单片式外延炉用承托硅外延片的支撑件及单片式外延炉
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及外延技术领域,尤其涉及一种单片式外延炉用承托硅外延片的支撑件及单片式外延炉。
背景技术
用于生产硅外延片的外延炉包括单片式和多片式两种。由于多片式外延炉容量大,生产效率高,因此早期国内外延厂家大多采用多片式外延炉。但是,随着半导体行业的发展,市场对硅外延片的质量的要求越来越高,采用多片式外延炉生产的外延片的质量已经无法满足行业对外延片质量的要求。随着单片式外延炉技术的不断发展,单片式外延炉生产的外延片的质量远远超过多片式外延炉,单片式外延炉已开始占据较大的市场。
然而,单片式外延炉在生长5寸或6寸的外延片时,其外延一致性较差,从而影响外延片的整体性能。如何在生长5寸或6寸的外延片时提高其一致性,成为目前亟需解决的技术问题。
发明内容
本发明实施例提供了一种单片式外延炉用承托硅外延片的支撑件及单片式外延炉,以解决目前的单片式外延炉在生长5寸或6寸的外延片时一致性较差的问题。
第一方面,本发明实施例提供了一种单片式外延炉用承托硅外延片的支撑件,支撑件的上表面设有一凹陷的载片区,载片区为优弧弓形,与待外延的硅片的形状相适配,用于放置待外延的硅片,且支撑件的载片区上设有多个贯穿支撑件上下表面的吸气孔,吸气孔用于通过气道与真空系统连接、以将待外延的硅片吸附在支撑件上。
在一种可能的实现方式中,优弧弓形的直径为127mm-159mm,弦长为49mm-60mm,用于适配5寸或6寸的硅外延片。
在一种可能的实现方式中,支撑件为圆柱形,且优弧弓形的载片区的圆心与支撑件的圆心重合。
在一种可能的实现方式中,载片区内设有2个以上吸气孔,且吸气孔均布在载片区上。
在一种可能的实现方式中,载片区上设有3个吸气孔,且3个吸气孔的连线形成等边三角形。
在一种可能的实现方式中,优弧弓形的弦与3个吸气孔中的其中2个吸气孔的连线平行。
在一种可能的实现方式中,3个吸气孔所在圆的直径比优弧弓形的载片区的直径小35-45mm。
在一种可能的实现方式中,支撑件的直径为240-260mm,厚度为2-2.5mm,载片区的凹陷深度为1-1.1mm。
在一种可能的实现方式中,载片区与支撑件的连接处为垂直的台阶。
第二方面,本发明实施例提供了一种单片式外延炉,包括第一方面的任一项的支撑件。
本发明实施例提供一种单片式外延炉用承托硅外延片的支撑件及单片式外延炉,通过对单片式外延炉中的支撑件进行改进,在支撑件的上表面设置一凹陷的载片区,且将载片区设置为优弧弓形可以与待放置的外延片相匹配,通过在支撑件的载片区内设置的吸气孔,即可将待外延的硅片固定在支撑件上。从而可以减小待外延硅片在外延时在主参考面位置的凹陷,减少了对待外延硅片在主参考位置的厚度和电阻率异常的问题,提高了待外延硅片的一致性,提高了外延片的质量。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
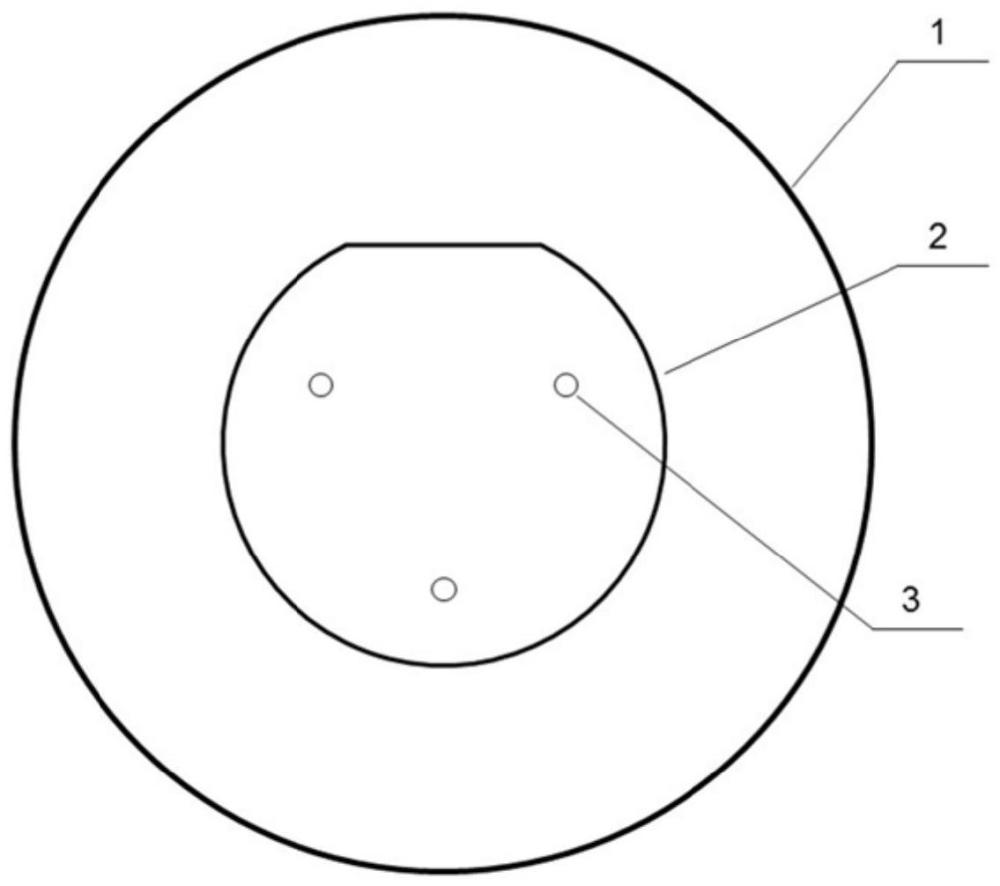
图1是本发明实施例提供的单片式外延炉用承托硅外延片的支撑件的俯视图;
图2是本发明实施例提供的单片式外延炉用承托硅外延片的支撑件的经过吸气孔的剖视图;
图3是本发明实施例提供的单片式外延炉用承托硅外延片的支撑件承托硅片时的结构示意图。
具体实施方式
以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、技术之类的具体细节,以便透彻理解本发明实施例。然而,本领域的技术人员应当清楚,在没有这些具体细节的其它实施例中也可以实现本发明。在其它情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本发明的描述。
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图通过具体实施例来进行说明。
正如背景技术中所描述的,随着半导体行业的发展,市场对硅外延片的质量要求越来越高,而多片式外延炉已无法满足行业的要求。目前,单片式外延炉在生产外延片时,各个尺寸产品使用的硅片支撑件都是圆形载片区。这种设计下8寸硅片可以完整的覆盖载片区。
发明人通过对很多的采用目前单片式外延炉制备的5寸或6寸硅外延片进行测试时,发现5寸或6寸硅外延片在主参考面的厚度偏高、电阻率偏低,整体一致性较差。在经过分析后,发现是由于5寸和6寸硅片放置在现有的圆形载片区上时,其主参考面存在缺口,因此放置硅片后载片区会有弓形凹陷。而由于这种凹陷的存在会导致外延片主参考面部分厚度偏高,电阻率偏低,影响外延片整体一致性。
部分厂家会通过更改外延炉气路结构的方法来改变沉积过程中的流场以避免出现这种现象。但是这种方法需要修改外延炉的硬件设置,成本高、难度大,而且会带来其他的隐患。而如何采用较简便的方法提高外延片的一致性,成为目前亟需解决的问题。
为了解决现有技术问题,本发明实施例提供了一种单片式外延炉用承托硅外延片的支撑件及单片式外延炉。下面首先对本发明实施例所提供的单片式外延炉用承托硅外延片的支撑件进行介绍。
一种单片式外延炉用承托硅外延片的支撑件,该支撑件的上表面上设有一凹陷的载片区。该载片区为优弧弓形,与待外延的硅片的形状相适配,用于放置待外延的硅片。且为了能够将待外延的硅片真空吸附,在支撑件的载片区上设有多个贯穿支撑件的上下表面的吸气孔,吸气孔用于通过气道与真空系统连接,将待外延的硅片吸附在支撑件上。
通过在支撑件上设置与待外延硅片形状相适配的载片区,从而可以保证待外延硅片在外延后各个部位的厚度与电阻率的均匀分布,很大程度的改善外延片的产品质量,相对改变外延炉的硬件设置来说,工艺简单,成本低。
在一些实施例中,为了适配5寸或6寸的硅外延片,可将优弧弓形的直径设置为127mm-159mm,弦长设置为49mm-60mm。
在此实施例中,在承载5寸的硅外延片,可将优弧弓形的直径设置为129mm,弧长设置为50mm。
在此实施例中,在承载6寸的硅外延片,可将优弧弓形的直径设置为155mm,弧长设置为60mm。
在一些实施例中,可将支撑件的整体形状设置为圆柱形,支撑件的主视图和左视图均为长方形,其俯视图为圆形。
在此实施例中,可将载片区的圆心与支撑件的圆心设为重合的同心圆,保证支撑件整体的平衡性。
在一些实施例中,载片区内设有2个以上吸气孔,且吸气孔均布在载片区上。
在此实施例中,为了能够对待外延硅片有效的固定,可在载片区内设有3个吸气孔,且将3个吸气孔位于同一个圆心的圆弧上。还可将优弧弓形的载片区的圆心与3个吸气孔的圆心重合。
具体的,3个吸气孔在载片区上的具体位置可以为3个吸气孔的连线形成等边三角形。
示例性的,每个吸气孔的直径可以设置为2mm。
具体的,3个吸气孔位于的圆弧的直径比优弧弓形的直径小35-45mm。
在此实施例中,优弧弓形的弦与3个吸气孔中的其中2个吸气孔的连线平行,且远离该优弧弓形的圆心。
在一些实施例中,载片区和支撑件的底面在一个平面。支撑件的直径可以为240-260mm,厚度可以为2-2.5mm,载片区的凹陷深1-1.1mm。
在此实施例中,为了保证主参考面的厚度及电阻率的一致性,可将载片区与支撑件的连接处为垂直的台阶,出垂直的台阶外,其余的面均为平面。
本发明提供的单片式外延炉用承托硅外延片的支撑件,通过对单片式外延炉中的支撑件进行改进,在支撑件的上表面设置一凹陷的载片区,且将载片区设置为优弧弓形可以与待放置的外延片相匹配,通过在支撑件的载片区内设置的吸气孔,即可将待外延的硅片固定在支撑件上。从而可以减小待外延硅片在外延时在主参考面位置的凹陷,减少了对待外延硅片在主参考位置的厚度和电阻率异常的问题,提高了待外延硅片的一致性,提高了外延片的质量。
通过设置优弧弓形的载片区,减少了承托5寸或6寸硅片时出现的主参考面位置的凹陷,以一种简单并且低成本的方法,减小了单片炉生产的5寸或6寸硅外延片主参考面位置存在的厚度和电阻率数值异常,极大地提高了外延片的一致性,改善了产品质量。
以下,提供两种具体尺寸的支撑件。
请一并参照图1至图3所示,该支撑件1可用于支撑5寸硅外延片,具体的结构如下:
支撑件1的上表面设有一凹陷的载片区2,载片区为优弧弓形,与待外延的硅片4的形状相适配,用于放置待外延的硅片4。且载片区2上设有3个贯穿载片区上下表面的吸气孔3,吸气孔3用于通过气道与真空系统连接,将待外延的硅片4吸附在支撑件1上。
支撑件1为圆柱形,直径为250mm,厚度为2.5mm,该支撑件1的材质为石墨,表面包覆有厚度5μm的碳化硅涂层。
载片区2为优弧弓形,其直径为129mm,弦长50mm,载片区2厚度为1.5mm,从图2中的剖面图可以看出,载片区2与支撑件1连接处为垂直的台阶。载片区2上的三个吸气孔所在的圆弧的直径为89mm,吸气孔的直径为2mm,优弧弓形弦的位置与任取两个吸气孔的连线平行,位于背离圆心的方向。
通过设置优弧弓形的载片区,减少了承托5寸硅片时出现的主参考面位置的凹陷,以一种简单并且低成本的方法,减小了单片炉生产的5寸或6寸硅外延片主参考面位置存在的厚度和电阻率数值异常,极大地提高了外延片的一致性,改善了产品质量。
请一并参照图1至图3所示,该支撑件1可用于支撑6寸硅外延片,具体的结构如下:
支撑件1的上表面设有一凹陷的载片区2,载片区为优弧弓形,与待外延的硅片4的形状相适配,用于放置待外延的硅片4。且载片区2上设有3个贯穿载片区上下表面的吸气孔3,吸气孔3用于通过气道与真空系统连接,将待外延的硅片4吸附在支撑件1上。
支撑件1为圆柱形,直径为250mm,厚度为3mm,该支撑件1的材质为石墨,表面包覆有厚度5μm的碳化硅涂层。
载片区2为优弧弓形,其直径为155mm,弦长60mm,载片区2厚度为1.9mm,从图2中的剖面图可以看出,载片区2与支撑件1连接处为垂直的台阶。载片区2上的三个吸气孔所在的圆弧的直径为115mm,吸气孔的直径为2mm,优弧弓形弦的位置与任取两个吸气孔的连线平行,位于背离圆心的方向。
通过设置优弧弓形的载片区,减少了承托6寸硅片时出现的主参考面位置的凹陷,以一种简单并且低成本的方法,减小了单片炉生产的5寸或6寸硅外延片主参考面位置存在的厚度和电阻率数值异常,极大地提高了外延片的一致性,改善了产品质量。
此外,本发明还提供了一种单片式外延炉,该外延炉包括一支撑件,该支撑件的上表面设有一凹陷的载片区,载片区为优弧弓形,与待外延的硅片的形状相适配,用于放置待外延的硅片,且支撑件的载片区上设有多个贯穿支撑件上下表面的吸气孔,吸气孔用于通过气道与真空系统连接,将待外延的硅片吸附在支撑件上。
在一种可能的实现方式中,优弧弓形的直径为127mm-159mm,弦长为49mm-60mm,用于适配5寸或6寸的硅外延片。
在一种可能的实现方式中,支撑件的主视图和左视图均为长方形,其俯视图为圆形,且支撑件的圆心与载片区的圆心重合。
在一种可能的实现方式中,载片区内设有3个吸气孔,3个吸气孔位于同一个圆心的圆弧上,且载片区的圆心与3个吸气孔的圆心重合。
在一种可能的实现方式中,3个吸气孔的连线形成等边三角形。
在一种可能的实现方式中,优弧弓形的弦与3个吸气孔中的其中2个吸气孔的连线平行。
在一种可能的实现方式中,3个吸气孔位于的圆弧的直径比优弧弓形的直径小35-45mm。
在一种可能的实现方式中,支撑件的直径为240-260mm,厚度为2-2.5mm,支撑件的厚度比载片区的厚度多1-1.1mm。
在一种可能的实现方式中,载片区与支撑件的连接处为垂直的台阶。
应理解,上述实施例中各步骤的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
以上所述实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。