧对称开设有T形凹槽,T形块与定位圆柱上的T形凹槽以滑动配合的方式相连接;通过定位圆柱对固定块进行固定,通过直径与加工辊上的小圆柱通孔的直径相同以及外端开设有与加工辊外端面弧度相同的圆角的固定块,当定型环未与定位圆柱相接触时,通过固定块与加工辊上的小圆柱通孔相配合,使加工辊外端面平滑,通过固定块对挤压弹簧进行固定,通过挤压弹簧对定位挡块进行固定,从而控制其水平方向上的位移,通过T形块对定位挡块的运动轨迹进行限制,当定位圆柱与定位轨道板相接触时,挤压弹簧带动定位挡块分别向定位圆柱的前后两侧运动,从而与弧形块相配合,对环体一与环体二进行定位。
作为本发明的一种优选技术方案,所述定型环包括环体一、环体二、定位轨道板、圆柱弹簧与弧形块,加工辊外端面均匀以滑动配合的方式连接有环体一与环体二,环体一与环体二上的凹槽形状不同,环体一与环体二的内端均匀固定安装有定位轨道板,定位轨道板中部开设有环形凹槽,环形凹槽内端均匀固定安装有圆柱弹簧,圆柱弹簧末端固定安装有弧形块;通过环体一与环体二相配合,对钢板的凹凸面的形状进行限制,通过定位轨道板对圆柱弹簧与弧形块相配合,从而对挤压弹簧与定位挡块进行限制。
与现有技术相比,本发明具有以下优点:
1.本发明提供的一种岩棉彩钢板制造加工方法,通过运输装置与加工装置相配合,对不同厚度的钢板进行压直以及加工处理,同时可根据需求更换加工零件的形状以及位置,从而对钢板进行加工处理,从而提高设备的加工效率以及使用效率,同时更换过程中无需人工进行多次拆卸,可快速对零件进行更换。
2.本发明通过设置的运输装置,通过定位弹簧与弧形板以及小滚珠相配合,当钢板卷筒在辊体上运动时,降低钢板卷筒与辊体之间的摩擦力,当钢板卷筒与环形卡块接触后,对钢板卷筒后端进行定位,通过定型长板对支架板进行固定,通过支架板对定型柱进行固定,通过固定压块与定型柱相配合对钢板进行压直处理,通过小滚球降低固定压块与定型柱之间的摩擦力。
3.本发明通过设置的加工装置,当定型环未与定位圆柱相接触时,通过固定块与加工辊上的小圆柱通孔相配合,使加工辊外端面平滑,通过固定块对挤压弹簧进行固定,通过挤压弹簧对定位挡块进行固定,从而控制其水平方向上的位移,通过T形块对定位挡块的运动轨迹进行限制,当定位圆柱与定位轨道板相接触时,挤压弹簧带动定位挡块分别向定位圆柱的前后两侧运动,从而与弧形块相配合,对环体一与环体二进行定位。
4.本发明通过设置的加工装置,通过圆锥柱与圆柱块相配合,从而控制定位销的运动,通过转动把手转动圆锥柱与圆柱块,通过环体一与环体二相配合,对钢板的凹凸面的形状进行限制,通过定位轨道板对圆柱弹簧与弧形块相配合,从而对挤压弹簧与定位挡块进行限制。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的工作流程示意图;
图2是本发明的主视的平面结构示意图;
图3是本发明的图2的A-A向的剖视图;
图4是本发明的图2的B-B向的剖视图;
图5是本发明的定位销与定型环的平面结构示意图;
图6是本发明的图2的N处的局部放大图;
图7是本发明的图5的M处的局部放大图;
图8是本发明的加工后的钢板的平面结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图8,对本发明进行进一步阐述。
一种岩棉彩钢板制造加工方法,其使用了一种岩棉彩钢板制造加工设备,该岩棉彩钢板制造加工设备包括工作台1、运输装置2与加工装置3,采用上述岩棉彩钢板制造加工设备对岩棉彩钢板进行制造加工时的具体方法如下:
S1、固定钢板卷:通过固定辊23对钢板卷进行定位;
S2、压直钢板:通过定型架28对弯曲的钢板进行压直处理,使位于定型架28右侧的钢板处于水平状态;
S3、定型钢板:通过加工装置3对经过压直处理后的钢板进行定型处理;
S4、切割钢板:通过切割机器将经过定型处理的钢板按需求标准进行切割处理;
S5、收集钢板:对经过切割后的钢板进行收集,从而加工岩棉彩钢板;
所述工作台1上端固定安装有运输装置2,运输装置2右侧安装有加工装置3;
所述运输装置2包括固定板21、C形板22、固定辊23、丝杠螺杆24、连接长板25、控制杆26、螺母副27与定型架28,工作台1前侧上端固定安装有固定板21,固定板21前端固定安装有C形板22,C形板22与固定板21左侧通过转动轴固定安装有固定辊23;所述固定辊23包括辊体231、挡位环232、环形卡块233、钢板卷筒234、定位弹簧235、弧形板236与小滚珠237,C形板22与固定板21左侧通过转动轴固定安装有辊体231,辊体231前端固定安装有挡位环232,挡位环232后端面沿周向均匀固定安装有环形卡块233,辊体231外端以滑动配合的方式连接有钢板卷筒234,辊体231外端面位于钢板卷筒234后侧沿周向均匀固定安装有定位弹簧235,定位弹簧235末端固定安装有弧形板236,弧形板236内以滑动配合的方式连接有小滚珠237;C形板22与固定板21中部均以螺纹连接的方式连接有丝杠螺杆24,丝杠螺杆24上端通过销轴安装有连接长板25,前侧的丝杠螺杆24中部固定安装有控制杆26,丝杠螺杆24上以螺纹连接的方式连接有螺母副27,螺母副27下端固定安装有定型架28;所述定型架28包括定型长板281、支架板282、定型柱283、固定压块284与小滚球285,螺母副27上端固定安装有定型长板281,定型长板281下端前后两侧对称固定安装有支架板282,支架板282左右两侧对称通过转动轴固定安装有定型柱283,定型长板281下端位于相邻的定型柱283之间固定安装有固定压块284,固定压块284左右两端对称开设有与定型柱283相配合的弧形凹槽,弧形凹槽内均匀以滑动配合的方式连接有小滚球285;通过固定板21对C形板22进行固定,通过固定板21与C形板22对固定辊23进行定位,通过固定辊23对钢板卷进行定位;通过辊体231对挡位环232进行固定,通过挡位环232对环形卡块233进行固定,通过环形卡块233对钢板卷筒234进行定位,通过钢板卷筒234对钢卷卷进行定位,通过定位弹簧235对弧形板236进行固定,通过弧形板236对小滚珠237进行定位,通过定位弹簧235与弧形板236以及小滚珠237相配合,当钢板卷筒234在辊体231上运动时,降低钢板卷筒234与辊体231之间的摩擦力,当钢板卷筒234与环形卡块233接触后,对钢板卷筒234后端进行定位;通过丝杠螺杆24控制螺母副27的垂直位移,从而控制定型架28的垂直位移,通过控制杆26与连接长板25相配合,以达到仅通过控制杆26即可达到控制丝杠螺母同时进行转动的目的,通过定型架28对钢板进行压直处理;通过定型长板281对支架板282进行固定,通过支架板282对定型柱283进行固定,通过固定压块284与定型柱283相配合对钢板进行压直处理,通过小滚球285降低固定压块284与定型柱283之间的摩擦力。
所述加工装置3包括连接板31、倒F形板32、电机一33、链轮一34、齿链带一35、加工辊36、定位柱37、定位销38与定型环39,定型架28右端固定安装有连接板31,连接板31右侧下端固定安装有倒F形板32,倒F形板32前侧与固定板21以及C形板22之间以滑动配合的方式相连接,倒F形板32前端通过电机座固定安装有电机一33,电机一33输出轴通过联轴器固定安装有链轮一34,倒F形板32右侧通过转动轴固定安装有链轮一34,链轮一34外端啮合有齿链带一35,链轮一34后端固定安装有加工辊36,加工辊36中部开设有圆柱形凹槽,圆柱形凹槽内以螺纹连接的方式连接有定位柱37;所述定位柱37包括圆锥柱371、圆柱块372与转动把手373,圆柱形凹槽内以螺纹连接的方式连接有圆锥柱371,圆锥柱371右端固定安装有圆柱块372,圆柱块372与圆锥柱371之间首尾固定连接,圆柱块372右侧外端开设有螺纹凹槽,圆柱块372右端固定安装有转动把手373;加工辊36外端沿周向均匀开设有小圆柱通孔,小圆柱通孔内以滑动配合的方式连接有定位销38,定位销38内端与定位柱37外端面以滑动配合的方式相连接,加工辊36外端面均匀以滑动配合的方式连接有定型环39,定型环39内端面与定位销38相卡接;所述定型环39包括环体一391、环体二392、定位轨道板393、圆柱弹簧394与弧形块395,加工辊36外端面均匀以滑动配合的方式连接有环体一391与环体二392,环体一391与环体二392上的凹槽形状不同,环体一391与环体二392的内端均匀固定安装有定位轨道板393,定位轨道板393中部开设有环形凹槽,环形凹槽内端均匀固定安装有圆柱弹簧394,圆柱弹簧394末端固定安装有弧形块395;通过连接板31对倒F形板32进行固定,从而以达到通过丝杠螺母控制倒F形板32的垂直位移的目的,通过倒F形板32对电机一33进行固定,通过电机一33带动加工辊36转动,从而对钢板进行定型处理,通过加工辊36上的圆柱形凹槽对定位柱37进行定位,通过定位柱37控制定位销38的运动;通过圆锥柱371对圆柱块372进行固定,通过圆柱块372对转动把手373进行固定,通过圆锥柱371与圆柱块372相配合,从而控制定位销38的运动,通过转动把手373转动圆锥柱371与圆柱块372;通过定位销38对定型环39进行定位;通过环体一391与环体二392相配合,对钢板的凹凸面的形状进行限制,通过定位轨道板393对圆柱弹簧394与弧形块395相配合,从而对挤压弹簧383与定位挡块384进行限制。
所述定位销38包括定位圆柱381、固定块382、挤压弹簧383、定位挡块384与T形块385,加工辊36上的小圆柱通孔内以滑动配合的方式连接有定位圆柱381,定位圆柱381末端中部固定安装有固定块382,固定块382外端面开设有与加工辊36外端面弧度相同的圆角,固定块382上侧的直径与加工辊36上的小圆柱通孔的直径相同,固定块382外端固定安装有挤压弹簧383,挤压弹簧383末端固定安装有定位挡块384,定位挡块384内侧固定安装有T形块385,定位圆柱381上位于固定块382上端前后两侧对称开设有T形凹槽,T形块385与定位圆柱381上的T形凹槽以滑动配合的方式相连接;通过定位圆柱381对固定块382进行固定,通过直径与加工辊36上的小圆柱通孔的直径相同以及外端开设有与加工辊36外端面弧度相同的圆角的固定块382,当定型环39未与定位圆柱381相接触时,通过固定块382与加工辊36上的小圆柱通孔相配合,使加工辊36外端面平滑,通过固定块382对挤压弹簧383进行固定,通过挤压弹簧383对定位挡块384进行固定,从而控制其水平方向上的位移,通过T形块385对定位挡块384的运动轨迹进行限制,当定位圆柱381与定位轨道板393相接触时,挤压弹簧383带动定位挡块384分别向定位圆柱381的前后两侧运动,从而与弧形块395相配合,对环体一391与环体二392进行定位。
所述工作台1包括台体11、电机二12、链轮二13、齿链带二14与海绵板15,台体11前端通过电机座固定安装有电机二12,电机二12输出轴通过联轴器固定安装有链轮二13,台体11右侧通过转动轴固定安装有链轮二13,链轮二13外端啮合有齿链带二14,齿链带二14外端面固定安装有海绵板15,台体11上位于齿链带二14内侧固定设置有弧形支撑板;通过台体11对电机二12进行固定,通过电机二12控制链轮二13的转动,通过链轮二13与齿链带二14相配合,带动钢板向右运动,通过海绵板15给予钢板形变的空间,通过弧形支撑板对链轮二14进行支撑。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种岩棉彩钢板制造加工方法
- 一种岩棉彩钢板制造成型方法