一种预制体加工设备
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及预制体领域,特别是涉及一种预制体加工设备。
背景技术
随着预制体技术的发展,预制体被广泛的应用在光伏技术领域和航天技术领域的各类产品上。具体地,预制体是一种由多个单元层逐层铺设/缠绕、针刺而成的产品,单元层具体可以包括碳布层、网胎层,在针刺成型过程中,网胎层上的碳纤维可以刺入到碳布层中,形成平面和层间均具有一定强度的三维网状结构增强体。
现有的预制体加工设备通常可以包括芯模组件和针刺组件,芯模组件可以用于固定预制体并带动预制体转动,针刺组件则可以用于对芯模组件上的预制体进行针刺成型。在实际应用中,由于预制体需要逐层铺设/缠绕和针刺,因此,在预制体的加工过程,针刺准备工序(铺设/绕线)和针刺工序需要交替进行,也即,在对预制体完成一次针刺成型之后,需要等待预制体进行针刺准备工序,才能进行下一次的针刺成型。
然而,现有预制体加工设备中,在等待预制体进行针刺准备工序的过程中,针刺组件通常处于等待状态,而且,等待时间较长,极大的降低了预制体加工设备的加工效率。
发明内容
有鉴于此,为了解决现有的预制体加工设备的加工效率较低的问题,本发明实施例提供了一种预制体加工设备。
为了解决上述问题,本发明实施例公开了一种预制体加工设备,用于加工预制体,包括:至少两个用于固定所述预制体的芯模组件、至少一个送料组件以及至少一个针刺组件;其中,
多个所述芯模组件间隔设置于所述送料组件上;
所述送料组件包括针刺位置和至少一个针刺准备位置,所述送料组件用于,驱动多个所述芯模组件在所述针刺位置和所述针刺准备位置之间交替切换;
所述针刺组件相对所述针刺位置设置,所述针刺组件用于,对处于所述针刺位置的所述芯模组件上的预制体进行针刺作业。
可选地,所述送料组件包括:第一导轨、至少两个所述芯模底座以及至少一个第一驱动机构;其中,
所述针刺位置及所述针刺准备位置沿所述第一导轨的长度方向分布;
至少两个所述芯模底座可滑动的设置在所述第一导轨上,一个所述芯模组件设置在一个所述芯模底座上;
所述第一驱动机构与至少两个所述芯模底座连接,所述第一驱动机构用于,驱动至少两个所述芯模底座在所述针刺位置和所述针刺准备位置之间切换。
可选地,所述针刺准备位置包括第一针刺准备位置和第二针刺准备位置;其中,
所述第一针刺准备位置设置在所述第一导轨的一端,所述第二针刺准备位置设置在所述第一导轨的另一端,所述针刺位置设置在所述第一针刺准备位置和所述第二针刺准备位置之间。
可选地,所述第一驱动机构包括:第一驱动件和第二驱动件;其中,
所述第一驱动件与至少一个所述芯模底座连接,所述第一驱动件用于,驱动所述芯模底座在所述第一针刺准备位置和所述针刺位置之间切换;
所述第二驱动件与至少一个所述芯模底座连接,所述第二驱动件用于,驱动所述芯模底座在所述第二针刺准备位置和所述针刺位置之间切换。
可选地,所述第一驱动机构包括:与所述第一导轨平行设置的第一丝杆以及第三驱动件;其中,
所述第三驱动件与所述第一丝杆连接,所述第三驱动件用于驱动所述第一丝杆转动;
至少两个所述芯模底座与所述第一丝杆螺纹连接,且相邻的两个芯模底座之间的距离、所述第一针刺准备位置与所述针刺位置之间的距离、以及所述第二针刺准备位置与所述针刺位置之间的距离相等。
可选地,所述预制体包括回转面;
所述针刺组件包括第一针刺组件,所述第一针刺组件用于对所述回转面进行针刺作业。
可选地,所述预制体还包括:与所述回转面垂直的顶面以及连接所述回转面和所述顶面的圆弧面;
所述针刺组件还包括第二针刺组件,所述第一针刺组件和所述第二针刺组件成预设夹角设置,所述第二针刺组件用于对所述顶面、所述圆弧面进行针刺作业。
可选地,所述第一针刺组件包括:第二导轨、第二丝杠、第三导轨、第三丝杠、第一底板、第一连杆机构以及第一针刺板;其中,
第二导轨、所述第二丝杠与所述预制体的轴线平行,所述第三导轨与所述第二导轨垂直;
所述第三导轨、所述第三丝杆设置于所述第一底板上,且所述第三导轨与所述第三丝杠平行;
所述第一底板可滑动的连接于所述第二导轨上,且所述第一底板与所述第二丝杠螺纹连接;
所述第一连杆机构可滑动的连接于所述第三导轨上,且所述第一连杆机构与所述第三丝杠螺纹连接;
所述第一针刺板固定于所述第一连接机构上,所述第一针刺板上设置有第一钢针,所述第一钢针与所述预制件的回转面垂直。
可选地,所述第二针刺组件包括:基板、第四导轨、第四丝杠、第五导轨、第五丝杠、第二底板、第三底板、第二连杆机构、回转机构以及第二针刺板;其中,
所述第四导轨、所述第四丝杠与所述预制体的轴线垂直,所述第五导轨与所述第四导轨垂直;
所述第五导轨固定在所述基板上,所述第五丝杠与所述第五导轨平行;
所述基板与所述第二底板、所述第三底板固定连接,所述第二底板与所述第五丝杠螺纹连接,所述第三底板与所述第四丝杠螺纹连接;
所述第二针刺板固定于所述第二连杆机构上,所述第二连杆机构设置在所述回转机构上,所述回转机构固定于所述基板上;
所述第二针刺板上设置有第二钢针,所述第二钢针用于加工所述预制体的顶面和圆弧面。
可选地,所述加工设备还包括:至少一个绕线组件,所述绕线组件设置在所述针刺准备位置的一侧,所述绕线组件与所述针刺准备位置一一对应。
可选地,所述绕线组件包括:第六导轨、第六丝杠、固定件、绕丝轴、夹紧导向机构;其中,
所述第六导轨与所述第六丝杠平行;
所述绕丝轴设置在所述固定件上,所述固定件可滑动的连接于所述第六导轨上,且与所述第六丝杠螺纹连接;
所述绕丝轴的轴线方向与所述第六导轨的长度方向垂直,所述绕丝轴用于缠绕纤维丝;
所述夹紧导向机构设置在所述绕丝轴的一侧,所述夹紧导向机构用于夹紧所述绕丝轴卷出的纤维丝,并将所述纤维丝导向所述针刺准备位置上的预制体。
本发明实施例包括以下优点:
本发明实施例中,在所述预制体加工设备加工所述预制体的过程中,由于至少两个所述芯模组件间隔设置于所述送料组件上,所述送料组件可以用于驱动至少两个所述芯模组件在所述针刺位置和所述针刺准备位置之间交替切换,因此,在所述送料组件的驱动下,在一个所述芯模组件处于所述针刺位置的情况下,其余的所述芯模组件可以处于所述针刺准备位置。也即,在所述针刺组件对处于所述针刺位置的所述芯模组件上的所述预制体进行针刺作业的同时,处于所述针刺准备位置的芯模组件还可进行针刺准备作业,为下一次针刺作业做准备,这样,就可以减小所述针刺组件的等待时间,提高所述预制体加工设备的加工效率。
附图说明
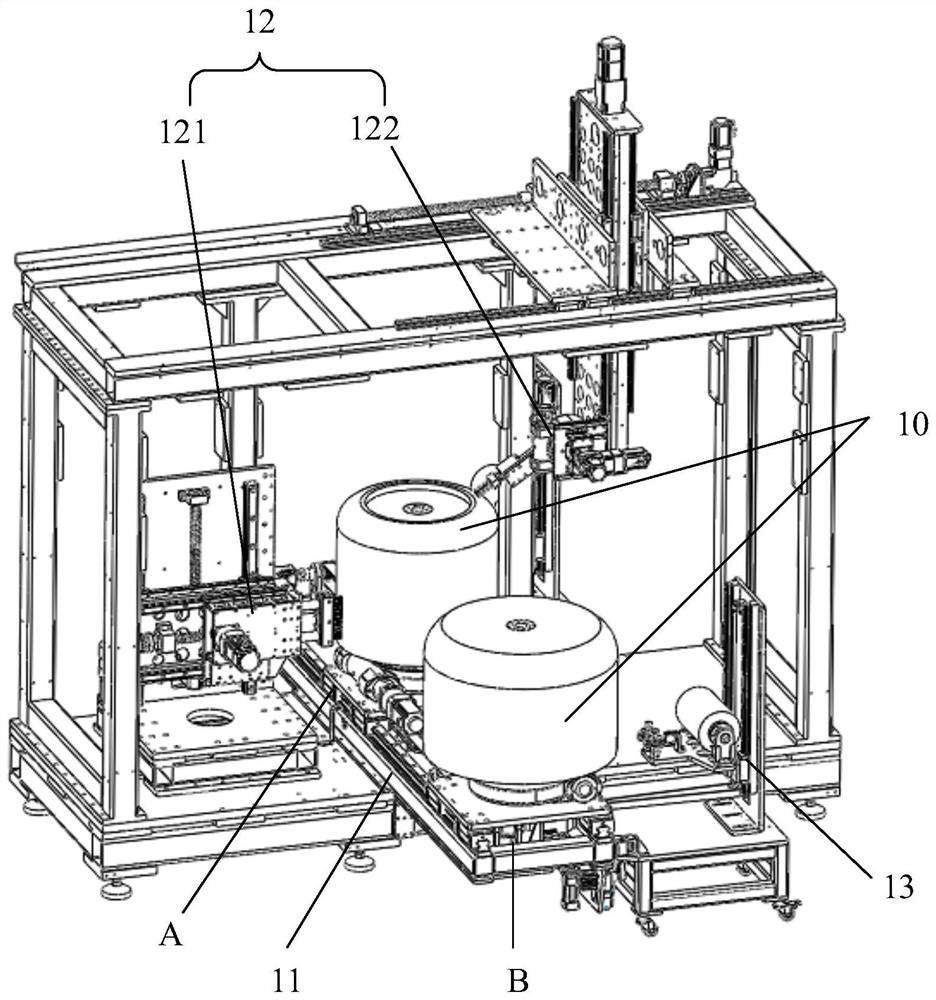
图1是本发明的一种预制体加工设备的立体结构示意图;
图2是图1所述的预制体加工设备的俯视结构示意图;
图3是本发明的一种送料组件的结构示意图;
图4是本发明的另一种送料组件的结构示意图;
图5是本发明的一种第一针刺组件的结构示意图;
图6是本发明的一种第二针刺组件的结构示意图;
图7是本发明的一种绕线组件的结构示意图;
附图标记说明:10-芯模组件,11-送料组件,111-第一导轨,112-芯模底座,113-第一驱动机构,1131-第一驱动件,1132-第二驱动件,1133-第一丝杠,12-针刺组件,121-第一针刺组件,1211-第二导轨,1212-第二丝杠,1213-第三导轨,1214-第三丝杠,1215-第一底板,1216-第一连杆机构,1217-第一针刺板,1218-第一钢针,122-第二针刺组件,1221-基板,1222-第四导轨,1223-第四丝杠,1224-第五导轨,1225-第五丝杠,1226-第二底板,1227-第三底板,1228-第二连杆机构,1229-回转机构,1220-第二针刺板,12201-第二钢针,13-绕线组件,131-第六导轨,132-第六丝杠,133-固定件,134-绕线轴,135-夹紧导向机构,1351-第一导向轮,1352-第二导向轮,A-针刺位置,B-针刺准备位置,B1-第一针刺准备位置,B2-第二针刺准备位置。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
本发明实施例提供了一种预制体加工设备,所述加工设备可以用于加工预制体,所述预制体可以为碳/碳复合材料预制体。在光伏技术领域,所述预制体可以是埚帮预制体、热屏预制体、保温毡预制体、发热体预制体,以及相关热场配件的预制体;在航空技术领域,所述预制体可以是飞行器的防热部件、刹车部件、叶片部件、涡轮部件等。本发明实施例仅以所述预制体为埚帮预制体为例进行说明,其他类型的预制体参照执行即可。
参照图1,示出了本发明的一种预制体加工设备的立体结构示意图,参照图2,示出了图1所述的预制体加工设备的俯视结构示意图,所述预制体加工设备具体可以包括:至少两个用于固定所述预制体的芯模组件10、至少一个送料组件11以及至少一个针刺组件12。其中,多个芯模组件10间隔设置于送料组件11上。送料组件11可以包括针刺位置A和至少一个针刺准备位置B,送料组件11可以用于,驱动多个芯模组件10在针刺位置A和针刺准备位置B之间交替切换。针刺组件12相对针刺位置A设置,针刺组件12可以用于,对处于针刺位置A的芯模组件10上的所述预制体进行针刺作业。
在实际应用中,在芯模组件10处于针刺准备位置B的情况下,可以对芯模组件10上的预制体进行针刺准备作业,具体地,所述针刺准备作业可以包括铺设和缠绕编织层,所述编织层包括以下至少一种:网胎层、碳布层、无纬布层、碳毡层、碳纤维层。在芯模组件10处于针刺位置A的情况下,由于针刺组件12相对所述针刺位置设置,针刺组件12可以对处于所述针刺位置A的芯模组件10进行针刺作业。
本发明实施例中,在所述预制体加工设备加工所述预制体的过程中,由于至少两个芯模组件10间隔设置在送料组件11上,送料组件11可以用于驱动至少两个芯模组件10在针刺位置A和针刺准备位置B之间交替切换。因此,在送料组件11的驱动下,在一个芯模组件10处于针刺位置A的情况下,其余的芯模组件10可以处于针刺准备位置B。也即,在针刺组件12对处于针刺位置A的芯模组件10上的预制体进行针刺作业的同时,处于针刺准备位置B的芯模组件10还可进行针刺准备作业,为下一次针刺作业做准备。这样,就可以减小针刺组件12的等待时间,提高所述预制体加工设备的加工效率。
参照图3,示出了本发明的一种送料组件的结构示意图,参照图4,示出了本发明的另一种送料组件的结构示意图。如图3、图4所示,送料组件11可以包括:第一导轨111、至少两个芯模底座112以及至少一个第一驱动机构113。其中,针刺位置A及针刺准备位置B沿第一导轨111的长度方向分布。至少两个芯模底座112可滑动的设置在第一导轨111上,一个芯模组件10设置在一个芯模底座112上。第一驱动机构113与至少两个芯模底座112连接,所述第一驱动机构可以用于,驱动至少两个芯模底座112在针刺位置A和针刺准备位置B之间切换。
在实际应用中,芯模底座112可以用于固定芯模组件10,在第一驱动机构113驱动芯模底座112在针刺位置A和针刺准备位置B之间切换的情况下,相应的,可以带动芯模底座112上的芯模组件10在针刺位置A和针刺准备位置B之间切换。由于针刺位置A及针刺准备位置B沿第一导轨111的长度方向分布,在芯模底座112沿第一导轨111滑动的情况下,即可完成在针刺位置A和针刺准备位置B之间的切换,切换效率较高。
具体地,芯模底座112上可以设置有驱动电机等驱动装置,所述驱动电机的输出端可以与芯模底座112上的芯模组件10连接,驱动芯模组件10转动,以方便芯模组件10上的所述预制体进行针刺作业或者针刺准备作业。
可选地,针刺准备位置B可以包括第一针刺准备位置B1和第二针刺准备位置B2;其中,第一针刺准备B1位置设置在第一导轨111的一端,第二针刺准备位置B2设置在第一导轨111的另一端,针刺位置A设置在第一针刺准备位置B1和第二针刺准备位置B2之间。
在实际应用中,第一针刺准备位置B1可以用于进行其中一个芯模组件10的针刺准备作业,第二针刺准备位置B2可以用于进行另外一个芯模组件10的针刺准备作业。具体地,将第一针刺准备B1、第二针刺准备位置B2设置在第一导轨111的两端,可以使得第一针刺准备位置B1、第二针刺准备位置B2相互远离,方便在第一针刺准备位置B1、第二针刺准备位置B2上进行针刺准备作业。而将针刺位置A设置在第一针刺准备位置B1和第二针刺准备位置B2之间,可以使得第一针刺准备位置B1、第二针刺准备位置B2与针刺位置A之间的距离较短,这样,就可以提高芯模组件10在第一针刺准备位置B1与针刺位置A之间、以及芯模组件10在第二针刺准备位置B2与针刺位置A之间的切换效率。
如图3所示,第一驱动机构113可以包括:第一驱动件1131和第二驱动件1132;其中,第一驱动件1131与至少一个芯模底座112连接,第一驱动件1131可以用于,驱动芯模底座112在第一针刺准备位置B1和针刺位置A之间切换。第二驱动件1132与至少一个芯模底座112连接,第二驱动件1132可以用于,驱动芯模底座112在第二针刺准备位置B2和针刺位置A之间切换。
在实际应用中,在第一驱动件1131驱动其中一个芯模底座112从针刺位置A切换至第一针刺准备位置B1以进行针刺准备作业的情况下,第二驱动件1132可以驱动另外一个芯模底座112从第二针刺准备位置B2切换至针刺位置A,以使的该芯模底座112上的预制体可以进行针刺作业,减小针刺组件12的等待时间,提高所述预制体的针刺加工效率。
具体地,采用第一驱动件1131、第二驱动件1132分别单独驱动一个芯模底座112在针刺位置A和针刺准备位置B之间进行切换,可以提高芯模底座112的切换控制灵活性,便于用户根据实际情况调节芯模底座112上的芯模组件10的位置。
可选地,第一驱动件1131、第二驱动件1132可以包括但不局限于电机、液压油缸、或者电缸等驱动件中的任意一种,本发明实施例对于第一驱动件1131、第二驱动件1132的具体类型可以不做限定。
如图4所示,第一驱动机构113可以包括:与第一导轨111平行设置的第一丝杆1133以及第三驱动件(图中未示出);其中,所述第三驱动件与第一丝杆1133连接,所述第三驱动件可以用于驱动第一丝杆1133转动;至少两个芯模底座112与第一丝杆1133螺纹连接,且相邻的两个芯模底座112之间的距离、第一针刺准备位置B1与针刺位置A之间的距离、以及第二针刺准备位置B2与针刺位置A之间的距离相等。
在实际应用中,所述第三驱动件可以用于驱动第一丝杠1133转动,由于至少两个芯模底座112与第一丝杆1133螺纹连接,第一丝杠1133的转动可以驱动至少两个芯模底座112沿第一丝杠1133的长度方向移动。由于第一丝杠1133与第一导轨111平行,因此,第一丝杠1133可以驱动两个芯模底座112沿第一导轨111的长度方向移动,在针刺准备位置B和针刺位置A之间切换。由于相邻的两个芯模底座112之间的距离、第一针刺准备位置B1与针刺位置A之间的距离、以及第二针刺准备位置B2与针刺位置A之间的距离相等,因此,在第一丝杠1133带动一个芯模底座113从针刺位置A切换至第一针刺准备位置B1以进行针刺准备作业的同时,还可以带动另外一个芯模底座112从第二针刺准备位置B2切换至针刺位置A,以使的该芯模底座112上的预制体可以进行针刺作业,减小针刺组件12的等待时间,提高所述预制体的针刺加工效率。
具体地,所述第三驱动件可以为电机、电动机等能够驱动第一丝杠1133转动的驱动件,本发明实施例对于所述第三驱动件的具体类型可以不做限定。
本发明实施例中,所述预制体可包括回转面。针刺组件12可以包括:第一针刺组件121,第一针刺组件121可以用于对所述回转面进行针刺作业。在实际应用中,在芯模组件10带动所述预制体转动的过程中,第一针刺组件121可以对所述预制体的回转面进行针刺作业。
可选地,所述预制体还可以包括与所述回转面垂直的顶面以及连接所述回转面和所述顶面的圆弧面;针刺组件12还可以包括第二针刺组件122;其中,第一针刺组件121和第二针刺组件122成预设夹角设置,第二针刺组件122用于对所述顶面、所述圆弧面进行针刺作业。
在实际应用中,在芯模组件10带动所述预制体转动的过程中,第一针刺组件121可以对所述预制体的回转面进行针刺作业,同时,第二针刺组件122可以对所述预制体的顶面和圆弧面进行针刺作业,这样,一方面,可以提高所述预制体的针刺作业效率,另一方面,还可以避免采用单独的针刺组件分别加工所述预制体的顶面和圆弧面,精简针刺组件12的结构。
参照图5,示出了本发明的一种第一针刺组件的结构示意图,如图5所示,第一针刺组件121可以包括:第二导轨1211、第二丝杠1212、第三导轨1213、第三丝杠1214、第一底板1215、第一连杆机构1216以及第一针刺板1217。其中,第二导轨1211、第二丝杠1212与所述预制体的轴线平行,第三导轨1213与第二导轨1211垂直。第三导轨1213、第三丝杆1214设置于第一底板1215上,且第三导轨1213与第三丝杠1214平行。第一底板1215可滑动的连接于第二导轨1211上,且第一底板1215与第二丝杠1212螺纹连接。第一连杆机构1216可滑动的连接于第三导轨1213上,且第一连杆机构1216与第三丝杠1214螺纹连接。第一针刺板1217固定于第一连接机构1216上,第一针刺板1217上设置有第一钢针1218,第一钢针1218与所述预制件的回转面垂直,第一钢针1218可用于对所述预制件的回转面进行针刺作业。
在实际应用中,由于第一连杆机构1216可滑动的连接于第三导轨1213上,且第一连杆机构1216与第三丝杠1214螺纹连接,因此,通过第三丝杠1214的转动,可以驱动第一连杆机构1216沿第三导轨1213滑动,调节第一针刺板1217与所述预制体的回转面之间的距离。由于第一底板1215可滑动的连接于第二导轨1211上,且第一底板1215与第二丝杠1212螺纹连接,因此,通过第二丝杠1212的转动,可以驱动第一底板1215沿第二导轨1211滑动,调节第一针刺板1217的高度,就可以使得第一针刺组件121可以适用不同形状预制体的针刺作业。
例如,在对埚帮预制体的回转面进行针刺作业时,埚帮预制体在针刺准备位置B完成针刺准备作业之后,送料组件11可以将埚帮预制体传送至针刺工位A,第一针刺板1217上的第一钢针1218可以朝向埚帮预制体的回转面,对埚帮预制体的回转面的进行针刺作业。
参照图6,示出了本发明的一种第二针刺组件的结构示意图,如图6所示,第二针刺组件122可以包括:基板1221、第四导轨1222、第四丝杠1223、第五导轨1224、第五丝杠1225、第二底板1226、第三底板1227、第二连杆机构1228、回转机构1229以及第二针刺板1220。其中,第四导轨1222、第四丝杠1223与所述预制体的轴线垂直,第五导轨1224与第四导轨1222垂直。第五导轨1224固定在基板1221上,第五丝杠1225与第五导轨1224平行。基板1221与第二底板1226、第三底板1227固定连接,第二底板1226与第五丝杠1225螺纹连接,第三底板1227与第四丝杠1223螺纹连接。第二针刺板1220固定于第二连杆机构1228上,第二连杆机构1228设置在回转机构1229上,回转机构1229固定于基板1221上。第二针刺板1220上设置有第二钢针12201,第二钢针12201可以用于加工所述预制体的顶面和圆弧面。
在实际应用中,由于基板1221与第二底板1226、第三底板1227固定连接,在第五丝杠1225驱动第二底板1226沿第五导轨1224滑动的情况下,可以使得基板1221相应沿第五导轨1224滑动,以实现第二针刺板1220的高度调节;在第四丝杠1223驱动第三底板1227沿第四导轨1222滑动的情况下,可以使得基板1221相应的沿第四导轨122滑动,以实现第二针刺板1220与所述预制体的水平方向距离的调节,这样,就可以使得第二针刺组件122可以适用不同形状预制体的针刺作业。
本发明实施例中,由于第二连杆机构1228设置在回转机构1229上,回转机构1229固定于基板1221上,通过回转机构1229可以对第二连杆机构1228上的第二针刺板1220的针刺角度进行调节,以使得第二针刺板1220可以对所述预制体的顶面或者圆弧面进行针刺作业。
例如,在对埚帮预制体的圆弧面进行针刺成型时,第四丝杠1223驱动第二针刺板1220沿水平方向移动到合适的位置,第五丝杠1225驱动第二针刺板1220移动到合适的高度,回转机构1229驱动第二针刺板1220转动合适的角度,以使第二针刺板1220上的第二钢针朝向埚帮预制体的圆弧面,第二针刺板1220在第二杆机构1228的驱动下沿与埚帮预制体的圆弧面垂直的方向往复运动,从而实现埚帮预制体圆弧面的针刺作业。
例如,在对埚帮预制体的顶面进行针刺成型时,第四丝杠1223驱动第二针刺板1220沿水平方向移动到合适的位置,第五丝杠1225驱动第二针刺板1220移动到合适的高度,回转机构1229驱动第二针刺板1220转动合适的角度,以使第二针刺板1220上的第二钢针朝向埚帮预制体的顶面,第二针刺板1220在第二杆机构1228的驱动下沿与埚帮预制体的顶面垂直的方向往复运动,从而实现埚帮预制体顶面的针刺作业。
在本发明的一种可选实施例中,所述加工设备还可以包括:至少一个绕线组件13,绕线组件13设置在针刺准备位置B的一侧,绕线组件13与针刺准备位置B一一对应,绕线组件13可以用于对在针刺准备位置B上的预制体进行针刺准备作业。
在实际应用中,在送料组件11将芯模组件10从针刺位置A切换至针刺准备位置B上的情况下,绕线组件13即可对芯模组件10上的所述预制体进行针刺准备作业。具体地,所述加工设备中,绕线组件12的数量可以与针刺准备位置B的数量相同,例如,在针刺准备位置B的数量为2个的情况下,绕线组件13的数量相应可以为2个。
参照图7,示出了本发明的一种绕线组件的结构示意图,如图7所示,绕线组件13具体可以包括:第六导轨131、第六丝杠132、固定件133、绕丝轴134、夹紧导向机构135。其中,第六导轨131与第六丝杠132平行;绕丝轴134设置在固定件133上,固定件133可滑动的连接于第六导轨131上,且与第六丝杠132螺纹连接。绕丝轴134的轴线方向与第六导轨131的长度方向垂直,绕丝轴134可以用于缠绕纤维丝。夹紧导向机构135设置在绕丝轴134的一侧,夹紧导向机构135可以用于夹紧绕丝轴134卷出的纤维丝,使得所述纤维丝保持张力,并将所述纤维丝导向针刺准备位置B上的预制体,以对所述预制体进行缠绕作业。
具体地,夹紧导向机构135可以包括共面设置的第一导向轮1351和第二导向轮1352,第一导向轮1351和第二导向轮1352上可以设置有线槽,所述线槽可以用于所述纤维丝穿过。在实际应用中,在第六丝杠132转动的情况下,可以带动固定件133沿第六导轨131上下滑动,以调节固定件133的高度。在固定件133调节到合适的高度之后,夹紧导向机构135可以将纤维丝导向针刺准备位置B上的预制体,对所述预制体进行缠绕作业,为下一次针刺作业做准备。这样,就可以减小针刺组件12的等待时间,提高所述预制体加工设备的加工效率
综上,本发明实施例所述的预制体加工设备至少可以包括以下优点:
本发明实施例中,在所述预制体加工设备加工所述预制体的过程中,由于至少两个所述芯模组件间隔设置在所述送料组件上,所述送料组件可以用于驱动至少两个所述芯模组件在所述针刺位置和所述针刺准备位置之间交替切换。因此,在所述送料组件的驱动下,在一个所述芯模组件处于所述针刺位置的情况下,其余的所述芯模组件可以处于所述针刺准备位置。也即,在所述针刺组件对处于所述针刺位置的所述芯模组件上的所述预制体进行针刺作业的同时,处于所述针刺准备位置的芯模组件还可进行针刺准备作业,为下一次针刺作业做准备,这样,就可以减小所述针刺组件的等待时间,提高所述预制体加工设备的加工效率。
本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
尽管已描述了本发明实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明实施例范围的所有变更和修改。
最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的相同要素。
以上对本发明所提供的一种预制体加工设备,进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
- 适用于模压工艺的复合材料汽车板簧预制体的加工设备及加工工艺
- 一种预制体加工设备