一种木质一体烟斗及其制作方法
文献发布时间:2023-06-19 11:11:32
技术领域
本发明涉及木质烟斗技术领域,特别涉及一种木质一体烟斗及其制作方法。
背景技术
烟斗是一种常见的辅助吸烟装置,现有的烟斗多为多节结构,且采用的材质较为常见,使得其整体的观赏度及收藏价值不高,而采用木质一体化制作时,多使用小叶紫檀或海南黄花梨进行制作,两者木质较硬,而一体成型后,其内部的管路由于本身的结构问题,采用现有的器械进行开设,很难进行一体化贯通,需要通过手工制作,为此我们提出一种木质一体烟斗及其制作方法。
发明内容
本发明的目的在于提供使用一种木质一体烟斗及其制作方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种木质一体烟斗,包括槽斗与持柄,所述槽斗的上端面开设有凹槽,所述凹槽内嵌装有金属护壳,所述槽斗与持柄为一体成型,所述持柄内开设有持柄通孔,所述凹槽底部开设有槽斗通孔,所述持柄通孔的下端与槽斗通孔的下端相互连通。
优选的,所述金属护壳包括筒壳,所述筒壳的底部外弧面开设有陷槽,所述筒壳的底部开设有气孔。
优选的,所述金属护壳内套装有第一套筒,所述第一套筒的的底部一体成型有限位环。
优选的,所述第一套筒内套装有第二套筒。
优选的,所述持柄的上表面一体成型有挡位。
一种木质一体烟斗的制作方法,包括如下步骤:
步骤1、通过机床进行外部初步成型制作,形成毛坯;
步骤2、通过打磨装置对初步制作获得的毛坯的外表进行精加工,获得精坯件;
步骤3、通过开槽装置对槽斗的上表面进行加工,开设凹槽;
步骤4、依据精坯件尺寸,选用开孔丝,并将开孔丝依据持柄弯曲角度进行预制弯曲;
步骤5、通过加热装置对开孔丝进行加热;
步骤6、通过加热的开孔丝将持柄木质灼烫至碳化,实现开孔;
步骤7、抽出降温后的开孔丝,采用清孔丝对碳化的开孔进行清理;
步骤8、当持柄通孔开设至预设深度后,在精坯的槽底上进行画线,预设槽斗通孔路径;
步骤9、通过夹持工具对精坯进行夹持,而后通过开孔工具沿预设槽斗通孔路径进行开孔;
步骤10、进行开孔调整,使得持柄通孔与持柄通孔连通;
步骤11、嵌入金属护壳及第一套筒与第二套筒;
步骤12、进行整体精磨抛光,并涂覆蜡油。
与现有技术相比,本发明的有益效果是:通过初步的加工,实现一体粗胚制造,而后通过该手工进行持柄通孔的开设,而整个加工获得的烟斗,基于本身的制作工艺及材质,使其在具有实用功能的同时,具有一定的收藏价值。
附图说明
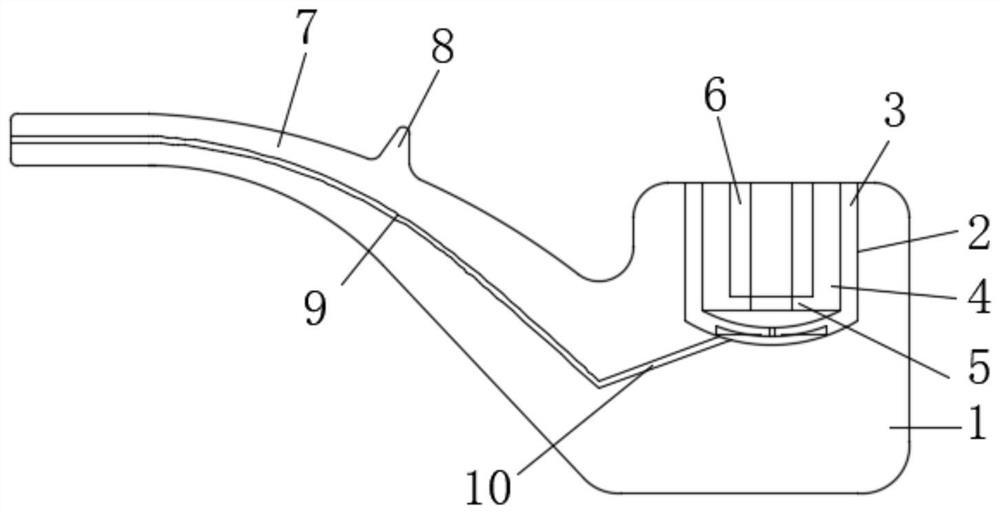
图1为本发明的主剖视结构图;
图2为本发明的槽斗及持柄的组合结构图;
图3为本发明的顶凸主剖视结构示意图。
图中:1、槽斗,2、凹槽,3、金属护壳,31、筒壳,32、陷槽,33、气孔,4、第一套筒,5、限位环,6、第二套筒,7、持柄,8、挡位,9、持柄通孔,10、槽斗通孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
请参阅图1-3本发明提供一种技术方案:一种木质一体烟斗,包括槽斗1 与持柄7,所述槽斗1的上端面开设有凹槽2,所述凹槽2内嵌装有金属护壳 3,所述槽斗1与持柄7为一体成型,所述持柄7内开设有持柄通孔9,所述凹槽2底部开设有槽斗通孔10,所述持柄通孔9的下端与槽斗通孔10的下端相互连通。
通过槽斗1与持柄7构成主体结构,槽斗1进行主要的盛装功能,持柄7 方便进行使用,而金属护壳3对槽斗1内的凹槽2进行保护,避免烟丝燃烧对槽斗1进行灼烫腐蚀,而持柄通孔9与槽斗通孔10构成连通的通道,方便烟气的流通。
具体而言,所述金属护壳3包括筒壳31,所述筒壳31的底部外弧面开设有陷槽32,所述筒壳31的底部开设有气孔33。
筒壳31为基础结构,通过陷槽32构成腾空结构,避免筒壳31嵌入凹槽 2时,将槽斗通孔10堵塞,而气孔33方便进行烟气的流通。
具体而言,所述金属护壳3内套装有第一套筒4,所述第一套筒4的的底部一体成型有限位环5。
通过第一套筒4方便对现有的普通成品卷制香烟进行固定,继而能够进行配合使用,而限位环5对插入深度进行限位,避免直接接触金属护壳3的气孔33造成堵塞。
具体而言,所述第一套筒4内套装有第二套筒6。
通过第二套筒6,能够配合现有的细制香烟进行使用。
具体而言,所述持柄7的上表面一体成型有挡位8。
方便进行手持,避免滑脱。
一种木质一体烟斗的制作方法,包括如下步骤:
步骤1、通过机床进行外部初步成型制作,形成毛坯;
步骤2、通过打磨装置对初步制作获得的毛坯的外表进行精加工,获得精坯件;
步骤3、通过开槽装置对槽斗1的上表面进行加工,开设凹槽2;
步骤4、依据精坯件尺寸,选用开孔丝,并将开孔丝依据持柄7弯曲角度进行预制弯曲;
步骤5、通过加热装置对开孔丝进行加热;
步骤6、通过加热的开孔丝将持柄7木质灼烫至碳化,实现开孔;
步骤7、抽出降温后的开孔丝,采用清孔丝对碳化的开孔进行清理;
步骤8、当持柄通孔9开设至预设深度后,在精坯的槽底上进行画线,预设槽斗通孔10路径;
步骤9、通过夹持工具对精坯进行夹持,而后通过开孔工具沿预设槽斗通孔10路径进行开孔;
步骤10、进行开孔调整,使得持柄通孔9与持柄通孔9连通;
步骤11、嵌入金属护壳3及第一套筒4与第二套筒6;
步骤12、进行整体精磨抛光,并涂覆蜡油。
在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本发明使用到的标准零件均可以从市场上购买,异形件根据说明书和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种木质一体烟斗及其制作方法
- 一种铸造用树脂木质一体芯盒及其制作方法