一种钢材智能剪切作业装置
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及钢材剪切技术领域,具体为一种钢材智能剪切作业装置。
背景技术
卡断剪,用于当下游轧机出现故障时对轧件进行紧急事故卡断,平时每周开动卡断剪空切一次,保证各铰点灵活,只有在卡断剪处于复位状态时方可进行轧制。内含全部零件及标件模型,大部分保存在装配体内部。现有卡断剪气缸安装位置在下箱体,通过气缸控制下剪臂、下剪刃的工作位置;正常生产时,气缸处于收缩状态,剪刃悬空置于线材上下两侧,线材可以正常通过,卡断剪空转;下游轧机出现故障时,人为在主控台操作,使气缸加压,剪臂伸展,剪刃闭合,线材通过卡断剪时,会被旋转的剪刃逐步剪断成长度一致的断钢,落入平台下方的废钢箱内。
现有卡断剪气缸安装在底部,通过伸缩杆控制下剪臂、下剪刃工作位置,由于轧钢生产环境影响,气缸、剪臂、剪刃等关键零部件都处于高温环境,并长期被冷却水冲刷,极易导致剪臂、剪刃变形,同时由于自重限制,气缸位于底部时经常会被卡死,伸缩杆失效;且失效后需对整体设备全部解体后才能进行调整维护,维修时间较长,现有卡断剪采用曲柄连杆机构传动,长连杆的动作误差会被放大,上下剪刃在剪切时会出现错口,不能同时对线材的同一位置进行切割,同时剪刃长时间使用会存在磨损,极易导致卡断剪不能切断线材,上述情况发生后会导致下游轧机出现异常状况,卡断剪不能及时切断上游轧机传输来的线材轧件,下游轧机持续堆钢,造成安全隐患,严重时会损坏下游轧机设备,现有轧钢技术仅在加热炉进出口处设置了轧件温度监测,部分改造生产线在模块轧机入口处设置轧件温度监测,其余轧机前后的温度都是通过理论计算和经验粗略估计,并未对轧件进行实际温度监测,这就导致有些温度过低、塑性较差的轧件在进入轧机后,不能进行正常轧制,导致轧件在轧机内堆积(称为堆钢现象),且在堆钢现象发生后,堆积的轧件更难清理,现场验证处理一次堆钢现象需整线停机30mi n以上,不仅存在安全隐患,还会影响生产效率。
发明内容
针对现有技术的不足,本发明提供了一种钢材智能剪切作业装置,解决气缸卡死,伸缩杆失效,上下剪刃不能同时切割,存在错口,不能轧件温度进行监测,不能及时通过卡断剪切断温度不合格轧件,增加了堆钢现象的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种钢材智能剪切作业装置,包括机座,所述机座的顶部左侧前端中间位置固定连接有固定板,所述机座的顶部左侧后端中间位置贯穿并螺纹连接有第一螺栓,所述基座的内壁上方左侧中间位置固定连接衔接柱,所述机座的左侧外壁中间位置贯穿并设置有进料口,所述机座的底部内壁右侧前端中间位置固定连接有伺服电机,所述机座的底部内壁右侧中间位置固定连接有固定块,所述机座的内壁前端右侧中间位置固定连接有轴承,所述固定板的顶部四角均贯穿并螺纹连接有第二螺栓,且第二螺栓的前端均贯穿机座并螺纹连接,所述支撑柱的后端外壁中间位置固定连接有气缸,所述气缸的前端贯穿并滑动连接有液压杆,所述液压杆的前端固定连接有气缸接头,所述气缸接头的外壁前端贯穿并固定连接有第二连接轴,所述第二连接轴的输出端贯穿并转动连接有剪臂,所述轴承的内壁转动连接有第一连接轴,且第一连接轴的前端贯穿机座并转动连接,所述第一连接轴的前端贯穿剪臂的前端外壁并固定连接,所述第一连接轴的后端靠中间位置贯穿并固定连接有上齿轮,所述上齿轮的前端外壁右侧固定连接有上剪刃。
优选的,所述机座的右侧外壁中间位置贯穿并设置有出料口,且出料口的位置与进料口的位置相对应。
优选的,所述进料口与出料口的内壁之间贯穿并固定连接有输送板,且输送板的位于线材轧件的底部。
优选的,所述转轴的输出端贯穿固定块并转动连接,且固定块位于下齿轮与伺服电机的中间位置。
优选的,所述伺服电机的输出端固定连接有转轴,且转轴的前端贯穿并固定连接有下齿轮,所述下齿轮的前端外壁右侧中间位置固定连接有下剪刃,所述衔接柱的底部固定连接有红外测温仪。
优选的,所述上齿轮与下齿轮之间啮合连接,且上剪刃与下剪刃相对应。
优选的,所述第一螺栓的前端贯穿衔接柱并与红外测温仪之间固定连接,且红外测温仪与气缸之间电性连接。
工作原理:卡断剪设备主体由上下剪刃、上下剪臂、气缸、气缸接头等组成;剪刃材料6CrW2Si,热处理硬度要求HRC57以上,上下剪刃由一套齿轮箱传动,上下剪刃的驱动齿轮传动比为1:1;保证上下剪刃转速一致,并对剪刃安装位置进行固定,保证上下剪刃能同时切割线材轧件的同一位置;气缸固定在上箱体,由电控系统控制气缸进程与回程,从而控制上剪臂、上剪刃的工作位置,正常生产状态下,气缸处于回程状态,上下剪刃空转;下游轧机出现故障后,电控系统接收切断信号,气缸切换进程状态,剪刃闭合,开始剪切,本发明的卡断剪附带一套温度监测系统,通过红外测温仪监测线材轧件的温度,并与设定温度对比,若小于设定温度,则向气缸电控系统传输切断信号,剪刃闭合,卡断剪开始切断作业,实现自动控制切割。红外测温仪安装于卡断剪防护罩内,测温点设置于线材轧件表面,记录并对比测温结果与设定温度,向气缸电控系统发送正常或切断信号。
本发明提供了一种钢材智能剪切作业装置。具备以下有益效果:
1、本发明通过发明的卡断剪更具稳定性,气缸连接上剪刃的控制方式,降低气缸伸缩杆卡死状况发生的可能性,且气缸本身拆检更加方便,更利于设备维护人员进行检维修。
2、本发明通过发明的卡断剪通过齿轮传动控制上下剪刃工作位置,使剪刃运行轨迹更加稳定可靠;齿轮传动与连杆机构相比具有精度高、使用寿命长的特点,齿轮传动更能使上下剪刃同时切割于线材轧件上的同一位置,保证对线材轧件切割的准确性。
3、本发明通过发明的卡断剪具备温度监测、自动切断功能;通过将测量的轧件温度与设定温度进行对比,若线材轧件温度低于设定温度,自动向气缸电控系统传输切断信号,也可人为手动传输切断信号,控制气缸切换运行状态,实现卡断剪切换空转和切断的工作状态。
附图说明
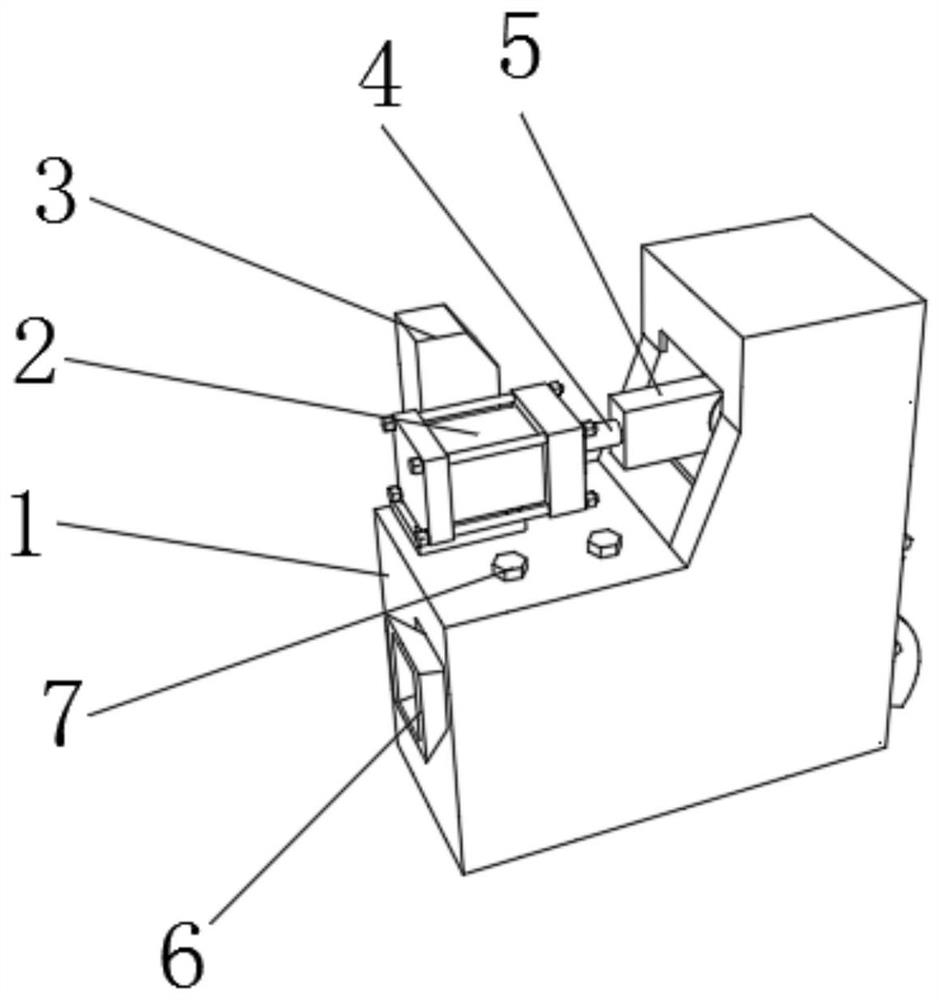
图1为本发明的立体示意图;
图2为本发明的内部示意图;
图3为本发明的爆炸示意图;
图4为本发明的上剪刃和下剪刃闭合示意图;
图5为本发明的温度监测原理图。
其中,1、机座;2、气缸;3、支撑柱;4、液压杆;5、气缸接头;6、进料口;7、第一螺栓;8、第二螺栓;9、固定板;10、衔接柱;11、线材轧件;12、红外测温仪;13、输送板;14、伺服电机;15、固定块;16、转轴;17、下齿轮;18、下剪刃;19、上齿轮;20、第一连接轴;21、上剪刃;22、剪臂;23、轴承;24、出料口;25、第二连接轴。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:
如图1-5所示,本发明实施例提供一种钢材智能剪切作业装置,包括机座1,机座1的顶部左侧前端中间位置固定连接有固定板9,机座1的顶部左侧后端中间位置贯穿并螺纹连接有第一螺栓7,基座的内壁上方左侧中间位置固定连接衔接柱10,机座1的左侧外壁中间位置贯穿并设置有进料口6,机座1的底部内壁右侧前端中间位置固定连接有伺服电机14,机座1的底部内壁右侧中间位置固定连接有固定块15,机座1的内壁前端右侧中间位置固定连接有轴承23,固定板9的顶部四角均贯穿并螺纹连接有第二螺栓8,且第二螺栓8的前端均贯穿机座1并螺纹连接,支撑柱3的后端外壁中间位置固定连接有气缸2,气缸2的前端贯穿并滑动连接有液压杆4,液压杆4的前端固定连接有气缸接头5,气缸接头5的外壁前端贯穿并固定连接有第二连接轴25,第二连接轴25的输出端贯穿并转动连接有剪臂22,轴承23的内壁转动连接有第一连接轴20,且第一连接轴20的前端贯穿机座1并转动连接,第一连接轴20的前端贯穿剪臂22的前端外壁并固定连接,第一连接轴20的后端靠中间位置贯穿并固定连接有上齿轮,上齿轮的前端外壁右侧固定连接有上剪刃21,卡断剪设备主体由上下剪刃18、上下剪臂22、气缸2、气缸接头5等组成;剪刃材料6CrW2Si,热处理硬度要求HRC57以上,上下剪刃18由一套齿轮箱传动,上下剪刃18的驱动齿轮传动比为1:1;保证上下剪刃18转速一致,并对剪刃安装位置进行固定,保证上下剪刃18能同时切割线材轧件11的同一位置。
机座1的右侧外壁中间位置贯穿并设置有出料口24,且出料口24的位置与进料口6的位置相对应。
进料口6与出料口24的内壁之间贯穿并固定连接有输送板13,且输送板13的位于线材轧件11的底部。
转轴16的输出端贯穿固定块15并转动连接,且固定块15位于下齿轮17与伺服电机14的中间位置。
伺服电机14的输出端固定连接有转轴16,且转轴16的前端贯穿并固定连接有下齿轮17,下齿轮17的前端外壁右侧中间位置固定连接有下剪刃18,衔接柱10的底部固定连接有红外测温仪12。
上齿轮与下齿轮17之间啮合连接,且上剪刃21与下剪刃18相对应。
第一螺栓7的前端贯穿衔接柱10并与红外测温仪12之间固定连接,且红外测温仪12与气缸2之间电性连接,气缸2固定在上箱体,由电控系统控制气缸2进程与回程,从而控制上剪臂22、上剪刃21的工作位置,正常生产状态下,气缸2处于回程状态,上下剪刃18空转;下游轧机出现故障后,电控系统接收切断信号,气缸2切换进程状态,剪刃闭合,开始剪切,本发明的卡断剪附带一套温度监测系统,通过红外测温仪12监测线材轧件11的温度,并与设定温度对比,若小于设定温度,则向气缸2电控系统传输切断信号,剪刃闭合,卡断剪开始切断作业,实现自动控制切割。红外测温仪12安装于卡断剪防护罩内,测温点设置于线材轧件11表面,记录并对比测温结果与设定温度,向气缸2电控系统发送正常或切断信号。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种凸轮轴锐边倒钝作业磨头智能定位装置
- 钢材剪切加工过程中作业工时的图形展示方法和装置
- 钢材剪切加工过程中作业工时的实时采集方法和装置