一种焊接用电磁预热装置
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及一种加热装置,尤其涉及铸造领域铸件焊接前铸件预热的装置。
背景技术
铸件焊接分为冷焊接和热焊接,现行热焊接要提前使用乙炔燃气预热加热到500℃后才可以使用气焊焊接,不提前预热会在焊接过程中由于,受热不均,产生应力导致铸件裂纹,影响焊接质量和焊接效率,现焊接加热使用氧气乙炔加热焊接效率低,又需要焊接全部过程保温,生产效率低,焊接预热要求温度控制难度大。需要两个人工操作,劳动强度大,也存在安全隐患,已不能满足铸造工业工位器具的使用。
发明内容
本发明提供一种焊接用预热的装置,实现铸件焊接前和焊接时预热;使工件焊接表面局部,区域达到平衡预热;在预热过程中预热温度均衡稳定,防止焊接过程由于温度场不均而引起的应力产生裂纹;有效提高操作效率、焊接质量和降低人工成本。
一种焊接用电磁预热装置,包括主机箱和加热盘座;所述主机箱包括第一壳体和控制电路板微处理系统,所述控制电路板微处理系统设置于所述第一壳体内;所述加热盘座包括第二壳体、高频线圈和温度检测传感器,所述高频线圈和所述温度检测传感器均设置于所述第二壳体,所述温度检测传感器设置于所述高频线圈上;所述高频线圈和所述温度传感器均与所述控制电路板微处理系统电连接。
进一步的,所述主机箱还包括高频线圈电源接口、壳体散热组件。所述壳体内散热组件设置于所述第一壳体内部,包括机箱散热组件和主电路板散热组件。
进一步的,所述第一壳体外壁上至少设置有一组高频线圈电源接口;所述第一壳体的第一壳体上还可相应设置设置有操作面板、功能显示屏、启停按钮;所述启停按钮与所述变频器和所述控制电路板微处理系统电连接;所述功能显示屏电连接于所述控制电路板微处理系统。
进一步的,所述控制电路板微处理系统上设置有电源整流电路,保护电路和温度控制电路、振荡电路、电流功率检测控制电路,控制电路板微处理系统设置温度调节、输出显示数字信号,控制电路板微处理系统对温度传感器反馈的信息进行温度检测信号通过放大,通过小型PLC模拟量控制通断功能,从而控制变频器的频率和通断,控制和恒温加热铸件的温度。
进一步的,所述主机箱底部设置有脚轮方便移动。
进一步的,所述加热盘座至少可设置一个。
进一步的,所述加热盘座上还设置有盘座散热组件;所述盘座散热组件朝向所述高频线圈。
进一步的,所述第二壳体的外部设置有陶瓷隔热层及接线手柄。所述陶瓷隔热层可与铸件接触面接触,可防止铸件发热后烧坏所述高频线圈。所述接线手柄可方便加热盘座的取放,并可容纳所述主机箱和所述加热盘座电连接的连接线。
进一步的,所述温度检测传感器用于检测铸件温度,通过温度检测传感器反馈温度电流信号于主控板温度控制系统,控制所述盘座散热组件的散热频率和装置的加热,从而保护所述高频线圈不会过热并达到焊接预热温度和保温要求;通过实现信号往复反馈达到铸件恒温状态,避免铸件焊接时温度不稳定容易产生裂纹。
进一步的,所述第二壳体外壁可设置至少一组磁力座。
进一步的,所述磁力座内可设置永久性磁铁或电磁铁,用于控制加热盘座在铸件表面的吸附。
进一步的,所述磁力座上设置磁力座开关,所述磁力座开关与所述主机箱进行电连接。
本发明使用多触点,即多个加热盘座进行磁力吸附的装置,使用电磁预热加热,多点接触磁场加热预热,提供一种焊接用电磁预热装置,快速加热,加热过程中能够克服由于工件的结构问题导致加热不均而引起的应力,通过电磁感应现象,利用交变电流通过线圈,产生方向不断改变的交变磁场,由于处于不断交变磁场的导体,出现涡旋电流,发生焦耳热效应,使导体升温,实现加热。
本发明采用新颖设计,具有自动调节恒温的功能,温度控制平稳,可实现自动控制,利用磁感应加热,加热铸件速度快,效率高。比现有的乙炔加热成本低,安全系数高。在铸件加热过程中,多点环绕加热,在铸件焊接过程中,可同步进行,保温效率高,可提高焊接质量和焊接效率,自动控制加热温度,可降低人工成本。
附图说明
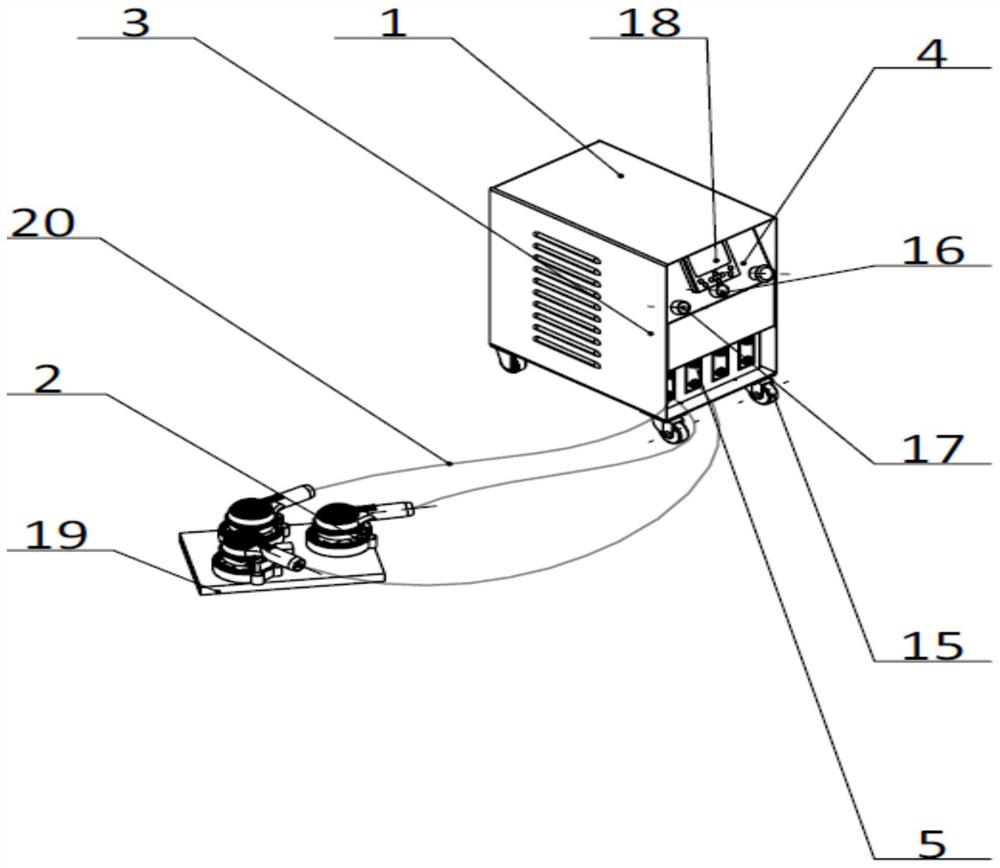
图1焊接用电磁预热装置示意图;
图2焊接用电磁预热装置正视图;
图3主机箱内部示意图
图4焊接用电磁预热装置后视图
图5加热盘座俯视图
图6加热盘座A-A示意图
其中,主机箱-1,加热盘座-2,第一壳体-3、操作面板-4,高频线圈电源接口-5、控制电路板微处理系统-6、变频器-7,磁力座-8、盘座冷却风扇-9、高频线圈-10、陶瓷隔热层-11,温度检测传感器-12、磁力座开关-13、快捷接头-14、脚轮-15、启动按钮-16,停止按钮-17,功能显示屏-18,铸件-19、高频电源线-20,主电路板冷却风扇-21,接线手柄-22。
具体实施方式
为了更清楚地说明本发明的技术方案,下面结合具体实施例对本发明作进一步的详细说明。请注意,下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
一种焊接用电磁预热装置,包括主机箱1和加热盘座2。主机箱1上设置有控制电路板微处理系统6;所述加热盘座2侧边设置有磁力座8;所述高频电源线20将主机箱和加热盘座2电连接在一起;所述加热盘座2设置有三组。
主机箱1包括第一壳体3、高频线圈电源接口5、控制电路板微处理系统6、主电路板冷却风扇21、脚轮15。第一壳体3的一侧还开设有散热孔,从而有利于主机箱的散热。第一壳体3的前方上部设置有操作面板4、功能显示屏18;操作面板左右两侧分别设置启动按钮16、停止按钮17;操作面板4就功能显示屏和操作按钮进行监控、控制;功能显示屏18可显示实际温度,设定温度,调节温度;第一壳体3的壳体前方下部设置有四组高频线圈电源接口5,高频线圈电源接口5通过高频电源线20连接加热盘座2;主机箱1的底部设置有脚轮15方便移动;第一壳体3内部设置有控制电路板微处理系统6,控制电路板微处理系统6下方还设置有变频器7,第一壳体3接近控制电路板微处理系统6的一侧设置有机箱冷却扇21。
启动按钮16和停止按钮17连接于主电源电路,电连接控制电路板微处理系统6。控制电路板微处理系统6控制加热盘座加热功率,控制铸件温度恒温,控制高频线圈温度。功能显示屏18具有设置温度调节、输出显示数字信号温度数值曲线的作用。
加热盘座2形状如带柄的圆盘,加热盘座2与铸件相接触的一侧最外层设置有耐高温陶瓷隔热层11,耐高温陶瓷隔热层11内部为高频线圈10,高频线圈为圆盘形、蜗形螺旋缠绕,高频线圈10和耐高温陶瓷隔热层11之间设置有温度检测传感器12,高频线圈10上方还设置有盘座冷却扇9,温度检测传感器12与控制电路板微处理系统6相连接。加热盘座2的一端还设置有接线手柄22,易于操作。加热盘座的接线手柄22两侧还分别设置有两组磁力座8,磁力座8可吸附铸铁或具有磁性的铸钢件,磁力座内设置了φ15mm的永久性磁铁。磁力座8的连接线通过加热盘座2的接线手柄22并在接线手柄22上设置有磁力座开关13。将加热盘座2放到铸件上时,按下磁力座开关13,磁力座8带动将加热盘座2吸附在铸件表面,加热盘座2的接线手柄上设置快捷接头14,快捷接头14连接高频电源线20,高频电源线20与高频线圈电源接口5连接,将主机箱1和加热盘座2连接在一起。磁力座开关13为旋钮,旋转有将磁铁磁极与导通极分离,磁场断开,通过实现磁铁与铸件之间的磁场通断。
加热盘座2置于铸件19焊接部位,侧面有两个磁力座8将吸附于铸件19表面。耐高温陶瓷隔热板11防止高温烧坏高频线圈10,高频线圈10通电后,盘座冷却风扇9启动,加速冷却高频线圈10,防止高频线圈10过热。
电源启动按钮16启动主机箱1电源,控制电路板微处理系统6启动加热变频器,变频器7导通,输出高频交变电流,通过高频电源线3输入加热盘座2内的高频线圈10。由于加热盘座2吸附于铸件19表面,铸件19在交变磁场的作用下通过电磁感应现象,交变电流通过线圈,产生方向不断改变的交变磁场,由于处于不断交变磁场的铸件19表面,出现涡旋电流,发生焦耳热效应,使铸件19升温,从而实现加热。在其过程中主机箱1的主电路板冷却风扇21启动通风冷却,减少控制电路板微处理系统6的温度。由于温度检测传感器12与控制电路板微处理系统6相连,温度检测信号通过放大,通过小型PLC模拟量控制通断功能,从而控制变频器7的频率和通断。
当温度达到设定高温时,温度检测传感器12反馈温度电流信号于控制电路板微处理系统6并停止加热,往复反馈达到恒温状态,以达到焊接预热温度和保温要求。如果焊接结束,按下停止按钮17装置停止运行,停止加热。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型,同时,对于本领域的一般技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处。
- 一种焊接用电磁预热装置
- 一种海工装备桩腿的预热焊接装置及其预热焊接方法