一种含氟化支链的高强度聚四氟乙烯长丝及其制备与应用
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及一种聚四氟乙烯纤维制备方法,具体涉及一种含氟化支链的高强度聚四氟乙烯长丝及其制备与应用。
背景技术
聚四氟乙烯(polytetrafluoroethylene,PTFE)具有极好的化学稳定性,除熔融碱金属和自身氟化物外,不溶于其他任何溶剂,有“塑料王”之称。同时,PTFE具有优异的耐高低温(-260℃~260℃)性能、低摩擦性能、表面不粘性能等,在工业除尘、石油化工过滤、氯碱工业过滤、质子交换膜等领域得到广泛应用。其中,在工业除尘领域中,除尘滤料中的增强基布采用PTFE扁平长丝为原料、经织造加工制成PTFE基布,选用的PTFE扁平长丝的线密度为400~600D,断裂强度<5.9cN/D;除尘滤袋缝制的缝纫线常规采用PTFE圆形长丝经加捻合股制成,选用的PTFE圆形长丝的线密度300~600D,断裂强度<5cN/D。
由于极高的熔融粘度(10
可见,不论是PTFE扁平长丝还是PTFE圆形长丝,现有技术中PTFE长丝断裂强度均较低(<6cN/D),而如果增加PTFE织造密度或缝纫线根数来增加强度,会增加加工难度和产业成本。
发明内容
本发明的目的是提供一种含氟化支链的高强度聚四氟乙烯长丝及其制备与应用,解决了现有技术中聚四氟乙烯长丝断裂强度较低,导致加工难度较大和产业成本较高的问题。
为了达到上述目的,本发明提供了一种含氟化支链的高强度聚四氟乙烯长丝的制备方法,该方法包含:
(1)分别制备氟化支链初始长丝和初始聚四氟乙烯长丝,所述的氟化支链初始长丝采用熔融法制备得到;
(2)将步骤(1)所述氟化支链初始长丝与所述初始聚四氟乙烯长丝进行加捻合股得到含氟化支链的聚四氟乙烯股线;
(3)将步骤(2)所述含氟化支链的聚四氟乙烯股线经热牵伸,制得含氟化支链的高强度聚四氟乙烯长丝。
其中,所述的熔融法是将含支链的全氟聚合物投入熔融拉伸膜漏斗,于250~400℃下经螺杆挤出至模头内的扁平口模流出,经轧辊牵伸,裂割;所述的热牵伸的温度为300℃~450℃、牵伸倍数为5~80倍。
优选地,所述的加捻的捻度为200~800捻/10cm,所述的氟化支链初始长丝的根数为1~4根,所述的初始聚四氟乙烯长丝的根数为1~4根。
所述的聚四氟乙烯长丝的力学性能随着长丝的根数、加捻的捻度、热牵伸的温度、牵伸倍数的增加呈现出先增大后减小的变化趋势。
优选地,所述的含支链的全氟聚合物的熔融指数为(10~100)g/10min。
优选地,所述的含支链的全氟聚合物经螺杆挤出的速度为1~20m/min。螺杆挤出速度较高,氟化支链初始长丝的产能较高。
优选地,所述的经轧辊牵伸的伸倍数为1~15倍,经轧辊牵伸后膜的厚度为10~1000μm,流动速度为1~20m/min。所述的牵伸倍数较小时,大分子链排列无序,取向度低,制得的氟化支链初始长丝的力学性能小;牵伸倍数为1~15倍,大分子间取向度增大,制得的氟化支链初始长丝的力学性能增大;牵伸倍数过大时,大分子链间缠结度降低,容易发生相互滑移,宏观上表现为氟化支链初始长丝断裂,因此,所述的氟化支链初始长丝的力学性能随牵伸倍数的增加呈现出先增加后降低的变化趋势。所述的牵伸后膜的厚度越高,氟化支链初始长丝的结构稳定性越好,但如果厚度太高的话,不利于后道工艺的加工。
优选地,所述的氟化支链初始长丝的宽度为0.5~5mm。
优选地,所述的加捻合股的方向为S方向或Z方向。
优选地,所述的初始聚四氟乙烯长丝分为初始聚四氟乙烯圆形长丝和初始聚四氟乙烯扁平长丝;当所述的初始聚四氟乙烯长丝为初始聚四氟乙烯圆形长丝时,所制得的高强度聚四氟乙烯长丝为高强度聚四氟乙烯圆形长丝;当所述的初始聚四氟乙烯长丝为初始聚四氟乙烯扁平长丝时,所制得的高强度聚四氟乙烯长丝为高强度聚四氟乙烯扁平长丝。
优选地,所述的初始聚四氟乙烯长丝是通过以下方法获得的:
(1)将以质量比为100∶(10~30)的聚四氟乙烯粉末、助挤油剂混合均匀,置于温度为40~50℃的环境中静置30~50小时后得到静置后的糊料;
(2)将步骤(1)静置后的糊料倒入预成型装置,加压制成预成型体,再经挤压成型、压延加工得到幅宽为35~50cm的压延膜,将压延膜输送至温度为220℃~280℃箱体除去助挤油剂后,输送至切割装置,均匀切割制得初始聚四氟乙烯扁平长丝;或,
将步骤(1)静置后的糊料倒入预成型装置,加压制成预成型体,再经挤压成型、加工得到直径为0.5~2mm的成型体,将成型体喂入温度为380~420℃的箱体内进行一道牵伸制得初始聚四氟乙烯圆形长丝。
优选地,所述的切割装置的输入速度为5~15m/min、输出速度为5~15m/min。
优选地,所述的一道牵伸的输入速度为1~10m/min,输出速度为2~100m/min。
优选地,所述的聚四氟乙烯粉末(PTFE)的数均分子量为350~1200万;所述的助挤油剂为航空煤油、工业白油或石蜡油。
优选地,所述的一道牵伸的牵伸倍数为2~10倍,输入速度为1~10m/min,输出速度为2~100m/min。
本发明提供了一种如所述的制备方法制得的含氟化支链的高强度聚四氟乙烯长丝,该长丝的断裂强度为6.0cN/D以上。
本发明提供了一种如所述的含氟化支链的高强度聚四氟乙烯长丝在制备工业除尘材料中的应用。
本发明的一种含氟化支链的高强度聚四氟乙烯长丝及其制备与应用,解决了现有技术中聚四氟乙烯长丝断裂强度较低,导致加工难度较大和产业成本较高的问题,具有以下优点:
1、本发明引入熔融温度较高的FEP,其熔融指数较高、流动性能较好,制得的氟化支链初始长丝的分子链取向度较高,力学性能较好。
2、现有PTFE的分子链为直链,且分子链间作用力弱,拉伸过程中直链与直链之间容易发生滑移,宏观上表现为纤维断裂。本发明将宽度较大的氟化支链初始长丝与初始聚四氟乙烯长丝合股加捻(在PTFE中嵌入氟化支链),有利于增大氟化支链与聚四氟乙烯直链相互缠结的面积,减少分子链间的相互滑移,从而提高含氟化支链的高强度聚四氟乙烯长丝的均匀性和力学性能。
3、本发明的含氟化支链的高强度聚四氟乙烯长丝分为扁平长丝和圆形长丝,其分子链取向度较高,力学性能较好,断裂强度均为6.0cN/D以上,最高达7.5cN/D。
4、本发明的扁平长丝强度高,能够降低基布织造密度,适用于高速织造工艺,制得结构均匀、强度较高的工业除尘滤料基布;本发明的圆形长丝强度高,能够降低工业滤袋缝纫线的成本,满足工业滤袋的高速缝制要求,制得强度较高的工业滤袋。
附图说明
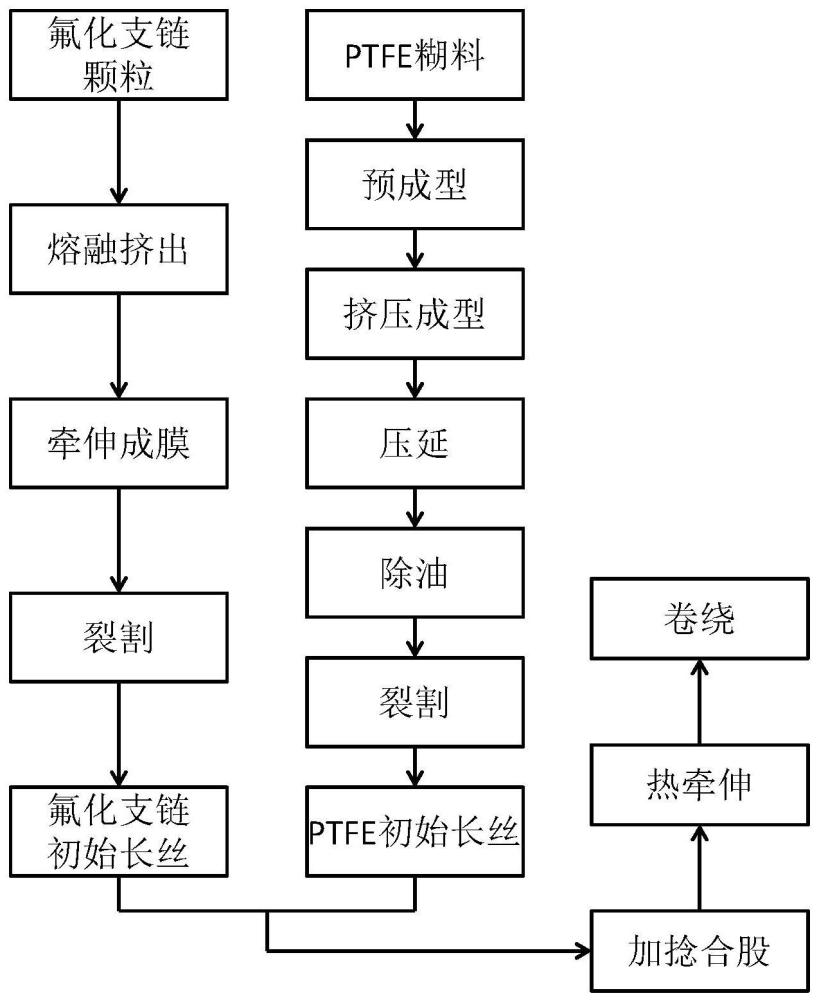
图1为本发明制备含氟化支链的高强度聚四氟乙烯扁平长丝的制备流程图。
图2为本发明制备含氟化支链的高强度聚四氟乙烯圆形长丝的制备流程图。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
以下实施例中使用试剂、仪器,具体如下:
FEP(全氟乙烯丙烯共聚物),厂商为Dakin,型号为NP-3180;
熔融拉伸膜,厂商为金纬机械金纬机械常州有限公司内部实验设备。
实施例1
一种含氟化支链的高强度聚四氟乙烯扁平长丝的制备方法,其制备流程具体如图1所示,该方法包含:
(1)将颗粒状的FEP(全氟乙烯丙烯共聚物)投入熔融拉伸膜漏斗,在300℃下,经螺杆以5m/min的速度挤出至模头,再经模头内的扁平口模流出得到熔体膜;
(2)将步骤(1)得到的熔体膜经轧辊牵伸得到牵伸倍数为8倍、厚度为500μm的牵伸膜,该牵伸膜再经裂割加工制备获得宽度为2mm的氟化支链初始长丝;
(3)将分子量为1200万的PTFE(聚四氟乙烯)分散粉末、航空煤油以质量比为100:20均匀混合后得到糊料,将得到的糊料置于温度为50℃的环境中45小时静置;
(4)将步骤(3)静置后的糊料倒入预成型装置,加压制成预成型,再经挤压成型、压延加工得到幅宽为35cm的压延膜;
(5)将步骤(4)得到的压延膜输送至温度为250℃箱体除去航空煤油得到除去油剂的压延膜,输入速度为12m/min,输出速度为13m/min;
(6)将步骤(5)得到除去油剂的压延膜输送至切割装置,其切割刀片将该压延膜均匀切割制得宽度为2mm初始聚四氟乙烯扁平长丝。其中,初始聚四氟乙烯扁平长丝的输入速度为10m/min,输出速度为10m/min;
(7)将步骤(2)得到的氟化支链初始长丝与步骤(6)得到的初始聚四氟乙烯扁平长丝进行加捻合股得到含氟化支链的聚四氟乙烯股线。其中,加捻的捻度为450捻/10cm,加捻的方向为Z方向,氟化支链初始长丝的根数为1根,PTFE扁平长丝的初始长丝根数为1根;
(8)将步骤(7)得到的含氟化支链的聚四氟乙烯股线经热牵伸加工制得基于氟化支链嵌入法的高强度聚四氟乙烯扁平长丝。其中,热牵伸温度为380℃,牵伸倍数为50倍。
经过测试,上述含氟化支链的高强度聚四氟乙烯扁平长丝的线密度为70~1000D、断裂强力为5~70N、断裂强度为6.5cN/D。
实施例2
一种含氟化支链的高强度聚四氟乙烯圆形长丝的制备方法,如图2所示,该方法与实施例1基本相同,区别在于:
(1)~(3)与实施例1相同;
(4)将所述静置后的糊料倒入预成型装置,加压,再经挤压成型,加工得到直径为0.6mm的连续挤出成型体;
(5)将步骤(4)得到的连续挤出成型体喂入温度为380℃的箱体进行一道牵伸加工得到PTFE圆形初始长丝,其中。牵伸倍数为5倍,输入速度为3m/min,输出速度为15m/min;
(6)将步骤(2)得到的氟化支链初始长丝与步骤(5)得到的PTFE圆形长丝进行加捻合股、制备获得含氟化支链的聚四氟乙烯股线。其中,加捻的捻度为450捻/10cm,加捻的方向为S方向;氟化支链初始长丝的根数为1根,PTFE圆形初始长丝的根数为1根;
(7)将步骤(6)得到的含氟化支链的聚四氟乙烯股线经热牵伸加工制得基于氟化支链嵌入法的高强度聚四氟乙烯圆形长丝。其中,热牵伸温度为380℃,牵伸倍数为10倍。
经过测试,上述含氟化支链的高强度聚四氟乙烯圆形长丝的断裂强度为6.0cN/D。
实施例3
一种含氟化支链的高强度聚四氟乙烯扁平长丝的制备方法与实施例1基本相同,区别在于:
在步骤(1)中,熔融温度为320℃;
在步骤(2)中,牵伸倍数为12倍、厚度为400μm的牵伸膜,氟化支链初始长丝的宽度为2.5mm;
在步骤(6)中,初始聚四氟乙烯扁平长丝的宽度为2.5mm;
在步骤(7)中,氟化支链初始长丝的根数为2根,PTFE扁平长丝的初始长丝根数为2根;
在步骤(8)中,牵伸倍数为60倍。
经过测试,上述含氟化支链的高强度聚四氟乙烯扁平长丝的断裂强度为7.0cN/D。
实施例4
一种含氟化支链的高强度聚四氟乙烯扁平长丝的制备方法与实施例1基本相同,区别在于:
在步骤(1)中,熔融温度为350℃,熔体挤出速度为8m/min;
在步骤(2)中,牵伸倍数为16倍、厚度为300μm的牵伸膜,氟化支链初始长丝的宽度为4mm;
在步骤(6)中,初始聚四氟乙烯扁平长丝的宽度为4mm;
在步骤(7)中,氟化支链初始长丝的根数为3根,PTFE扁平长丝的初始长丝根数为3根;
在步骤(8)中,牵伸倍数为75倍。
经过测试,上述含氟化支链的高强度聚四氟乙烯扁平长丝的断裂强度为7.5cN/D。
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。