铸造厂中模具的热成像检查
文献发布时间:2023-06-19 12:19:35
技术领域
本发明涉及一种用于检查铸造厂中使用模具制成的机械件的检查方法和检查系统。本发明还涉及一种用于检查在铸造厂中使用模具的制造过程的检查方法和检查系统。
背景技术
一种用于在铸造厂或压铸机中制造零件的工位,包括至少一个可打开的模具,通过重力或注射将预定量的熔融金属进料到该模具中。熔融金属在模具内凝固并形成压铸件(即机械件)。正在凝固的熔融金属与模具内表面之间的热交换是影响模具内形成的机械件的最终质量的最大因素。通常,温度控制器嵌入在模具中;它们根据温度传感器(通常是热电偶)测量的温度进行控制,以尝试将模具壁的温度保持在最佳所需值。然而,温度控制器的动作相对较慢(即需要数十秒才能引起表面温度的显着变化)并且无法有效补偿由于意外事件(例如在高压压铸的情况下的注射延迟或注射速率降低)或冷却和润滑过程中(例如喷油时间过长导致模具内表面冷却过度,或喷油不均匀导致模具内表面冷却不均匀)的错误导致的表面温度变化。
为了克服上述不便,使用红外热成像相机。当模具打开时,他们获取模具内表面的热成像图像。通常,在刚成型的机械件取出后立即获取模具内表面的热成像图像,以及在闭合模具之前(即在润滑剂已被涂抹之后)立即获取模具内表面的热成像图像。模具内表面的热成像图像允许在每个压铸过程中监控最感兴趣的模具区域的温度,因此允许确定这些温度是否或多或少接近所需温度。通过这种方式,操作员可以合理确定地知道压铸过程是否相对稳定,或者是否发生了无法获得模具内表面最佳温度条件的事件。
当前的解决方案提供最关键模具区域的实时温度值以及由热成像相机成像的整个区域的热成像图像。当一个或多个监控区域的温度超过或低于预设水平时,检查系统会提醒操作员出现异常情况,需要进行干预以分析异常情况并相应地调整温度控制器。
换句话说,市场上可以买到热成像处理系统来确定模具内表面的热图。此类热图可用于控制模具或润滑过程的温度调节。然而,热成像图像的大部分分析和处理随后由处理热数据的系统执行,以便改变与过程相关的机器设置或为了安排模具和机器部件的预防性维护。
已知的热成像处理系统分析模具内表面的热成像图像以获得汇总参数或值(例如称为“感兴趣区域”的模具内表面的有限部分的最小/最大/平均温度),其然后用于调节模具壁的温度和/或调整影响模具的其他过程(例如在开始新的压铸过程之前将润滑剂喷洒在模具内表面上)。
发明内容
本发明的目的是提供一种检查方法和检查系统,用于检查铸造厂中使用模具制造的机械件。这种方法和系统允许提高通过压铸过程制造的机械件的平均质量,同时易于实施且成本低廉。
本发明的另一个目的是提供一种检查方法和检查系统,用于检查铸造厂中使用模具(3)的制造过程。这种方法和系统允许以更有效和更高效的方式检查通过压铸制造的机械件2的制造过程,同时,实施起来容易且便宜。
如所附权利要求所要求保护的,本发明提供了一种在铸造厂对模具制造的机械件和制造过程进行检查的检查方法和系统。
权利要求描述了本发明的实施例并且形成了本说明书的组成部分。
附图说明
现在参考附图描述本发明,附图示出了被理解为示例性和非限制性的优选实施例,其中:
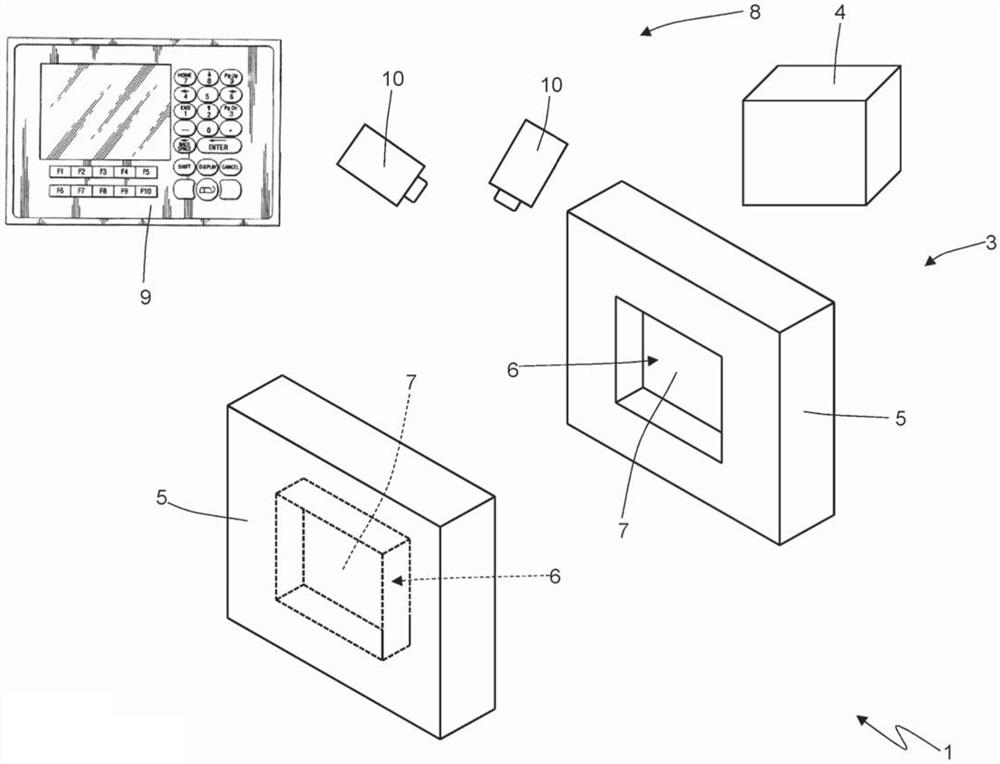
图1是铸造厂或压铸机中用于制造机械件的工位的示意图,其中模具处于闭合配置;
图2是图2工位的示意图,其中模具处于打开配置;以及
图3至图8分别是图2模具内表面的热成像图像的示意图。
具体实施方式
图1以极其示意性的方式示出了用于在铸造厂中制造机械件2的工位或压铸机,该工位或压铸机作为一个整体用附图标记1表示。压铸机1(例如HPDC(高压压铸)机器)能够制造铝或其他轻合金的机械件2(例如用于内燃机的气缸盖或缸体)。
压铸机1包括可打开的模具3(即可在图1所示的闭合配置和图2所示的打开配置之间移动)和适合于向模具3中进料的进料装置4,以本身已知的方式通过合适的开口(为简单起见未示出),将预定量的熔融金属在模具3内凝固并形成机械件2。
在附图所示的实施例中,模具3包括两个部件5,其中至少一个可移动以打开和闭合模具3(根据其他未示出的实施例,模具3包括两个以上的部件);特别地,两个部件5中的至少一个连接到适于移动该部件5的致动器(已知类型的,通常是液压致动器)。换句话说,模具3由至少两个部件5组成,这两个部件可以连接在一起(即它们可以相互连接以闭合模具3,如图1所示)并且可以分开(即它们可以彼此分开以打开模具3,如图2所示)。
根据图2所示,在模具3的每个部件5中形成空腔6。当模具3处于闭合配置时,模具3的部件5的空腔6限定了具有机械件2的负形状的腔。进料设备4将熔融金属进料到空腔6中。每个空腔6由内表面7界定,在使用中,内表面7与由进料设备4进料的熔融金属接触。
在模具3内部,更具体地,在模具3的每个部件5内部,有加热器(例如使用燃气燃烧器)和冷却器(例如在合适的回路中使用冷却剂),它们可调节以使模具3的壁达到并保持在所需温度。
在使用中,模具3最初处于打开配置(如图2所示)并经受润滑循环,在该循环期间,图中未示出的喷嘴在每个空腔6内部并靠着相应的内表面7喷射用于冷却内表面7的水和脱模剂的混合物,该脱模剂通过抵消机械件2对内表面7的粘附而使机械件2从内表面7的脱离变得容易。当模具3的准备工作完成时,即一旦润滑周期完成,模具3闭合,即它从打开配置(如图2所示)移动到闭合配置(如图1所示)。在模具3闭合之前将型芯(如果有的话-通常是一次性的并且由压砂制成)插入模具3中。预定量的熔融金属被进料到闭合模具3中,即当模具3处于图1所示的闭合配置时;换言之,将熔融金属倒入模具3中以形成机械件2,也称为压铸件。
将熔融金属进料入模具3后,冷却预定的冷却时间(例如20-50秒),使由熔融金属形成的机械件2固化到足以从模具3中取出而不会损坏。一旦冷却时间结束,模具3打开,即从闭合配置(如图1所示)移动到打开配置(如图2所示),然后将新形成的机械件2从模具3中取出。因此,循环再次开始以制造随后的机械件2并且进行新的润滑循环。
如图1和图2所示,压铸机1包括具有处理单元9的检查系统8,该处理单元9监督整个压铸机1的操作并且优选地(但不是必须地)连接到嵌入(插入)在模具3的壁中的多个温度传感器(例如热电偶)。温度传感器实时测量模具3壁内的温度,更具体地说,靠近直接接触熔融金属的内表面7的温度,并且温度传感器提供的测量值被检查系统8用于控制加热器(使用例如燃气燃烧器)或冷却器(使用例如冷却剂)以将模具3的壁的温度保持在预定范围内。
检查系统8包括一对热成像相机10(或热像仪),它们是对红外辐射敏感的特定相机,因此能够获得热成像图像或热成像相片;热成像相机10可以是定焦相机(通常在模具3的尺寸变化不大时使用)或自动对焦相机(通常在压铸机1中可以安装尺寸非常不同的模具3时使用)。当模具3打开时(如图2所示),热成像相机10朝向模具3的两个部件5(或者更确切地说,相应的空腔6)的内表面7定向。更具体地,当模具3打开时(如图2所示),每个热成像相机10成像模具3的部件5的内表面7。以此方式,每个热成像相机10能够获取对应的内表面7的热成像图像,即其中每个像素代表内表面7的对应区域的温度的测量值的图像。根据未示出的替代实施例,检查系统8包括不同数量的热成像相机10,从最少的单个热成像相机10到多个(三个、四个、五个、六个等)热成像相机10,其中每个热成像相机成像模具3的某些部件5或相应空腔6的内表面7的区域。
模具3的内表面7的热条件是通过压铸过程制造的机械件2的质量的关键因素。机械件2的质量信息是基于对模具3的内表面7的热成像图像的分析而获得的。
下面以模具3制造单个机械件2的过程为例,其中利用两台热成像相机10获取的模具3内表面7的热成像图像来判断机械件2的质量。
最初,模具3是打开的(如图2所示)、空的,并准备好形成机械件2。就在闭合模具3之前,即相对于模具3闭合的瞬间,处理单元9通过两个热成像相机10获取处于打开配置的模具3的至少一个内表面7的至少第一真实热成像图像(在图3中示意性示出)。通常,两个热成像相机10各自获取模具3的相应内表面7的真实热成像图像。
在处理单元9通过两个热成像相机10获取模具3的至少一个内表面7的至少一个真实热成像图像A后,通过将两个部件5相互耦合来闭合模具3(如图1所示)。进料设备4然后将熔融金属进料到处于闭合配置的模具3中。在预定的冷却时间结束时,模具3被打开(如图2所示),并且由凝固的熔融金属形成的机械件2从模具3中被取出。在从模具3中取出机械件2之后(即相对于从模具3中取出机械件2的瞬间可能的最小延迟),处理单元9通过两个热成像相机10获取处于打开配置的模具3的至少一个内表面7的至少一个第二真实热成像图像X(在图6中示意性示出)。通常,两个热成像相机10各自获取模具3的相应内表面7的真实热成像图像X。
处理单元9将真实热成像图像A和/或相关参数(例如下面描述的汇总参数)的至少一部分与真实热成像图像X和/或相关参数(例如下面描述的汇总参数)的至少一部分与属于预定可接受范围的相应图像和/或相关参数进行比较,这些范围由理论或实验确定。具体地,根据优选实施例,为了将真实热成像图像A和/或相关参数与属于可接受范围的图像和/或相关参数进行比较,通过使真实热成像图像A与对应的参考热成像图像B进行比较,在至少一个感兴趣的区域(R1-R3)中进行逐点比较。同样,为了将真实热成像图像X和/或相关参数与属于可接受范围的图像和/或相关参数进行比较,通过在至少一个感兴趣区域(R1-R3)中进行逐点比较,将真实热成像图像X与对应的参考热成像图像Y进行比较。在这种情况下,可接受范围可以定义真实热成像图像A(或X)与参考热成像图像B(或Y)之间的最大可接受差异。
如果真实热成像图像A不同于(即不落入)相应的可接受范围,即如果真实热成像图像A和/或相关参数不对应于属于相应的可接受范围的图像和/或相关参数,和/或如果真实热成像图像X不同于(即不落入)相应的可接受范围,即如果真实热成像图像X和/或相关参数不对应于属于相应的可接受范围的图像和/或相关参数,则处理单元9确定机械件2中可能异常的存在。根据不同的实施例,处理单元9仅将真实热成像图像A和/或相关参数与属于相应的可接受范围的图像和/或相关参数进行比较,或仅将真实热成像图像X和/或相关参数与属于相应的可接受范围的图像和/或相关参数进行比较。
如图3和图6所示,在真实热成像图像A和X中,识别了上述感兴趣区域R1-R3(“ROI-感兴趣区域”)。感兴趣区域R1-R3代表模具3的内表面7的最重要的区域,即模具3的内表面7的主要影响机械件2的制造的区域。真实热成像图像A和X聚焦于感兴趣区域R1-R3。更具体地,存在于感兴趣区域R1-R3内部的东西比存在于感兴趣区域R1-R3外部的东西具有更大的权重。或者,甚至可以完全忽略感兴趣区域R1-R3之外的内容。感兴趣区域的数量、大小、形状和排列可以在不同情况下完全不同。
根据一个可能的实施例,处理单元9在每个真实热成像图像A或X的至少一些区域(例如在感兴趣区域R1-R3中)确定汇总参数或值(例如真实热成像图像A或B的感兴趣区域R1-R3的最低/最高/平均温度),并将这些从真实热成像图像A或X获得的汇总值与属于可接受范围的相应汇总参数或值进行比较,以确定热成像图像A或X是否符合可接受范围。换言之,处理单元9使用真实热成像图像A或X计算汇总参数或值,并将这些汇总参数或值与可接受范围的相应参数或值进行比较:例如感兴趣区域R1的平均温度必须介于220℃和230℃之间、感兴趣区域R2的最高温度必须介于315℃和342℃之间、感兴趣区域R3的最低温度必须介于180℃和196℃之间。
根据不同的实施例,处理单元9分别将真实热成像图像A和真实热成像图像X与参考热成像图像B(在图4中示意性示出)和与参考热成像图像Y(在图7中示意性示出)进行比较,并确定差分热成像图像C和差分热成像图像Z(在图5和图8中示意性示出),其点的值等于真实热成像图像A或X的点值与参考热成像图像B或Y的对应点的值之间的差值。换句话说,从参考热成像图像B或Y的对应点的值中减去真实热成像图像A或X的每个点的值,以确定差分热成像图像C或Z的对应点的值。在这方面,需要注意的是,热成像图像A、B、X、Y的点的值表示该点对应的温度,而差分热成像图像C和Z的点的值表示该点对应的温度差。
换言之,处理单元9可以通过逐点比较的方式将真实热成像图像A或X与对应的参考热成像图像B或Y进行比较,即将真实热成像图像A或X的每个单点与参考热成像图像B或Y的对应点进行比较。目前市场上的高清热成像相机10例如具有640x512像素的分辨率,即由327,680个像素组成。真实热成像图像A或X与相应参考热成像图像B或Y的比较涉及将真实热成像图像A或X的327,680个像素中的每一个像素的值与参考热成像图像B或Y的相应像素的值进行比较。
随后,处理单元9确定每个差分热成像图像C或Z的至少一些区域(例如感兴趣区域R1-R3中)的汇总参数或值(例如差分热成像图像C或Z的感兴趣区域R1-R3的最小/最大/平均温度),并将从差分热成像图像C或Z导出的这些汇总参数或值与可变范围的相应汇总参数或值进行比较,以确定相应的热成像图像A或X是否符合可接受范围。
可变范围实质上代表一组值,其偏离零值可接受的量,其中零值指示真实热成像图像A或X的点的值与参考热成像图像B或Y的对应点的值之间的同一性。如果差分热成像图像C或Z在任何地方(尤其是在感兴趣的区域R1-R3中)足够接近零,则真实热成像图像A或X对应于(即它足够相似)参考热成像图像B或Y。
处理单元9通过确定差分热成像图像C或Z并验证热成像图像C或Z的值足够接近零来验证真实热成像图像A或X对应于(即足够相似)参考热成像图像B或Y,即在可变范围内。例如感兴趣区域R1的平均温差必须在-10℃和+8℃之间、感兴趣区域R2的最大温差必须在-19℃和+21℃之间、以及感兴趣区域R3的最小温差必须介于-1℃和+1℃之间。
根据可能的实施例,为了进行冗余检查,处理单元9可以使用上述两种方法来验证热成像图像A或X是否符合相应的可接受范围。
根据优选实施例,处理单元9存储真实热成像图像A和/或真实热成像图像X和/或相关参数和/或异常,如同可在机械件2的生产报告(通常以数字形式)中检测到,即是一种包含机械件2的制造历史的(数字)表格。
如果将来机械件2中出现缺陷,则有可能将缺陷与机械件2的制造过程中出现的不希望有的温度偏差相关联。如果真实热成像图像A与相应的可接受范围显着不同(即真实热成像图像A明显超出该范围)和/或如果真实热成像图像X与相应的可接受范围显着不同(即真实热成像图像X明显超出该范围),则处理单元9可以决定隔离机械件2以进行后续的附加质量控制(例如旨在验证机械件2中基本不存在机械缺陷)或者甚至可以决定直接丢弃机械件2。
一般而言,若真实热成像图像A与对应的可接受范围的不相似度大于至少一个第一阈值和/或真实热成像图像X与对应的可接受范围的不相似性大于至少一个第二阈值,则处理单元9直接丢弃机械件2。换句话说,如果真实热成像图像A与相应的可接受范围显着不同(但不太相似)和/或如果真实热成像图像X与相应的可接受范围显着不同(但不太相似),则处理单元9通常决定请求对机械件2进行进一步的质量控制。相反,如果真实热成像图像A与相应的可接受范围非常不同(也例如已经超过第一阈值)和/或如果真实热成像图像X与相应的可接受范围非常不同(也例如已经超过第二阈值),则处理单元9通常决定丢弃机械件2。
检查的结果旨在验证第一真实热成像图像A和/或相关参数的至少一部分是否对应于属于相应的第一可接受范围的图像和/或相关参数以及第二真实热成像图像X的至少一部分和/或相关参数是否对应于属于相应的第二可接受范围的图像,和/或相关参数可以相互关联和/或与真实热成像图像A或X的其他不相似性检查相结合,以确定机械件中可能异常的存在。例如,与第二真实热成像图像X相关的第二阈值可以作为为了检测第一真实热成像图像A相对于相应的可变性范围的不相似性而执行的不相似性检查的结果而被定义或自动改变;或者一般而言,处理单元9可以以协调的方式分析第一真实热成像图像A和第二真实热成像图像X之间可以检测到的所有差异以及相关的可接受范围,以确定机械件2中可能的异常。换言之,机械件2中可能的异常的确定以及丢弃该机械件2的最终决定不是基于第一真实热成像图像A和第二真实热成像图像X中的每一个与相应的可接受范围之间的单独比较,而是基于协调分析做出的。
根据一个可能的实施例,如果在至少一个区域中相应的差分热成像图像C或Z的点的平均值大于第三阈值,则认为真实热成像图像A或X与参考热成像图像B或Y不相似(即不同)。
根据一个可能的实施例,参考热成像图像B和Y是通过模拟机械件2的制造或成型过程获得的预定参考热成像图像,即它们是使用机械件的制造或成型过程的数学模型创建的。根据替代实施例,参考热成像图像B和Y仍然是预定参考热成像图像,但它们是通过获取最佳制造过程的真实热成像图像获取的,该过程是在理想条件下发生并证明产生的机械件2基本上没有缺陷。通常获取多幅真实热成像图像,作为计算平均值的基础,以得到参考热成像图像B和Y。也可以通过从最佳压铸过程的真实热成像图像中获取参考热成像图像B和Y,然后根据压铸过程的模拟校正(改进)参考热成像图像B和Y,将两种方法结合起来。或者,参考热成像图像B和Y是通过模拟压铸过程获得的,随后在最佳压铸过程的真实热成像图像的基础上进行校正(改进)。
根据本发明的方法规定,使用已确定的差分热成像图像(C、Z)检查制造过程的至少一部分。
优选地,差分热成像图像C或Z显示在由压铸机1的操作者观看的屏幕上。
此外,根据优选实施例,处理单元9可以使用差分热成像图像C或Z来执行模具3的壁的温度调节和/或作用于模具3的其他过程的调节(例如在开始新的压铸过程之前润滑模具3的内表面7)。特别地,处理单元9可以应用差分热成像图像C或Z分析过程以获得汇总参数(例如内表面7的有限部分的最小/最大/平均温度的差异,即感兴趣区域R1-R3),其然后用于调节模具3的壁的温度和/或调节作用在模具3上的其他过程(例如在开始新的压铸过程之前润滑模具3的内表面7)。
上述方法允许间接检查通过压铸过程制造的机械件2的质量,以隔离在模具3的内表面7的非最佳温度条件下制造的机械件2。这种检查机械件2质量的新方法不排除对机械件2进行的最终检查,通过抽样或综合调查并采用经典的检查方法(例如对生产的批次进行目视、X射线、尺寸、密封检查)。检查机械件2质量的新方法能够立即隔离在非最佳条件下制造的机械件2,特别是在模具3的表面温度异常的情况下。
换句话说,如果真实热成像图像A符合相应的可接受范围,则处理单元9(以合理的置信度)假设先前的润滑操作和模具3壁的温度调节已允许适当冷却模具3的内表面7。换句话说,处理单元9(以合理的置信度)确认机械件2的制造过程在控制之下并且不存在异常或警告条件。同样,如果真实热成像图像X符合相应的可接受范围,则处理单元9(以合理的置信度)假设机械件2的制造发生在最佳条件下;换句话说,在没有异常或警告条件的情况下,处理单元9(以合理的确定性)确认机械件2的制造过程在控制下发生。
在两个检查阶段之一中(紧接在闭合模具3之前和刚取出机械件2之后)模具3的表面温度(即模具3的内表面7的温度)存在异常情况,因此必须隔离已形成和提取的机械件2以供进一步调查,并必须检查压铸机的温度调节参数。即使在模具3闭合之前模具3的内表面7的温度在预设参数内,检测到的警报状态也可以在至少一个后续循环中保持有效。警报状态使得在必要时标记一个或多个使用刚刚摆脱不稳定条件的过程制造的机械件2成为可能。
上述用于检查机械件2质量并提供报告的方法可用于高低压压铸机,因为它基于检查机械件2的质量与模具3的内表面7或其部分在最合适的制造阶段的热图的可接受值之间的对应关系。上述对压铸机械件2的质量检查和报告的方法也可以用于重力压铸过程制造的机械件的生产中;在这种情况下,模具3的内表面7的热图可以在模具3的加热结束时、在金属倒入模具3之前和/或在机械件2已经从模具3被取出之后被自动检测。需要强调的是,喷涂润滑通常仅用于高压压铸;它通常不用于低压压铸和重力压铸,其中模具内表面7可以在闭合模具3之前用火焰加热。
总结以上关于高压压铸的描述,第一真实热成像图像A(紧接在闭合模具3之前)和第二真实热成像图像X(紧接在从模具3中取出机械件2之后)被获取,然后在获取第二真实热成像图像X后,对模具3的内表面7进行冷却和润滑热处理。在这种情况下,处理单元9检查至少在感兴趣区域R1-R3中,第一真实热成像图像A的值符合相应的可接受范围(通过使用或不使用差分热成像图像C),并且至少在感兴趣区域R1-R3中,第二真实热成像图像X的值符合相应的可接受范围(通过使用或不使用差分热成像图像Z)。
在低压压铸的情况下,如果满足以下条件,则只能获取真实热成像图像A(紧接在闭合模具3之前)或仅获取真实热成像图像X(紧接在从模具3中取出机械件2之后),通常情况下,不进行模具3的内表面7的冷却或加热热处理。在这种情况下,处理单元9检查至少在感兴趣区域R1-R3中,真实热成像图像A或X的值符合相应的可接受范围(通过使用或不使用差分热成像图像C或Z)。
在重力压铸的情况下,可以获取真实热成像图像A(紧接在闭合模具3之前)和真实热成像图像X(紧接在从模具3中取出机械件2之后),然后在获取真实热成像图像X后,对模具3的内表面7进行加热热处理(通过明火)。在这种情况下,处理单元9验证至少在感兴趣区域R1-R3中,真实热成像图像A的值符合相应的可接受范围(通过使用或不使用差分热成像图像C),并且至少在感兴趣区域R1-R3中,真实热成像图像X的值符合相应的可接受范围(通过使用或不使用差分热成像图像Z)。
差分热成像图像可以由处理单元9自动使用(例如从差分热成像图像导出控制参数的值),或者由操作员手动使用,操作员根据显示的图像可以决定是否以及如何采取行动,以控制生产过程。
除了前面提到的真实热成像图像A或X与参考热成像图像B或Y之间的比较(通过使用或不使用差分热成像图像),更具体地说,在真实热成像图像A或X和/或相关参数与属于相应的可接受范围的图像和/或相关参数之间,根据本发明的方法可以提供真实热成像图像A与紧接在前的真实热成像图像X的比较,以评估模具3的内表面7的加热或冷却热处理的有效性。换言之,在这种情况下,参考热成像图像是先前已获取的模具3的内表面7的不同的真实热成像图像A或X。
代表根据本发明的方法的一个阶段的另一个可能的比较(例如获得差分热成像图像)是真实热成像图像A或X与先前循环的不同的真实热成像图像A或X之间的比较(时间上或多或少地远),例如该真实热成像图像是在执行先前的热处理以检查随时间可能存在的热漂移(即检查模具3的内表面7是否正在缓慢加热或冷却)之后获得的。
在不脱离本发明保护范围的情况下,此处所描述的实施例可以相互组合。
上述检查方法提供了几个优点。
首先,上述检查方法可以提高通过压铸过程制造的机械件2的平均质量:压铸件中的大部分缺陷(例如剥落、气孔、收缩和沉积物)是由模具3的内表面7中的不完美温度分布引起的或可能与其相关,并且上述检查方法能够确保在每个机械件2的制造过程中模具3的内表面7中的温度分布(铸造前,即闭合模具3前,铸造后,即机械件2从模具3中取出后)与最佳温度分布足够相似。
使用差分热成像图像C和Z可以更好地突出相应的热成像图像之间的任何差异(即使不是立即明显的),因此,它允许以更有效和更高效的方式检查通过压铸制造机械件2的过程。
此外,上述检查方法不会延长循环时间,因为真实热成像图像A和X的获取在几分之一秒内完全自动地发生。
最后,在许多情况下,上述检查方法的实施不会增加成本,因为热成像相机10通常已经设置在压铸机1中(例如以检查润滑过程),因此不需要添加任何额外的硬件。
- 铸造厂中模具的热成像检查
- 多色热成像方法及用于该方法中的热成像构件