窗框组装机
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及一种金属窗的生产加工装置,尤其涉及一种用于将金属窗的型材组装成窗框的装置。
背景技术
目前,在金属窗的生产加工中,将金属窗的型材组装成窗框通常都是人工操作的。例如在生产铝窗时,工人需拿起装有角码的一侧铝料一,并且需要注意角码不能脱落,然后拿起另一侧的铝料二,把另一侧的铝料二的一端与第一条铝料一上的角码配合插入,接着再重复把另一端的铝料二拿起配合到第一条铝料一的另一端角码上;最后再拿起一条装有角码的铝料一,把该铝料一的角码插入到两侧两条铝料二的端部位置。
整体来说,这种人工操作的组装窗框的方法需要较长的组装时间,组装效率低,如果要组装大尺寸窗框时,还需要多个工人配合才能完成。这样无疑增加了工作量,难以提高生产效率,间接增加了时间成本和生产成本。
发明内容
本发明要解决的技术问题在于提供一种窗框组装机,能自动将金属窗的型材组装成窗框。
本发明解决上述技术问题采用的技术方案是,设计一种窗框组装机,包括:用于将型材一沿纵向运送的型材一运送装置、用于将型材二沿横向运送的型材二运送装置、前后两套用于带动型材一移动的型材一移动装置、用于带动型材二移动的型材二移动装置、用于从第二型材运送装置拿取型材二并送至所述型材二移动装置上的型材二拿取装置;
每套型材一移动装置包括:安装在第一底板上并位于所述型材一运送装置两侧的左右两个型材一推动装置和左右两个用于夹紧或松开型材一的第一夹料机构、用于带动所述第一底板前后移动的型材一横移装置、用于带动所述第一底板上下移动的型材一竖移装置;所述型材一推动装置设有由第一电机带动左右移动的用于推动型材一端部的限位块;
所述型材二移动装置设在前后两套型材一移动装置之间,包括:左右两个第二电机、左右两个用于夹紧或松开型材二的第二夹料机构;该两个第二夹料机构分别设在所述型材一运送装置的左右两侧并分别由左右两个第二电机带动左右移动。
所述型材一运送装置包括:第一运送电机、由该第一运送电机驱动转动的左右两个第一同步轮、分别与该两个第一同步轮连接且沿纵向设置的左右两条第一传送带、设在所述第一传送带上用于承载和限位型材的第一模块。
所述型材二运送装置包括:第二运送电机、由该第二运送电机驱动转动的前后两个第二同步轮、分别与该两个第二同步轮连接且沿横向设置的前后两条第二传送带、设在所述第二传送带上用于承载和限位型材的第二模块。
进一步地,所述型材二运送装置还包括用于把型材二的两端推平齐的整形装置;该整形装置包括:整形电机、由该整形电机驱动转动的纵向设置的整形丝杆、分别与该整形丝杆两侧套接的螺母座固定连接且位于所述第二传送带两侧的两个整形支架、安装在所述整形支架上的整形气缸以及安装在该整形气缸上的推块;所述整形丝杆两侧的螺纹反向设置,每个整形支架上各安装有两个整形气缸和两个推块,两个整形支架上的各两个推块相对设置。
所述型材二拿取装置包括:取料电机、由该取料电机驱动转动的连接转轴、可左右滑动地安装在一取料支架上的滑板、安装在该滑板下方的取料夹手机构;所述连接转轴与滑板连接并带动该滑板左右滑动;
所述取料夹手机构包括:左右两个取料气缸、安装在所述取料气缸下方的夹手气缸和由该夹手气缸控制执行夹紧或松开动作的取料夹手;每个取料气缸下方各安装有前后两个夹手气缸,每个夹手气缸下方各安装有一组取料夹手,所述取料气缸带动夹手气缸及其取料夹手上下移动。
进一步地,所述型材一推动装置还包括:由所述第一电机驱动转动的第一横向丝杆、固定连接于所述第一底板上方的第一横向导轴、滑动套接于该第一横向导轴并与所述第一横向丝杆的螺母座固定连接的第一固定板;所述限位块固定连接于该第一固定板的上部,所述第一电机驱动第一横向丝杆转动从而带动所述第一固定板及限位块沿所述第一横向导轴横向移动。
所述型材一竖移装置包括:第二底板、支撑于该第二底板底面的若干支撑杆、与该支撑杆底部固定连接的支撑底板、设在该支撑底板下方的第一竖移气缸、设在该第一竖移气缸下方的第二竖移气缸;所述第一底板安装在该第二底板的上方,所述支撑底板固定在第一竖移气缸的推杆上,该第一竖移气缸固定在第二竖移气缸的推杆上。
所述型材一横移装置包括:固定安装于所述第二底板下方的横移电机和前后两块固定块、安装在该两块固定块之间并由该横移电机驱动转动的纵向丝杆、套接于所述纵向丝杆并与该纵向丝杆的螺母座固定连接的连接块、固定于所述第二底板顶面的左右两条纵向滑轨;所述第一底板滑动安装于该两条纵向滑轨上,所述第二底板中部开设有一纵向通槽,所述连接块穿过该纵向通槽并与该第一底板中部固定连接,所述横移电机驱动纵向丝杆转动从而带动该连接块以及第一底板沿纵向滑轨纵向移动。
所述第一夹料机构固定安装于所述第一底板上方,包括第一夹料气缸以及由该第一夹料气缸控制执行夹紧或松开动作的第一夹手,该第一夹手设在第一夹料气缸上方。
进一步地,所述型材二移动装置还包括:第三底板、由所述第二电机驱动转动的第二横向丝杆、固定连接于所述第三底板上方的第二横向导轴、滑动套接于该第二横向导轴并与所述第二横向丝杆的螺母座固定连接的第二固定板;
所述第二夹料机构固定连接于所述第二固定板上,包括:第二夹料气缸以及由该第二夹料气缸控制执行夹紧或松开动作的第二夹手,该第二夹手设在第二夹料气缸上方;
所述第二电机驱动第二横向丝杆转动从而带动所述第二固定板及第二夹料机构在所述第二横向导轴的导向下横向移动。
同现有技术相比较,本发明的窗框组装机通过两个型材运送装置分别运送窗框的两对型材,然后通过型材一移动装置和型材二移动装置将该两对型材组装成窗框,整个过程可以实现自动化,大大节省了组装时间,提升了生产效率,而且可以组装不同尺寸的窗框,方便快捷,易于操作。
附图说明
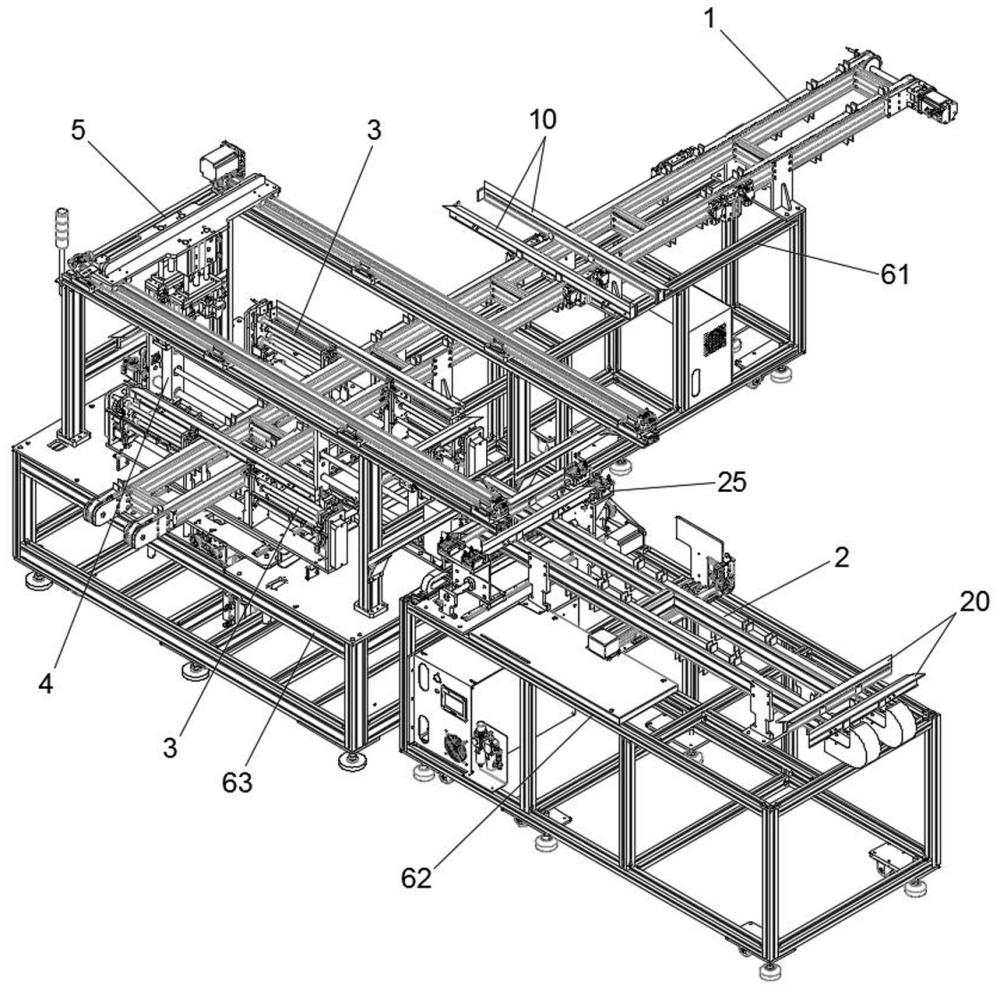
图1为本发明窗框组装机的整机示意图;
图2为所述型材一运送装置的示意图;
图3为所述型材二运送装置的示意图;
图4为所述整形装置的示意图;
图5为所述型材一移动装置、型材二移动装置和型材二拿取装置的组装示意图;
图6为所述型材二拿取装置的示意图;
图7为所述取料夹手机构的示意图;
图8为所述型材一移动装置从上部看的示意图;
图9为所述型材一移动装置从下部看的示意图;
图10为所述型材一推动装置的示意图;
图11为所述第一夹料机构的示意图;
图12为所述型材一横移装置的示意图;
图13为所述型材二移动装置的示意图;
图14为所述第二夹料机构的示意图。
实施方式
以下结合附图所示之实施例作进一步详述。
本发明的窗框组装机可用于将两对型材,例如两条型材一10和两条型材二20组装成一个窗框,其中,型材一10的两端装有用于与型材二20的端部插接的角码30。如图1所示,本发明的窗框组装机包括:用于将型材一10沿纵向运送的型材一运送装置1、用于将型材二20沿横向运送的型材二运送装置2、前后两套用于带动型材一10移动的型材一移动装置3、用于带动型材二20移动的型材二移动装置4、用于从第二型材运送装置2拿取型材二20并送至所述型材二移动装置4上的型材二拿取装置5。
本实施例中,如图1和图5所示,所述型材二运送装置2安装在工作台二62上。所述型材一移动装置3、型材二移动装置4和型材二拿取装置5安装在工作台三63上,并且,所述型材二移动装置4设在前后两套型材一移动装置3之间。所述型材一运送装置1安装在工作台一61和工作台三63上。其中,所述工作台三63和工作台一61前后相接,所述工作台三63和工作台二62左右相接。
所述型材一运送装置1将前后两条型材一10运送至工作台三63中部的设定位置后,前后两套型材一移动装置3将该两条型材一10分别托起并锁定后相对纵向移动分开。所述型材二运送装置2将左右两条型材二20运送至工作台二62和工作台三63的相接端后,所述型材二拿取装置5拿起该两条型材二20并分别送至型材二移动装置4的左右两侧。该型材二拿取装置5将两条型材二20相对移动至设定位置后,前后两套型材一移动装置3带动两条型材一10向型材二移动装置4上的型材二20方向相对移动,由此即可将型材一10两端部安装的角码30插入型材二20端部,从而可该两条型材一10和两条型材二20组装成窗框。
如图2所示,所述型材一运送装置1包括:第一运送电机11、由第一连接轴15固定相连并由第一运送电机11驱动转动的左右两个第一同步轮12、分别与该两个第一同步轮12连接且沿纵向设置的左右两条第一传送带13、设在所述第一传送带13上用于承载和限位型材的第一模块14。所述第一运送电机11启动时,可驱动两个第一同步轮12带动左右两条第一传送带13同步转动,从而可将放置在所述第一模块14上的型材一10向工作台三63的方向运送。本实施例中,每两条型材一10一前一后间隔设定的距离为一对横向放置在两条第一传送带13上。
如图3所示,所述型材二运送装置2包括:第二运送电机21、由第二连接轴26固定相连并由该第二运送电机21驱动转动的前后两个第二同步轮22、分别与该两个第二同步轮22连接且沿横向设置的前后两条第二传送带23、设在所述第二传送带23上用于承载和限位型材的第二模块24、用于把型材二20的两端推平齐的整形装置25。所述第二运送电机21启动时,可通过同步轮和同步带驱动两个第二同步轮22转动,从而可带动左右两条第二传送带23同步转动,从而可将放置在所述第二模块24上的型材二20向工作台三63的方向运送。同样地,本实施例中,每两条型材二20一左一右间隔设定的距离为一对纵向放置在两条第二传送带23上。
所述整形装置25安装在工作台二62靠近工作台三63的一端,如图4所示,该整形装置25包括:整形电机251、由该整形电机251驱动转动的纵向设置的整形丝杆252、分别位于所述第二传送带23两侧的两个整形支架253、固定安装在所述整形支架253上的整形气缸254以及安装在该整形气缸254上的推块255、与整形丝杆252平行的左右两条纵向的整形滑轨256。所述整形丝杆252两侧的螺纹反向设置,所述两个整形支架253分别与整形丝杆252两侧套接的螺母座固定连接,该两个整形支架253均滑动安装在两条整形滑轨256上。每个整形支架253上各安装有两个整形气缸254和两个推块255,两个整形支架253及其上的各两个推块255隔着第二传送带23相对设置。所述整形电机251启动时可通过同步轮和同步带带动整形丝杆252转动,由此可通过两侧螺母座带动两个整形支架253及其上安装的整形气缸254和推块255沿整形滑轨256相对靠近或相对远离。
如图6所示,所述型材二拿取装置5安装在一取料支架56上,该取料支架56底部固定连接于工作台三63上。该型材二拿取装置5包括:取料电机51、由该取料电机51驱动转动的连接转轴52、与所述连接转轴52连接的滑板53、安装在该滑板53下方的取料夹手机构54、固定安装在取料支架56上的前后两条横向的取料滑轨55。所述滑板53两端分别滑动连接于两条取料滑轨55,取料电机51启示时,通过同步轮和同步带带动连接转轴52转动,该连接转轴52带动滑板53以及取料夹手机构54在所述型材二移动装置4上方沿取料滑轨55横向滑动。
如图7所示,所述取料夹手机构54包括:左右两个取料气缸541、安装在所述取料气缸541下方的夹手气缸542和由该夹手气缸542控制执行夹紧或松开动作的取料夹手543。其中,每个取料气缸541下方各安装有前后两个夹手气缸542,每个夹手气缸542下方各安装有一组取料夹手543,由此共计有四个夹手气缸542和四组取料夹手543。两个取料气缸541的顶部固定连接于所述滑板53底面中部,该两个取料气缸541的推杆与所述夹手气缸542固定连接,由此可带动夹手气缸542及其取料夹手543上下移动。
如图8所示,每套型材一移动装置3包括:安装在第一底板33上并位于所述型材一运送装置1两侧的左右两个型材一推动装置31和左右两个用于夹紧或松开型材一10的第一夹料机构32、用于带动所述第一底板33前后移动的型材一横移装置34、用于带动所述第一底板33上下移动的型材一竖移装置35。
如图10所示,每个型材一推动装置31包括:第一电机311、固定连接于第一底板33上的左右两块第一垂直板316、安装在该两块第一垂直板316之间的水平的第一横向丝杆313和若干根平行设置的第一横向导轴314、第一固定板315以及固定连接于该第一固定板315上部的限位块312。其中,所述第一固定板315滑动套接于第一横向导轴314并与所述第一横向丝杆313的螺母座固定连接,所述第一电机311通过同步轮和同步带驱动第一横向丝杆313转动,从而带动所述第一固定板315及限位块312在第一横向导轴314的导向下横向移动,由此,左右两侧的型材一推动装置31上的两个限位块312可相对靠近从而压紧型材一10两端。
所述第一夹料机构32固定安装在靠近型材一运送装置1一侧的所述第一垂直板316上部,如图11所示,该第一夹料机构32包括第一夹料气缸321以及第一夹手322,所述第一夹手322设在第一夹料气缸321上方并由该第一夹料气缸321控制执行夹紧或松开动作。
如图9所示,所述型材一竖移装置35包括:第二底板351、支撑于该第二底板351底面的若干支撑杆352、与该支撑杆352底部固定连接的支撑底板353、设在该支撑底板353下方的第一竖移气缸354、设在该第一竖移气缸354下方的第二竖移气缸355。所述第二底板351安装在第一底板33下方和工作台三63的顶板上方,所述支撑底板353固定在第一竖移气缸354的推杆上,该第一竖移气缸354固定在第二竖移气缸355的推杆上,由此,所述第一竖移气缸354和第二竖移气缸355均可带动支撑杆352以及第二底板351上升或下降,同时带动第一底板33及其上安装的工件上升或下降。
为了使相关工件的升降更加平稳,在工作台三63的顶板底部固定安装有若干垂直轴承357,在所述第二底板351底部对应位置处固定设置有若干垂直导轴356,这些垂直导轴356分别一一穿过所述垂直轴承357,此结构在第二底板351升降时起着导向作用。
如图8、图9和图12所示,所述型材一横移装置34包括:固定安装于所述第二底板351下方的横移电机341和前后两块固定块342、安装在该两块固定块342之间并由该横移电机341驱动转动的纵向丝杆343、套接于所述纵向丝杆343并与该纵向丝杆343的螺母座固定连接的连接块344、固定于所述第二底板351顶面的左右两条纵向滑轨345。其中,所述第一底板33滑动安装于该两条纵向滑轨345上,所述第二底板351中部开设有一纵向通槽3511,所述连接块344穿过该纵向通槽3511并与该第一底板33中部固定连接。所述横移电机341启动可通过同步轮和同步带驱动纵向丝杆343转动,从而带动所述连接块344以及第一底板33沿纵向滑轨345纵向移动。
如图13所示,所述型材二移动装置4包括:横向设置的第三底板43、固定在该第三底板43两端的左右两个第二电机41、固定连接于该第三底板43上的左右两对第二垂直板47、水平横向安装于每对第二垂直板47之间的第二横向丝杆44和第二横向导轴45、滑动套接于第二横向导轴45并与所述第二横向丝杆44的螺母座固定连接的左右两个第二固定板46、固定于该两个第二固定板46顶部的左右两个第二夹料机构42。所述两个第二夹料机构42分别设在所述型材一运送装置1的左右两侧,所述第二电机41通过同步轮和同步带带动第二横向丝杆44转动,从而可带动第二固定板46及第二夹料机构42在第二横向导轴45的导向下左右横向移动。
所述第二夹料机构42用于夹紧或松开型材二20,如图14所示,该第二夹料机构42包括:第二夹料气缸421以及由该第二夹料气缸421控制执行夹紧或松开动作的第二夹手422,该第二夹手422设在第二夹料气缸421上方。
本发明的窗框组装机的动作流程如下:
1.两端装入角码的两条型材一10放置在型材一运送装置1的第一传送带13的第一模块14上,同时把两条型材二20也放置在型材二运送装置2的第二传送带23的第二模块24上;
2.第一运送电机11启动使第一传送带13转动,并把型材一10运送至工作台三63上的设定位置;
3.此时第一传送带13的第一模块14上的两条型材一10刚好分别对应到两套型材一移动装置3上的第一夹料机构32的第一夹手322开口上方正对的位置,第一运送电机11停止;
4.型材一移动装置3中的第二竖移气缸355升起并托起第一传送带13上的型材一10;
5.第二竖移气缸355上升到位后,两套型材一推动装置31中的第一电机311同时启动,推动相应的限位块312压紧型材一10两端,此时的限位块312的端面贴合到角码30相对的外侧面;
6.接着,第一夹料机构32中的第一夹料气缸321启动并带动第一夹手322夹紧型材一10;
7.两条型材一10被固定后,型材一横移装置34中的横移电机341启动,使型材一推动装置31载着相应的型材一10分别向外移动到设定位置;
8.型材一10向外横移到位后,型材二运送装置2中的第二运送电机21启动,把型材二20运送至整形装置25的设定位置,然后第二运送电机21停止;
9.接着,整形装置25中的整形电机251启动,使两侧整形支架253向型材二20端部方向移动,当移动到设定位置后,整形电机251停止;然后,整形气缸254启动推出推块255,推块255推齐两条型材二20的两端;
10.接着,型材二拿取装置5中的取料电机51启动,带动取料夹手机构54移动至型材二运送装置2的第二传送带23上的型材二20的正上方,然后,取料电机51停止;
11.接着,取料夹手机构54中的取料气缸541启动下降,取料气缸541下降到位后,夹手气缸542启动带动取料夹手543夹紧相应的两条型材二20;
12.型材二20被取料夹手543夹紧后,取料气缸541启动升起,带动取料夹手543及型材二20升起;然后取料电机51启动,带动取料夹手机构54载着两条型材二20运行至型材二移动装置4一端的第二夹料机构42的正上方;
13.接着,对应于该第二夹料机构42的取料气缸541启动下降到位,相应的一条型材二20进入第二夹料机构42的第二夹手422中,然后夹手气缸542松开取料夹手543;此时该条型材二20被放入第二夹手422,第二夹料气缸421启动使第二夹手422夹紧该型材二20;
14.接着,取料气缸541启动升起,然后,取料电机51启动,把另一条型材二20运送至型材二移动装置4另一端的第二夹料机构42的正上方。该位置的相对应的取料气缸541启动下降到位,该型材二20进入第二夹料机构42的第二夹手422中,然后夹手气缸542松开取料夹手543;此时型材二20被放入第二夹手422,第二夹料气缸421启动使第二夹手422夹紧型材二20;
15.接着,取料气缸541启动升起,然后取料夹手机构54回到初始位置等待再次拿取型材二20;
16.以上都完成后,型材二移动装置4中的第二电机41启动,使相对的两条型材二20相对往中心移动到设定位置;此时型材二20的两端刚好正对着两侧型材一10上相应的角码30的一端;
17.接着,型材一移动装置3中的型材一横移装置34的横移电机341启动,使型材一推动装置31载着型材一10相对往中心移动;
18.当型材一10被移动至设定位置时,型材一10两端的角码30的另一端刚好可以插入型材二20的端部位置,此时窗框初步组装完成;
19.接着,型材一移动装置3中的第一竖移气缸354启动升起至设定位置,此时窗框的高度刚好高出型材二移动装置4中第二夹手422的最高处;
20.接着,型材二移动装置4中的第二电机41启动,使第二夹料机构42向外移动至设定的初始位置;
21.接着,型材一移动装置3中的第一竖移气缸354和第二竖移气缸355依次启动下降;第一夹料机构32中的第一夹料气缸321启动松开第一夹手322,组装的窗框被放置在型材一运送装置1的第一传送带13上的第一模块14内。
22.接着,型材一运送装置1中的第一运送电机11启动,使第一传送带13转动,把初步组装的窗框运送出加工区域;
23.以上都完成后,窗框在此设备上的组装完成。
可见,本发明的窗框组装机从型材运送至窗框组装整个过程都可实现自动化,无需人工干预,极大提升了生产效率,方便快捷,而且可以组装不同尺寸的窗框。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种销钉式组角码及应用销钉式组角码的门窗框、门窗框扇
- 一种销钉式组角码及应用销钉式组角码的门窗框、门窗框扇