玻璃喷印方法及其装置
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及玻璃生产制造技术领域,尤其涉及一种玻璃喷印方法及其装置。
背景技术
在许多玻璃制品中,往往采用艺术玻璃以增加美感,艺术玻璃也即带有装饰图案的玻璃,其在建筑、装饰、家具、日用品、车辆等领域中得到越来越多的应用。
艺术玻璃尤其是3D玻璃产品上装饰图案的制作方法主要包括以下几种:喷墨打印技术、移印印刷技术和3D曝光显影工艺等,然而,现有的玻璃产品上装饰图案的制作工艺复杂,因此,本申请针对上述问题提供一种新的玻璃喷印方法及其装置。
发明内容
本发明的目的在于提供一种玻璃喷印方法,以缓解现有技术中存在的玻璃产品上装饰图案的制作工艺复杂的技术问题。
本发明的目的还在于提供一种玻璃喷印装置,以进一步缓解现有技术中存在的玻璃产品上装饰图案的制作工艺复杂的技术问题。
基于上述第一目的,本发明提供一种玻璃喷印方法,包括:
固定网版步骤:将网版固定于玻璃上方,且使所述网版与所述玻璃之间相间隔;
调节喷涂机步骤:将喷涂机的喷嘴设置于网版的上方,且使所述喷嘴与所述网版之间相间隔;
喷涂机喷涂步骤:喷涂机通过所述喷嘴向所述网版喷涂油墨,以在所述网版的图案区域,油墨经过所述网版的网孔附着于所述玻璃的表面,以及在所述网版的非图案区域,油墨阻隔于所述网版的上方。
进一步地,所述网版与所述玻璃之间的间隔距离为第一距离,所述第一距离的范围为1mm-10mm;
和/或,所述喷嘴与所述网版之间的间隔距离为第二距离,所述第二距离的范围为10mm-200mm。
进一步地,所述第一距离为2mm,所述第二距离的范围为50mm-150mm。
进一步地,在喷涂机喷涂步骤中,所述喷嘴的喷涂压力的范围为1kg/cm
进一步地,在喷涂机喷涂步骤中,所述喷嘴的喷涂压力为3kg/cm
进一步地,在喷涂机喷涂步骤中,所述网版上预设有第一极限位置及第二极限位置,所述喷嘴在所述第一极限位置及所述第二极限位置之间往复移动,且沿垂直于所述喷嘴的移动方向,相邻移动过程中,所述喷嘴具有进给量;
所述喷嘴的移动速度的范围为10mm/s-2000mm/s,所述进给量的范围为5mm-20mm。
进一步地,所述喷嘴的移动速度为300mm/s,所述喷嘴的进给量为10mm。
进一步地,在固定网版步骤之前,所述玻璃喷印方法还包括挑选网版步骤:挑选张力范围为21N-27N、目数范围为100目-500目的网版。
进一步地,在固定网版步骤之前,所述玻璃喷印方法还包括清洗玻璃步骤;在喷涂机喷涂步骤之后,所述玻璃喷印方法还包括烘烤玻璃步骤;
所述烘烤玻璃步骤中,烘烤温度的范围为50℃-250℃,烘烤时间的范围为30min-90min。
采用上述技术方案,本发明的玻璃喷印方法具有如下有益效果:
该玻璃喷印方法中,需要在玻璃尤其是3D玻璃产品上喷印装饰图案时,通过固定网版步骤及调节喷涂机步骤使喷嘴、网版和玻璃三者依次从上到下且两两相间隔设置,因此开启喷涂机使喷嘴向网版喷涂油墨时,在网版的非图案区域,油墨阻隔于网版的上方,在网版的图案区域,油墨能够经过网版的网孔附着于玻璃的表面,从而使玻璃的表面形成装饰图案。
综上所述,该玻璃喷印方法将喷涂机及网版结合,能够直接在玻璃上喷涂出相应的图案,工艺简单且操作方便,缓解了现有技术中存在的玻璃产品上装饰图案的制作工艺复杂的技术问题。
基于上述第二目的,本发明提供一种玻璃喷印装置,使用所述的玻璃喷印方法,该玻璃喷印装置包括喷涂机、用于夹持网版的夹具及用于固定玻璃的载玻平台;
所述夹具设置于所述载玻平台的上方,所述喷涂机的喷嘴设置于所述夹具的上方。
采用上述技术方案,本发明的玻璃喷印装置具有如下有益效果:
通过在玻璃喷印装置内使用上述玻璃喷印方法,相应的,该玻璃喷印装置具有上述玻璃喷印方法的所有优势,在此不再赘述。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解的是,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
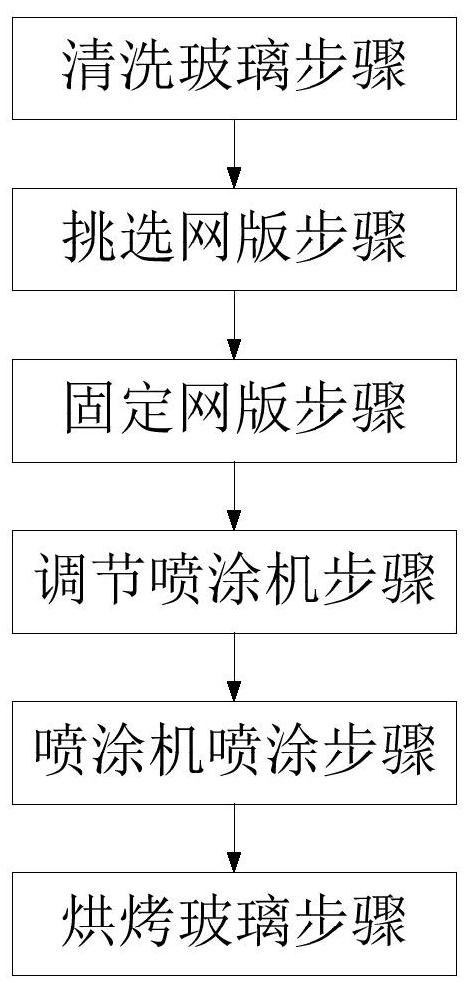
图1为本发明实施例提供的玻璃喷印方法的流程图;
图2为本发明实施例提供的玻璃喷印方法中喷嘴的移动路径示意图;
图3为本发明实施例提供的玻璃喷印装置的结构示意图。
附图标记:
1-喷嘴;2-网版;3-玻璃;a-进给量。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
实施例一
请参见图1,本实施例提供一种玻璃喷印方法,该玻璃喷印方法用于向玻璃3上喷印装饰图案,包括:
固定网版2步骤:将网版2固定于玻璃3上方,且使网版2与玻璃3之间相间隔。
调节喷涂机步骤:将喷涂机的喷嘴1设置于网版2的上方,且使喷嘴1与网版2之间相间隔。
喷涂机喷涂步骤:喷涂机通过喷嘴1向网版2喷涂油墨,以在网版2的图案区域,油墨经过网版2的网孔附着于玻璃3的表面,以及在网版2的非图案区域,油墨阻隔于网版2的上方。
该玻璃喷印方法中,需要在玻璃3尤其是3D玻璃产品上喷印装饰图案时,通过固定网版2步骤及调节喷涂机步骤使喷嘴1、网版2和玻璃3三者依次从上到下且两两相间隔设置,这样的设置,开启喷涂机使喷嘴1向网版2喷涂油墨时,在网版2的非图案区域,油墨阻隔于网版2的上方,在网版2的图案区域,油墨能够经过网版2的网孔附着于玻璃3的表面,从而使玻璃3的表面形成装饰图案。
综上所述,本实施例中,该玻璃喷印方法将喷涂机及网版2结合,能够直接在玻璃3上喷涂出相应的图案,工艺简单、操作方便,缓解了现有技术中存在的玻璃产品上装饰图案的制作工艺复杂的技术问题。
需要说明的是,该玻璃喷印方法适用于生产3D玻璃3产品,也适用于生产2D玻璃3产品,适用于生产大尺寸玻璃3产品,也适用于生产小尺寸玻璃3产品。其中,大尺寸玻璃3产品为12寸以上的玻璃3产品,小尺寸玻璃3产品为12寸以下的玻璃3产品。再者,该玻璃喷印方法生产的玻璃可适用于建筑、装饰、家具、日用品、车辆等领域中,尤其适用于车辆的3D车窗玻璃。
另外,网版2为根据实际装饰图案的要求制作,再者,需要补充的是,喷涂机及网版2均为现有技术,因此不再赘述。
可选地,网版2与玻璃3之间的间隔距离为第一距离,第一距离的范围为1mm-10mm;或者,喷嘴1与网版2之间的间隔距离为第二距离,第二距离的范围为10mm-200mm。
优选地,本实施例中,网版2与玻璃3之间的间隔距离为第一距离,第一距离的范围为1mm-10mm;且喷嘴1与网版2之间的间隔距离为第二距离,第二距离的范围为10mm-200mm。
其中,可选地,第一距离为1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm或者10mm等。可选地,第二距离为10mm、30mm、50mm、70mm、90mm、110mm、130mm、150mm、170mm、190mm或者200mm等。
需要说明的是,喷嘴1喷出的油墨首先经过第二距离到达网版2,再经过第一距离到达玻璃3。其中,油墨通过网版2后路径会变形,影响装饰图案的尺寸,此变形通过第一距离后得到调整,使到达玻璃3的油墨位置得以纠正,从而使玻璃3上的装饰图案的尺寸更准确。
优选地,第二距离的范围为50mm-150mm。
例如,第二距离为50mm、60mm、80mm、100mm、120mm、140mm或者150mm等。
进一步优选地,本实施例中,第一距离为2mm,第二距离为80mm。
可选地,在喷涂机喷涂步骤中,喷嘴1的喷涂压力的范围为1kg/cm
可选地,喷嘴1的喷涂压力为1kg/cm
优选地,在喷涂机喷涂步骤中,喷嘴1的喷涂流量为10ml/min-50ml/min。
可选地,喷涂流量为10ml/min、20ml/min、30ml/min、40ml/min或者50ml/min等。
进一步优选地,本实施例中,在喷涂机喷涂步骤中,喷嘴1的喷涂压力为3kg/cm
可选地,在喷涂机喷涂步骤中,网版2上预设有第一极限位置及第二极限位置,喷嘴1在第一极限位置及第二极限位置之间往复移动,且沿垂直于喷嘴1的移动方向,相邻移动过程中,喷嘴1具有进给量a。
也就是说,请参见图3,喷嘴1的移动路径呈S形,这样的设置,使喷嘴1的移动路径更均匀,从而相邻路径中油墨的重叠量越均匀,提高了喷印效果。
优选地,请继续参见图3,本实施例中,喷嘴1的移动速度的范围为10mm/s-2000mm/s,进给量a的范围为5mm-20mm。
可选地,喷嘴1的移动速度为10mm/s、100mm/s、500mm/s、1000mm/s、1500mm/s或者2000mm/s等,其中,喷嘴1的移动速度越快,喷涂效率越高。
可选地,进给量a为5mm、7mm、9mm、11mm、13mm、15mm、7mm、19mm或者20mm等。
优选地,本实施例中,喷嘴1的移动速度为300mm/s,喷嘴1的进给量a为10mm。
优选地,请参见图1,本实施例中,在固定网版2步骤之前,玻璃喷印方法还包括挑选网版2步骤:挑选张力范围为21N-27N、目数范围为100目-500目的网版2。
可选地,网版2的张力为21N、23N、25N或者27N等,网版2的目数为100目、200目、300目、400目或者500目等。
例如,挑选张力为24N、目数为300目的网版2。
优选地,请继续参见图1,本实施例中,在固定网版2步骤之前,玻璃喷印方法还包括清洗玻璃3步骤;在喷涂机喷涂步骤之后,玻璃喷印方法还包括烘烤玻璃3步骤。
通过清洗玻璃3步骤,以减少玻璃3表面的杂质,去除掉玻璃3表面的脏污与灰尘;通过烘烤玻璃3步骤,以使油墨固化于玻璃3表面。
可选地,清洗玻璃3步骤中,使用九槽清洗机、等离子清洗机或者平板清洗机等可实现,且以上九槽清洗机、等离子清洗机及平板清洗机均为现有技术,且使用以上九槽清洗机、等离子清洗机及平板清洗机清洗玻璃3也是现有技术。
可选地,烘烤玻璃3步骤中,烘烤温度的范围为50℃-250℃,烘烤时间的范围为30min-90min。
可选地,烘烤温度为50℃、70℃、90℃、110℃、130℃、150℃、170℃、190℃、210℃、230℃或者250℃等;烘烤时间为30min、50min、70min或者90min等。
优选地,本实施例中,烘烤玻璃3步骤中,烘烤温度为150℃,烘烤时间为30min。
综上所述,根据以上玻璃喷印方法进行玻璃3上装饰图案喷印试验以及与对比例试验对比,对比结果如下:
其中,实施例1-1、实施例1-2、实施例1-3、实施例1-4、实施例1-5及实施例1-6中,试验效果均为膜层均匀、线条平直,且实施例1-1的试验效果最优。
对比例1-1的试验效果为膜层均匀、线条锯齿;对比例1-2的试验效果为膜层波浪纹、线条锯齿。
实施例二
实施例二提供了一种玻璃喷印装置,玻璃喷印装置使用实施例一的玻璃喷印方法,实施例一所公开的玻璃喷印方法的技术特征也适用于该实施例,实施例一已公开的玻璃喷印方法的技术特征不再重复描述。下面结合附图对玻璃喷印装置的实施方式进行进一步的详细说明。
请参见图2,本实施例提供的玻璃喷印装置使用上述玻璃喷印方法,包括喷涂机、用于夹持网版2的夹具及用于固定玻璃3的载玻平台;夹具设置于载玻平台的上方,喷涂机的喷嘴1设置于夹具的上方。
这样的设置,生产时,将玻璃3放置于载玻平台,使用夹具夹持网版2,实现了网版2位于玻璃3的上方且二者相间隔,由于喷涂机的喷嘴1设置于夹具的上方,实现了喷嘴1位于网版2的上方。这样的设置,开启喷涂机,喷嘴1能够向网版2喷涂油墨,因此在网版2的非图案区域,油墨阻隔于网版2的上方,在网版2的图案区域,油墨能够经过网版2的网孔附着于玻璃3的表面,从而使玻璃3的表面形成装饰图案。
需要说明的是,喷涂机、用于夹持网版2的夹具及用于固定玻璃3的载玻平台均为现有技术。
本实施例的玻璃喷印装置具有实施例一玻璃喷印方法的优点,该优点已在实施例一中详细说明,在此不再重复。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 用于玻璃盖板的喷印设备及喷印方法
- 一种喷印调整方法、装置及喷印设备