一种钻攻中心高速主轴装配精度调整方法
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及一种数控加工设备的装配精度调整方法,具体是一种钻攻中心高速主轴装配精度调整方法。
背景技术
钻攻中心是一种集切削、钻孔、攻牙为一体的高精度加工中心,其主轴的装配精度对于保证加工精度至关重要。现有常用的钻攻中心的主轴装配时,一般有两种主轴装配精度调整方法:1)直接将主电机装在电机座板上,通过小间隙配合保证精度;2)采用同轴过度板调整法,通过同轴过度板的二次拆装,定位销销孔复位的方式来调整同轴度。上述第一种方法的实际装配精度难以保证,且小间隙配合安装困难;第二种方法操作复杂,需要二次拆装电机座板,且由于定位销的引导复位本身就存在0.005~0.01mm的误差,因而定位销销孔复位会造成销孔的间隙值偏差,导致误差累加,主轴的实际装配精度同样难以保证。
发明内容
本发明所要解决的技术问题是,针对现有技术的不足,提供一种低成本、高效率的钻攻中心高速主轴装配精度调整方法,能够将主轴与主电机轴的同轴度控制在0.005mm以内,保证主轴的实际装配精度,从而有效减小主轴和主电机的振动,提高机床加工精度。
本发明解决上述技术问题所采用的技术方案为:一种钻攻中心高速主轴装配精度调整方法,包括以下步骤:
S1、将钻攻中心的主轴的尾端朝上,自下而上装入主轴箱内,通过竖直设置的若干第一螺钉将主轴底部的法兰锁紧固定于主轴箱的下端面;
S2、将联轴器的下半部分自上而下装入主轴箱内,通过横向设置的若干第二螺钉将联轴器的下半部分锁紧固定于主轴的尾端;
S3、将中空的电机座板安装在主轴箱的上方,通过竖直设置的若干第三螺钉将电机座板预安装于主轴箱的上端面,但不锁紧若干第三螺钉;
S4、准备第一千分表,将第一千分表的表座磁吸在联轴器的下半部分的上端面,先使第一千分表的表头指在电机座板的内圆面,再使第一千分表的表头指在电机座板的上端面,通过微调电机座板的位置和配磨电机座板,使第一千分表的表头指在电机座板的内圆面和指在电机座板的上端面时的读数均在0.005mm以内,即保证电机座板的同轴度和端面跳动均在0.005mm以内,最后锁紧若干第三螺钉;
S5、将联轴器的上半部分安装在主电机底部的主电机轴上,通过横向设置的若干第四螺钉将联轴器的上半部分锁紧固定于主电机轴;
S6、将主电机安装在电机座板上,主电机的底部与电机座板通过止口间隙配合,通过竖直设置的若干第五螺钉将主电机预安装于电机座板的上端面,但不锁紧若干第五螺钉;
S7、准备第二千分表和第三千分表,将第二千分表的表座磁吸在主轴箱的上端面,将第三千分表的表座磁吸在主轴箱的右侧面,使第二千分表的表头指在主电机的后侧面,使第三千分表的表头指在主电机的右侧面,用手推主电机的前侧面和左侧面,使主电机与电机座板的间隙配合偏向最后侧和最右侧,读取此时第二千分表和第三千分表的读数A2和A3;然后用手推主电机的后侧面和右侧面,使主电机与电机座板的间隙配合偏向最前侧和最左侧,读取此时第二千分表和第三千分表的读数B2和B3;调整主电机和电机座板的相对位置,使第二千分表的读数为(A2-B2)/2、第三千分表的读数为(A3-B3)/2,此时主电机位于与电机座板的间隙配合的居中位置,即确保主电机轴与主轴的同轴度在0.005mm以内;最后锁紧若干第五螺钉,即完成主轴装配精度的调整。
与现有技术相比,本发明具有如下优点:
1)本发明钻攻中心高速主轴装配精度调整方法,采用先偏置再居中的方式来调整主轴与主电机轴的同轴度,能够实现主轴装配精度的高效率调整,将主轴与主电机轴的同轴度控制在0.005mm以内,保证主轴的实际装配精度,从而有效减小主轴和主电机的振动,提高机床加工精度;
2)本发明方法无需零件之间的小间隙配合,可降低零件加工难度和加工成本;
3)本发明方法操作简单便捷,电机座板只需安装一次,无需反复拆装电机座板,避免了现有常用主轴装配精度调整方法中通过定位销复位产生的同轴偏差,确保主轴与主电机轴的同轴度;
4)本发明方法所需的零件数量少,且无需额外的操作平台,在机床主机主轴上即可操作,操作便捷,成本更低;
5)本发明方法无需将主电机吊起来在半空中进行打表并调整同轴精度,操作更加安全可靠。
附图说明
图1为实施例中部分零件装配后的效果剖视图;
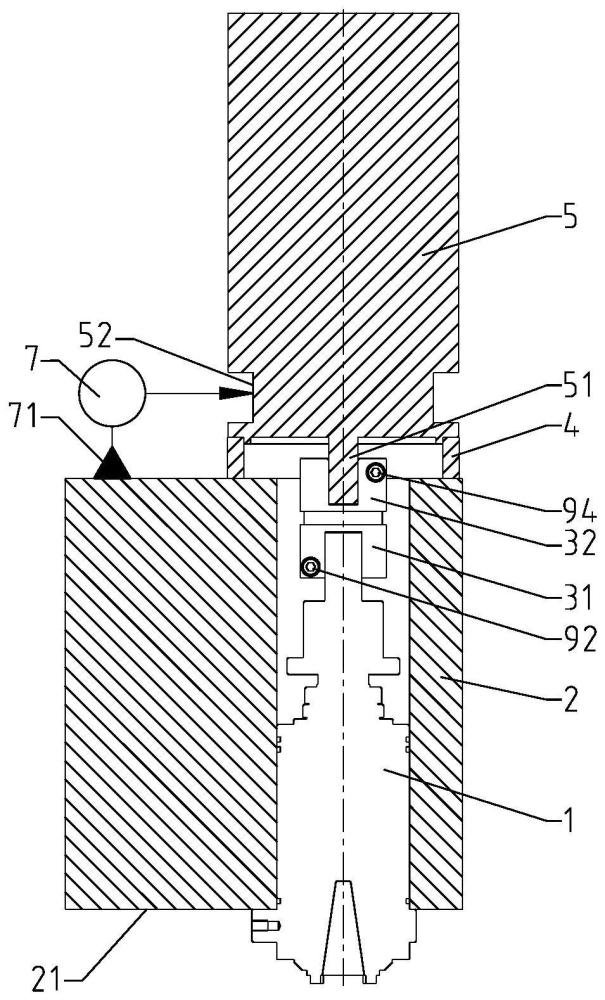
图2为实施例中所有零件装配后的带局剖的效果正视图;
图3为图2中A-A剖视图。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
实施例的钻攻中心高速主轴装配精度调整方法,包括以下步骤:
S1、将钻攻中心的主轴1的尾端朝上,自下而上装入主轴箱2内,见图1,通过竖直设置的若干第一螺钉91将主轴1底部的法兰11锁紧固定于主轴箱2的下端面21;
S2、将联轴器的下半部分31自上而下装入主轴箱2内,通过横向设置的若干第二螺钉92将联轴器的下半部分31锁紧固定于主轴1的尾端;
S3、将中空的电机座板4安装在主轴箱2的上方,通过竖直设置的若干第三螺钉93将电机座板4预安装于主轴箱2的上端面22,但不锁紧若干第三螺钉93;
S4、准备第一千分表6,见图1,将第一千分表6的表座61磁吸在联轴器的下半部分31的上端面33,先使第一千分表6的表头指在电机座板4的内圆面41,再使第一千分表6的表头指在电机座板4的上端面42,通过微调电机座板4的位置和配磨电机座板4,使第一千分表6的表头指在电机座板4的内圆面41和指在电机座板4的上端面42时的读数均在0.005mm以内,即保证电机座板4的同轴度和端面跳动均在0.005mm以内,最后锁紧若干第三螺钉93;
S5、将联轴器的上半部分32安装在主电机5底部的主电机轴51上,通过横向设置的若干第四螺钉94将联轴器的上半部分32锁紧固定于主电机轴51;
S6、将主电机5安装在电机座板4上,主电机5的底部与电机座板4通过止口间隙配合,通过竖直设置的若干第五螺钉95将主电机5预安装于电机座板4的上端面42,但不锁紧若干第五螺钉95;
S7、准备第二千分表7和第三千分表8,见图2和图3,将第二千分表7的表座71磁吸在主轴箱2的上端面22,将第三千分表8的表座81磁吸在主轴箱2的右侧面23,使第二千分表7的表头指在主电机5的后侧面52,使第三千分表8的表头指在主电机5的右侧面53,用手推主电机5的前侧面54和左侧面55,使主电机5与电机座板4的间隙配合偏向最后侧和最右侧,读取此时第二千分表7和第三千分表8的读数A2和A3;然后用手推主电机5的后侧面52和右侧面53,使主电机5与电机座板4的间隙配合偏向最前侧和最左侧,读取此时第二千分表7和第三千分表8的读数B2和B3;调整主电机5和电机座板4的相对位置,使第二千分表7的读数为(A2-B)2/2、第三千分表8的读数为(A3-B3)/2,此时主电机5位于与电机座板4的间隙配合的居中位置,即确保主电机轴与主轴的同轴度在0.005mm以内,即确保主电机轴51与主轴1的同轴度在0.005mm以内;最后锁紧若干第五螺钉95,即完成主轴1装配精度的调整。