一种扩散工艺中的自动扩散装置及其使用方法
文献发布时间:2023-06-19 13:48:08
【技术领域】
本发明涉及半导体闭管扩散技术领域,特别是涉及一种扩散工艺中的自动扩散装置及其使用方法。
【背景技术】
扩散工艺是半导体制造工艺中非常重要的工序之一,传统铟镓砷外延片都是通过有机气相外延沉积(Metal-organic Chemical Vapor Deposition简写:MOCVD)技术,在工艺制作过程需要通过各种掺杂在基底材料上生长铟镓砷吸收层和本征的磷化铟顶层,形成P型扩散区。
在扩散工艺中,外延片扩散的均匀性和一致性是扩散工艺的重要参数指标,传统闭管扩散工艺是将外延片和扩散源放入石英管内,抽真空后用氢-氧焰封石英管,将封好的石英管手动放入加热的炉体中进行扩散,人工计时,达到工艺扩散时间后,手动拉出并进行冷却,这种方法整个工艺过程几乎完全是人工手动控制,操作复杂,容易产生人为操作失误发生危险的可能,且人工计时的时间精确度无法保证,对每次冷却时间和冷却区域也无法达到精确控制,这样对外延片扩散的均一性和一致性都会产生很大影响。
鉴于此,克服该现有技术所存在的缺陷是本技术领域亟待解决的问题。
【发明内容】
本发明需要解决的技术问题是:
传统闭管扩散工艺是将外延片和扩散源放入石英管内,抽真空后用氢-氧焰封石英管从而形成封闭真空石英管,将封好的石英管手动放入加热的扩散炉中进行加热扩散,人工计时,达到工艺扩散时间后,手动拉出封闭真空石英管并进行冷却,这种方法整个工艺过程几乎完全是人工手动控制,操作复杂,容易产生人为操作失误发生危险的可能,且人工计时的时间精确度无法保证,对每次冷却时间和冷却位置也无法达到精确控制,这样对外延片扩散的均一性和一致性都会产生很大影响。
本发明通过如下技术方案达到上述目的:
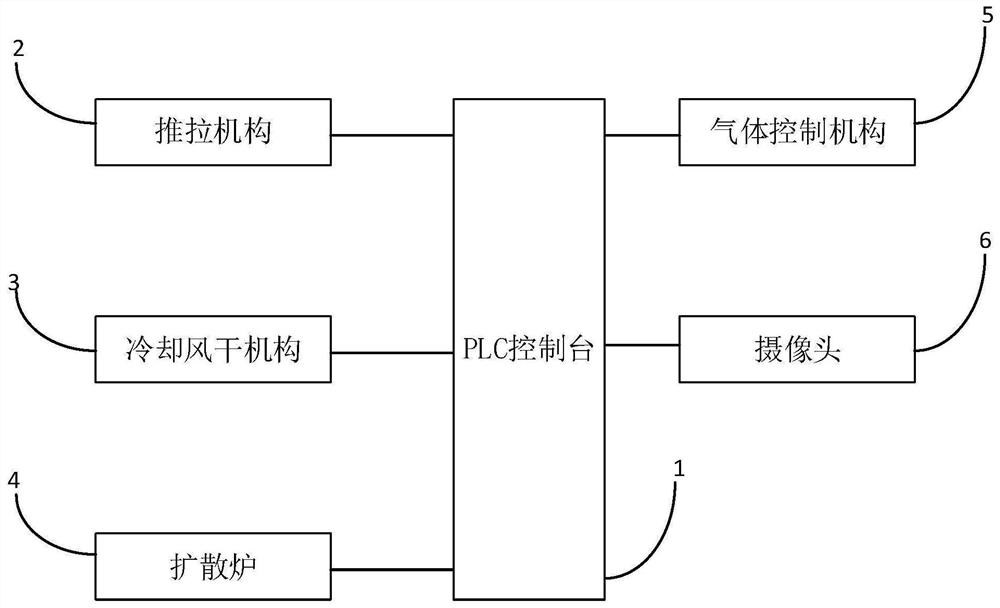
第一方面,本发明提供了一种扩散工艺中的自动扩散装置,所述自动扩散装置包括:PLC控制台1、推拉机构2、冷却风干机构3和扩散炉4;
所述PLC控制台1与所述推拉机构2、冷却风干机构3和扩散炉4电连接;
所述推拉机构2,根据PLC控制台1的指令将所述推拉机构2装载的封闭真空石英管25送入或者送出扩散炉4;
所述冷却风干机构3,根据PLC控制台1的指令对所述推拉机构2装载的封闭真空石英管25进行冷却和风干;
所述扩散炉4,根据PLC控制台1的指令对扩散炉4进行加热;
其中,初始状态时,所述冷却风干机构3位于所述推拉机构2和扩散炉4之间。
优选的,所述推拉机构2包括电机21、导轨22、L型石英杆23和载物台24;
所述电机21与所述导轨22连接,所述L型石英杆23的一端与所述导轨22连接,所述L型石英杆23的另一端与所述载物台24连接,所述载物台24用于承载封闭真空石英管25;
所述电机21用于驱动所述导轨22转动,从而带动所述L型石英杆23送入或者送出扩散炉4。
优选的,所述冷却风干机构3包括第一冷却风干装置31和二次风干装置32;
初始状态时,所述二次风干装置32位于所述第一冷却风干装置31和推拉机构2之间。
优选的,所述第一冷却风干装置31包括固定盘311、水冷管312和驱动机构313;
所述固定盘311包括弧形孔3111,所述水冷管312穿过所述弧形孔3111;
所述驱动机构313与所述固定盘311连接,所述水冷管312与所述驱动机构313连接,以便所述驱动机构313带动所述水冷管312沿着弧形孔3111的弧形路径运动或者沿着弧形孔3111的开口宽度方向运动。
优选的,所述第一冷却风干装置31还包括风干管314,所述风干管314与所述固定盘311连接,以便对送出扩散炉4的封闭真空石英管25进行风干。
优选的,所述扩散炉4包括加热炉体41和石英内管42,所述石英内管42位于所述加热炉体41内。
优选的,所述扩散炉4还包括温度传感器43,所述温度传感器43位于所述石英内管42的内部,用于实时检测所述扩散炉4中的温度,并将实时检测的温度上传至PLC控制台1。
优选的,所述自动扩散装置还包括气体控制机构5,所述气体控制机构5与所述PLC控制台1电连接,所述气体控制机构5与所述石英内管42机械连接,用于往石英内管42中注入惰性气体,以保证所述石英内管42的压力为正压。
优选的,所述自动扩散装置还包括摄像头6,所述摄像头6与所述PLC控制台1电连接,所述摄像头6用于获取推拉机构2装载的封闭真空石英管25的外观信息,并将所述外观信息传输至所述PLC控制台1。
第二方面,本发明还提供了一种扩散工艺中的自动扩散装置的使用方法,在所述PLC控制台1中输入各工艺参数,以便所述PLC控制台1根据所述工艺参数发送指令;
所述扩散炉4根据PLC控制台1的指令将所述扩散炉4内的温度升至预设阈值;
所述推拉机构2根据PLC控制台1的指令将所述推拉机构2装载的封闭真空石英管25送入扩散炉4进行加热;
所述推拉机构2根据PLC控制台1的指令将所述推拉机构2装载的封闭真空石英管25送出扩散炉4;
所述冷却风干机构3根据PLC控制台1的指令对送出扩散炉4的封闭真空石英管进行冷却和风干。
本发明的有益效果是:
本发中PLC控制台1、推拉机构2、冷却风干机构3和扩散炉4进行电连接,可以通过在PLC控制台1输入各工艺参数,然后根据工艺参数向推拉机构2、冷却风干机构3和扩散炉4发出各种指令,以达到自动控制整个扩散工艺的目的,由于整个工艺过程几乎完全是自动控制,操作简单,极大程度上避免了人为操作失误发生危险的可能,且自动计时的时间精确度极高保证,对每次冷却时间和冷却位置可以根据现场动态情况实时自动判断并精确控制,这样可以优化外延片扩散的均一性和一致性。
【附图说明】
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
图1是本发明实施例提供的一种扩散工艺中的自动扩散装置的架构图;
图2是本发明实施例提供的一种扩散工艺中的自动扩散装置的结构示意图;
图3是本发明实施例提供的一种扩散工艺中的自动扩散装置的结构示意图;
图4是本发明实施例提供的一种扩散工艺中的自动扩散装置的第一冷却风干装置的结构示意图;
图5是本发明实施例提供的一种扩散工艺中的自动扩散装置的驱动机构的结构示意图;
图6是本发明实施例提供的一种扩散工艺中的自动扩散装置的第一冷却风干装置的俯视图结构示意图;
图7是本发明实施例提供的一种扩散工艺中的自动扩散装置的PLC控制台获取的封闭真空石英管的外观示意图;
图8是本发明实施例提供的一种扩散工艺中的自动扩散装置的第一冷却风干装置位置和对应的喷口位置的结构示意图;
图9是本发明实施例提供的一种扩散工艺中的自动扩散装置的PLC控制台获取的封闭真空石英管的外观示意图;
图10是本发明实施例提供的一种扩散工艺中的自动扩散装置的第一冷却风干装置位置和对应的喷口位置的结构示意图;
图11是本发明实施例提供的一种扩散工艺中的自动扩散装置的PLC控制台获取的封闭真空石英管的外观示意图;
图12是本发明实施例提供的一种扩散工艺中的自动扩散装置的第一冷却风干装置位置和对应的喷口位置的结构示意图;
图13是本发明实施例提供的一种扩散工艺中的自动扩散装置的PLC控制台获取的封闭真空石英管的外观示意图;
图14是本发明实施例提供的一种扩散工艺中的自动扩散装置的第一冷却风干装置位置和对应的喷口位置的结构示意图;
图15是本发明实施例提供的一种扩散工艺中的自动扩散装置的风干管的结构示意图。
【具体实施方式】
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,术语“内”、“外”、“纵向”、“横向”、“上”、“下”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不应当理解为对本发明的限制。
此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
本发明实施例1提供了一种扩散工艺中的自动扩散装置,如图1-2所示,所述自动扩散装置包括:PLC控制台1、推拉机构2、冷却风干机构3和扩散炉4;所述PLC控制台1与所述推拉机构2、冷却风干机构3和扩散炉4电连接;所述推拉机构2,根据PLC控制台1的指令将所述推拉机构2装载的封闭真空石英管25送入或者送出扩散炉4。
PLC控制台1与所述推拉机构2电连接,所述推拉机构2根据PLC控制台1发出的指令自动做出相应的动作。所述PLC控制台1针对推拉机构2发出的指令包括推拉机构2将装载的封闭真空石英管25按照设置的速度(可以是匀速、也可以是加速度)送入扩散炉4、推拉机构2装载的封闭真空石英管25在扩散炉4中进行加热的时间、推拉机构2将装载的封闭真空石英管25按照设置的速度送出扩散炉4、推拉机构2装载的封闭真空石英管25在冷却风干机构3停留的时间等,其中,推拉机构2的运动速度由PLC控制台1进行控制,本实施例仅仅举例说明,对于PLC控制台1针对推拉机构2发出的指令的类型并不限于以上几种。
所述冷却风干机构3,根据PLC控制台1的指令对所述推拉机构2装载的封闭真空石英管进行冷却和风干。
PLC控制台1与所述冷却风干机构3电连接,所述冷却风干机构3根据PLC控制台1发出的指令自动做出相应的动作。所述PLC控制台1针对冷却风干机构3发出的指令包括冷却风干机构3的水冷时间、水流速度、水流大小、水冷管312位置、风干时间等,本实施例仅仅举例说明,PLC控制台1针对冷却风干机构3发出的指令的类型并不限于以上几种。
所述扩散炉4,根据PLC控制台1的指令对扩散炉4进行加热。
PLC控制台1与所述扩散炉4电连接,所述扩散炉4根据PLC控制台1发出的指令自动做出相应的动作。通过PLC控制台1对于扩散炉4的三段控温功能,将扩散炉4的温度按照设置的加热曲线进行加热,同时PLC控制台1针会实时监控扩散炉4中的温度,以便修改加热曲线,从而保证恒温区的温度在设定温度范围内稳定。
其中,初始状态时,所述冷却风干机构3位于所述推拉机构2和扩散炉4之间。
本实施例提供一种实际场景中可实现的方式,具体为:
如图3所示,所述推拉机构2包括电机21、导轨22、L型石英杆23和载物台24,所述L型石英杆23的一端与所述导轨22连接,所述L型石英杆23的另一端与所述载物台24连接,其中,所述载物台24用于承载封闭真空石英管25。所述电机21用于驱动所述导轨22转动,所述导轨22的转动会带动所述L型石英杆23沿着导轨22作往返运动,以便将推拉机构2装载的封闭真空石英管25送入或者送出扩散炉4。其中,所述封闭真空石英管25制作具体为:将外延片和扩散源放入石英管中,抽真空后用氢-氧焰封闭石英管,从而得到封闭真空石英管25。
所述扩散炉4包括加热炉体41、石英内管42、温度传感器43,所述自动扩散装置包括气体控制机构5,其中,所述石英内管42位于所述加热炉体41的腔体内部,所述加热炉体41的腔体内部可以为圆形或者方形等,加热炉体41的腔体内部为炉管、开口处为炉口,炉口处设置有第一炉门(图中未标注),石英内管42的中部存在恒温区,为封闭真空石英管25的扩散区(即封闭真空石英管25在恒温区进行加热扩散);所述温度传感器43位于所述石英内管42的内部,用于实时检测所述扩散炉4中的温度,并将所述实时检测的温度上传至PLC控制台1,从而方便PLC控制台1调整扩散炉4的温度;所述气体控制机构5连接在石英内管42的尾部,用于往石英内管42内通入惰性气体,其中,惰性气体具体可以为氮气,往石英内管42内通入惰性气体是为了保证石英内管42保持微正压,防止杂质或者其他气体进入石英内管42。
所述冷却风干机构3包括第一冷却风干装置31和二次风干装置32,其中,为了方便封闭真空石英管25送入或者送出扩散炉4,冷却风干机构3与石英内管42的水平中心线重合,第一冷却风干装置31对送出扩散炉4的封闭真空石英管25进行水冷和风干(此处的风干具体为吹出高流量气体以达到风干的目的),二次风干装置32是对经过第一冷却风干装置31水冷和风干后的封闭真空石英管25进行二次风干,其中,二次风干装置32可以由风扇组成,主要目的是为了吹干石英管和其他动作机构的残余的水份。
为了优化推拉机构2的运动方式,如图3所示,所述推拉机构2包括电机21、导轨22、L型石英杆23和载物台24,所述电机21与所述导轨22连接;所述L型石英杆23的一端与所述导轨22连接,所述L型石英杆23的另一端与所述载物台24连接,所述载物台24用于承载封闭真空石英管25;所述电机21用于驱动所述导轨22转动,从而带动所述L型石英杆23送入或者送出扩散炉4。
所述推拉机构2包括电机21、导轨22、L型石英杆23和载物台24,所述L型石英杆23的一端与所述导轨22连接,所述L型石英杆23的另一端与所述载物台24连接,其中,所述载物台24用于承载封闭真空石英管25。所述电机21用于驱动所述导轨22转动,所述导轨22的转动会带动所述L型石英杆23沿着导轨22作往返运动,以便将推拉机构2装载的封闭真空石英管25送入或者送出扩散炉4。
其中,所述导轨22为具有外螺纹的导轨22,所述L型石英杆23中与导轨22连接的一端设置有与导轨22的外螺纹配合的内螺纹,当电机21转动时,电机21会带动所述导轨22转动,由于L型石英杆23设置有与导轨22外螺纹配合的内螺纹,因此导轨22的转动会带动所述L型石英杆23沿着导轨22作往返运动。
为了进一步优化冷却风干机构3,如图3所示,所述冷却风干机构3包括第一冷却风干装置31和二次风干装置32;初始状态时,所述二次风干装置32位于所述第一冷却风干装置31和推拉机构2之间。
具体为:所述冷却风干机构3包括第一冷却风干装置31和二次风干装置32,其中,为了方便封闭真空石英管25送入或者送出扩散炉4,冷却风干机构3与石英内管42的水平中心线重合,第一冷却风干装置31对送出扩散炉4的封闭真空石英管25进行水冷和风干(此处的风干具体为吹出高流量气体以达到风干的目的),二次风干装置32是对经过第一冷却风干装置31水冷和风干后的封闭真空石英管25进行二次风干,其中,二次风干装置32可以由风扇组成,主要目的是为了吹干残余的水份。
实际应用场景中,由于封闭真空石英管25的外观不同会造成封闭真空石英管25的冷却位置的优先级不同,那么就需要按照封闭真空石英管25的外观自动调整水冷管312的位置。
如图4所示,所述第一冷却风干装置31包括固定盘311、水冷管312和驱动机构313;
所述固定盘311包括弧形孔3111,所述水冷管312穿过所述弧形孔3111;
所述固定盘311的形状可以为圆形和方形等,所述弧形孔3111的数量至少为2个,所述水冷管312的数量与所述弧形孔3111的数量相匹配;所述水冷管312穿过弧形孔3111,其中水冷管312穿过弧形孔3111后,水冷管312的喷口朝下,以便对送出扩散炉4的封闭真空石英管25进行水冷。所述水冷管312的直径小于所述弧形孔3111的开口宽度,以便水冷管312可以在弧形孔3111中沿着弧形路径运动或者沿着弧形孔3111的开口宽度方向运动。
所述驱动机构313与所述固定盘311连接,所述水冷管312与所述驱动机构313连接,以便所述驱动机构313带动所述水冷管312沿着弧形孔3111的弧形路径运动或者沿着弧形孔3111的开口宽度方向运动。
如图5所示,所述驱动机构313包括第一电机3131、转盘3132、第二电机3133和推拉杆3134,所述第一电机3131的底座与固定盘311固定连接,所述第一电机3131的驱动端与转盘3132连接,以便所述第一电机3131带动转盘3132转动,所述转盘3132与第二电机3133连接,以便转盘3132的转动带动所述第二电机3133转动,从而使水冷管312沿着弧形孔3111的弧形路径运动,所述第二电机3133的驱动端与推拉杆3134连接,所述推拉杆3134的自由端与所述水冷管312连接,以便所述第二电机3133驱动推拉杆3134带动水冷管312沿着弧形孔3111的开口宽度方向运动(即第二电机3133驱动推拉杆3134带动水冷管312在推拉杆3134上作往返运动)。其中,所述驱动机构313的数量与水冷管312的数量和弧形孔3111的数量相匹配。
为了方便PLC控制台1根据封闭真空石英管25的外观自动调整水冷管312的位置,如图1和图3所示,所述自动扩散装置还包括摄像头6,所述摄像头6与所述PLC控制台1电连接,所述摄像头6用于获取推拉机构2装载的封闭真空石英管25的外观信息,并将所述外观信息传输至所述PLC控制台1。其中,摄像头6可以设置在第一冷却风干装置31,也可以设置在二次风干装置32上,主要目的是为了采集封闭真空石英管25的外观信息,然后将采集的封闭真空石英管25的外观信息发送至PLC控制台1,PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管312的位置。因此摄像头6的位置可以根据实际需求进行设置,只要可以采集封闭真空石英管25的外观信息的位置均在本发明的保护范围内。
本实施例提供一种实际场景中可实现的方式,具体为:
假设本实施例中第一冷却风干装置31的固定盘311的形状为圆形,所述固定盘311上的弧形孔3111个数为4个,相应的水冷管312和驱动机构313的数量也为4个,四个弧形孔分别为第一弧形孔、第二弧形孔、第三弧形孔和第四弧形孔,与第一弧形孔匹配的为第一水冷管3121和第一驱动机构3135,与第二弧形孔匹配的为第二水冷管3122和第二驱动机构3136,与第三弧形孔匹配的为第三水冷管3123和第三驱动机构3137,与第四弧形孔匹配的为第四水冷管3124和第四驱动机构3138。第一冷却风干装置31的初始状态如图6所示,PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置。
情况一:摄像头6采集到的封闭真空石英管25的外观信息如图7所示,所述PLC控制台1根据采集到的封闭真空石英管25的外观信息判断不需要调整水冷管的位置,图8的上方的图为水冷管在固定盘311的位置、图8的下方的图为在情况一下对应的封闭真空石英管25的喷淋位置的最终状态。
情况二:摄像头6采集到的封闭真空石英管25的外观信息如图9所示,所述PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置,具体为:初始位置状态时水冷管在固定盘311的位置和水冷管在情况二下喷水位置如图10的1a所示,PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置时,第一驱动机构3135带动第一水冷管3121从初始位置朝着靠近圆盘圆心的方向运动对应距离到达指定位置(即驱动机构313带动所述水冷管沿着弧形孔3111的开口宽度方向运动),图10的1b为调整水冷管位置之后,水冷管在固定盘311的位置和情况二下对应的封闭真空石英管25的喷淋位置的最终状态。
情况三:摄像头6采集到的封闭真空石英管25的外观信息如图11所示,所述PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置,具体为:初始位置状态时水冷管在固定盘311的位置和水冷管在情况三下喷水位置如图12的2a所示,PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置时,第一驱动机构3135带动第一水冷管3121从初始位置朝着靠近圆盘圆心的方向运动相应距离到达指定位置,第二驱动机构3136带动第二水冷管3122从初始位置朝着靠近圆盘圆心的方向运动相应距离达到指定位置;第三驱动机构3137带动第三水冷管3123从初始位置朝着靠近圆盘圆心的方向运动相应距离达到指定位置;第四驱动机构3138带动第四水冷管3124从初始位置朝着靠近圆盘圆心的方向运动相应距离达到指定位置,此处所说的朝着靠近圆盘圆心的方向运动即为驱动机构带动所述水冷管沿着弧形孔3111的开口宽度方向运动,图10的2b为调整水冷管位置之后,水冷管在固定盘311的位置和情况三下对应的封闭真空石英管25的喷淋位置的最终状态。
情况四:摄像头6采集到的封闭真空石英管25的外观信息如图13所示,所述PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置,具体为:初始位置状态时水冷管在固定盘311的位置和水冷管在情况四下喷水位置如图14的3a所示,PLC控制台1根据采集到的封闭真空石英管25的外观信息自动调整各水冷管的位置时,第一驱动机构3135带动第一水冷管3121从初始位置朝着靠近圆盘圆心的方向运动相应距离之后,第一驱动机构3135带动第一水冷管3121沿着弧形孔3111的弧形路径逆时针运动相应距离达到指定位置;第二驱动机构3136带动第二水冷管3122从初始位置朝着靠近圆盘圆心的方向运动相应距离达到指定位置,第三驱动机构3137带动第三水冷管3123从初始位置朝着靠近圆盘圆心的方向运动相应距离后,第三驱动机构3137带动第三水冷管3123沿着弧形孔3111的弧形路径顺时针针运动相应距离达到指定位置,图14的3b为调整水冷管位置之后,水冷管在固定盘311的位置和情况四下对应的封闭真空石英管25的喷淋位置的最终状态。
为了便于PLC控制台1监测相应的水冷管312是否已经运动到指定位置,可以在适合的位置处安装对应的位置传感器,用以将水冷管312的位置传送给PLC控制台1,以便PLC控制台1对水冷管312的位置作出相应的调整。
为了便于将经过水冷后的封闭真空石英管25表面的水分风干,如图15所示,所述第一冷却风干装置31还包括风干管314,所述风干管314与所述固定盘311连接,以便对送出扩散炉4的封闭真空石英管25进行风干。所述风干管314用于吹出高流量气体,该气体可以为氮气,也可以为空气等,在此不一一赘述。
具体可以为:如图2-4所示,PLC控制台1控制推拉机构2将装载的封闭真空石英管25送出扩散炉4之后,启动冷却风干机构3,第一冷却风干装置31的水冷管312的喷口喷洒去离子水对送出扩散炉4的封闭真空石英管25进行水冷,一段时间后,关闭去离子水,启动高流量氮气吹干封闭真空石英管25和其他部件的水滴,其中高流量氮气由风干管314吹出,一段时间后关闭氮气,将推拉机构2装载的封闭真空石英管25移至二次风干装置32,二次风干装置32是对经过第一冷却风干装置31水冷和风干后的封闭真空石英管25进行二次风干,其中,二次风干装置32可以由风扇组成,主要目的是为了吹干残余的水份。二次风干装置32将L型石英杆23和推拉机构2上装载的封闭真空石英管25吹干之后,将设备复位,完成扩散,工艺结束。
为了便于PLC控制实时获取扩散炉4中的温度,以便PLC控制台1调整扩散炉4的温度;如图3所示,扩散炉4还包括温度传感器43,所述温度传感器43位于所述石英内管42的内部,用于实时检测所述扩散炉4中的温度,并将所述实时检测的温度上传至PLC控制台1。通过PLC控制台1对于扩散炉4的三段控温功能,将扩散炉4的温度按照设置的加热曲线进行加热,同时PLC控制台1针会利用温度传感器43实时监控扩散炉4中的温度,以便修改加热曲线,从而保证恒温区在设定温度范围内保持温度稳定。
为了防止杂质或其他气体进入石英内管42,如图1-2所示,所述自动扩散装置还包括气体控制机构5,所述气体控制机构5与所述PLC控制台1电连接,所述气体控制机构5与所述石英内管42机械连接,用于往石英内管42中注入惰性气体,以保证所述石英内管42的压力为正压。所述惰性气体具体可以为氮气等其他气体。
为了方便PLC控制台1根据封闭真空石英管25的温度自动调整各水冷管312的位置,从而保证外延片扩散的均一性和一致性,本实施例还可以包括红外热成像仪,所述红外热成像仪主要是用于采集送出扩散炉4的封闭真空石英管25的温度,所述红外热成像仪将采集的温度传输至PLC控制台1之后,所述PLC控制台1根据封闭真空石英管25的温度高低自动调整各水冷管312的位置,如:可以调整各水冷管312的位置以便优先冷却封闭真空石英管25中温度较高的区域。其中,红外热成像仪的安装位置可以根据实际需求进行调整。
基于实施例1提供的一种扩散工艺中的自动扩散装置,本实施例还提供一种扩散工艺中的自动扩散装置的使用方法,其特征在于,在所述PLC控制台中输入各工艺参数,以便所述PLC控制台根据所述工艺参数发送指令;所述扩散炉根据PLC控制台的指令将所述扩散炉内的温度升至预设阈值;所述推拉机构根据PLC控制台的指令将所述推拉机构装载的封闭真空石英管送入扩散炉进行加热;所述推拉机构根据PLC控制台的指令将所述推拉机构装载的封闭真空石英管送出扩散炉;所述冷却风干机构根据PLC控制台的指令对送出扩散炉的封闭真空石英管进行冷却和风干。
本实施例提供一种实际场景中可实现的方式,具体为:
步骤1:首先通过PLC控制台1设置扩散炉4的预设温度,该预设温度为封闭真空石英管25扩散所需的温度,如450~550℃。
步骤2:自动开启气体控制机构5,通过气体控制机构5向石英内管42中输入小流量氮气,以保证石英内管42为微正压状态。
步骤3:一段时间后,温度传感器43探测扩散炉4的温度稳定至封闭真空石英管25扩散所需的温度。
步骤4:通过PLC控制台1设置封闭真空石英管25扩散所需的时间、冷却时间等工艺参数。
步骤5:自动扩散装置打开第一炉门,PLC控制台1控制推拉机构2将装载的封闭真空石英管25按照设置的速度送入扩散炉4的恒温区。
步骤6:PLC控制台1自动计时,当计时结束后(即到达封闭真空石英管25扩散所需的时间),推拉机构2将装载的封闭真空石英管25按照设置的速度送出扩散炉4。
步骤7:PLC控制台1控制推拉机构2将装载的封闭真空石英管25送出扩散炉4之后,启动冷却风干机构3,第一冷却风干装置31的水冷管312的喷口(PLC根据采集石英管外观和温度变化信息实时调整)喷洒去离子水对送出扩散炉4的封闭真空石英管25进行水冷,一段时间后,关闭去离子水,启动高流量氮气吹干封闭真空石英管25和其他部件的水滴,其中高流量氮气由风干管314吹出,一段时间后关闭氮气,将推拉机构2装载的封闭真空石英管25移至二次风干装置32,二次风干装置32是对经过第一冷却风干装置31水冷和风干后的封闭真空石英管25进行二次风干,其中,二次风干装置32可以由风扇组成,主要目的是为了吹干残余的水份。二次风干装置32将L型石英杆23和推拉机构2上装载的封闭真空石英管25吹干之后,将设备复位,完成扩散,工艺结束。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。