轴瓦式薄板零件冲压装置及冲压方法
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及冲压技术领域,更具体地,涉及一种风电弹性减振轴瓦式薄板零件冲压装置及冲压方法。
背景技术
随着社会经济的发展和制造业水平的提高,对成品的要求也越来越高。目前轴瓦式薄板零件采用卷板工艺成型,卷板工艺成型需多次定位,工艺参数设置复杂,卷边操作复杂,对卷边工艺的操作人员的能力要求高。因此,卷板工艺成型生产效率低,生产工时长。轴瓦式薄板零件还可以采用冲压工艺成型,金属板料冷冲压工艺是一种在工业生产中应用广泛的加工方法。由于轴瓦式薄板质量轻、易加工和成形以及连接方便等特点,可采取冷冲压工艺以提高成品的生产效率,减低成品的制造成本。
如专利号为202222368223.6,专利名称为一种钨钼材料多种曲面立体成型模具的实用新型专利,所述凹模底板的表面设有凹模组件,所述凹模底板的上表面设置有所述凹模凹部,所述凹模凹部的侧表面镶嵌连接所述凹模凹板,所述凹模底板的上表面设置有所述凹模侧台,所述凹模组件的上方设有凸模组件,通过将模具的凹模组件和凸模组件在压力机上安装好之后,将材料料加热,然后启动压力机使得凹模凹板的凹模凹部与凸模凸板的凸模凸部相贴合,在压紧状态下保持数十秒,升起凸模组件,取出成品,操作结束,有效减少铆接部位,降低加工难度,加工效率高,尺寸精度好。
如专利号为202221645633.4,专利名称为一种轴瓦加工用冲压成型模具的实用新型专利,包括冲压上模组件和冲压下模组件;冲压上模组件包括多个从左到右依次设置的冲压上模,冲压上模的底部设有冲压部,冲压部的两侧设有多个定位柱,多个所述冲压上模开有第一安装孔,第一安装孔内设置有第一安装圆柱,第一安装圆柱的两端设置有第一安装盖;冲压下模组件包括多个从左到右依次设置的冲压下模,冲压下模的上表面设置有与冲压部相匹配的冲压凹槽,冲压凹槽的两侧设置有多组缓冲组件,多个所述冲压下模上开有第二安装孔,第二安装孔内设有第二安装圆柱,第二安装圆柱的两端设有第二安装盖。本实用新型的折弯上模和折弯下模为多段组装而成,维修时只需替换损坏部分,节省了维修时间和成本。
如专利申请号为202110478259.7 ,专利名称为一种压缩机轴瓦生产设备及其生产工艺的发明专利,所述压缩机轴瓦生产设备包括机架、上模及下模,所述上模与机架间设有导杆,所述下模设于机架上,所述上模内设有相互配合的第一滑动块及第二滑动块,所述第一滑动块及第二滑动块上设有与轴瓦内衬相配合的镶块腔体,所述上模上对称设有使第一滑动块及第二滑动块镜像移动的第一移动部及第二移动部,所述下模上设有可供下模纵向位移的顶升部,本发明大大提高了复合型轴瓦的生产效率,并且降低了生产成本,节省了生产工序。
以上的三个专利都涉及轴瓦式薄板零件的冲压成型工艺,均是在压力机上设置与零件形状相匹配的模具,第1、2个专利都是凸模往下冲压,第3个专利则是相反的,是凹模往下冲压。不管是那种冲压方式,都没有对零件的冲压位置进行限位。这是由于薄板件在冲压过程中由于其自身拘束度较小,冲压后冲压应力释放,会产生不均匀的应力和应变,出现波浪形变、弧度形变等问题,直接影响焊接质量、结构性能、安全可靠性和制造工艺性等。因此成型后常需要机械校正。机械矫正法主要包括锤击法、滚压法、逐点挤压法等,这些方法均能在一定程度上校正变形,但都存在一定的缺点和不足。矫正变形需要有专用的工艺装备,这不仅增加了制造费用,而且生产工时延长,生产效率低。
发明内容
本发明要解决的技术问题是针对现有技术轴瓦式薄板零件冲压过程中由于自身拘束度较小,冲压后容易产生质量问题的不足,提供一种轴瓦式薄板零件冲压装置,能在零件冲压过程中对零件进行限位,保证冲压一次成型到位,提高成品质量和生产效率,并能利用压力实现自动合模和脱模。
本发明的上述目的通过以下技术方案予以实现:
一种轴瓦式薄板零件冲压装置,包括上模板和下模板,上模板和下模板与压力机固定连接;还包括活动模块和固定于上模板下方的内芯;活动模块中开有冲压凹槽,内芯与冲压凹槽贴合;冲压凹槽中设置有两个对称分布的定位台阶,两个定位台阶之间形成限位腔,待冲压薄板件放置于限位腔中,限位腔的形状与成品的形状相配;活动模块为两瓣,两瓣活动模块放置于下模板上,由驱动装置驱动两瓣活动模块向外侧张开完成脱模。
本发明在冲压凹槽中设置与成品尺寸相适配的限位腔对成品冲压过程中进行限位,限位腔能防止薄板的窜动与形变不均匀,驱动装置驱动活动模块打开完成脱模。冲压后无需使用锤击法、滚压法、逐点挤压法等进行矫正,也不会出现波浪形变、弧度形变等问题。本发明能保证冲压一次成型到位,提高了成品质量和生产效率。
进一步地,还包括支座,支座与下模板固定,支座也包括两瓣,两瓣活动模块位于两瓣支座之间,两瓣活动模块分别与两瓣支座活动连接,活动模块以活动连接位置为支点向活动模块外侧或内侧转动;合模时,两瓣活动模块的拼接处具有成角度的间隙,为活动模块向外侧旋转提供空间;驱动装置驱动活动模块向外侧转动而张开。
支座与下模板固定,设置支座能对活动模块的位置进行限位。由于设置有限位腔,限位腔对成品进行限位,所以在脱模时,需要解除限位。本发明设置活动模块即可上移、又可旋转,在脱模时,活动模块以活动连接位置为支点向活动模块外侧旋转,即活动模块相对成品向上、向外侧打开,从而自动完成脱模。需要注意的是,两瓣活动模块的拼接处具有成角度的间隙,为活动模块向外侧旋转提供空间。本发明所述的轴瓦式薄板零件冲压装置结构非常简单,操作简便,通过驱动活动模块,即可迅速完成脱模。支座用于安装活动模块。
设置活动模块活动安装于支座,活动模块能以连接位置为支点向外侧或内侧转动,这种结构的优点在于,当压机驱动上模板带动内芯下移时,内芯向下压活动模块,使活动模块向内侧转动,实现自动合模。当压机驱动上模板带动内芯上移时,压力解除,活动模块没有了压力,结合驱动装置的驱动,活动模块能向外侧转动,实现自动脱模。
更进一步地,活动模块与支座通过紧固件活动连接,活动模块以紧固件为支点旋转。紧固件如螺栓都是从市场上能够买到的标准件,安装也非常方便。
更进一步地,所述支座朝向活动模块的一侧具有斜面一,活动模块与支座相对应的面具有斜面二;合模时,斜面一相对下模板的倾斜角度α小于等于斜面二相对下模板的倾斜角度β,使斜面一与斜面二之间具有间隙,为活动模块向外侧转动提供空间。
本发明通过两个斜面的配合,对活动模块的位置进行安装限位的同时,对活动模块的旋转角度也能进行限位。使活动模块打开的角度刚好适合脱模。
进一步地,斜面一由第一斜面和第二斜面组成,第一斜面相对下模板的倾斜角度α1小于第二斜面相对下模板的倾斜角度α2,β大于等于第二斜面的角度α2。
更进一步地,所述斜面一上开有凹槽,斜面二上固定有与凹槽适配的凸球,活动模块以紧固件为支点,凸球在凹槽内旋转。
进一步地,两瓣活动模块的底部分别设置有一个驱动装置,驱动装置为顶出结构,顶出结构包括顶杆和弹簧;下模板上开有孔,孔中依次放置有弹簧和顶杆;合模时,弹簧受压;脱模时,弹簧舒展推动顶杆穿过下模板向上推动活动模块,使活动模块旋转。
本发明的驱动装置可为纯机械机构,利用弹簧的弹力,合模时,弹簧受压,脱模时,上模板及内芯上移,压力机的冲压力解除,弹簧的回位驱动顶杆向上顶活动模块,使活动模块向外侧旋转,即活动模块向上、向外侧移动,从而自动完成脱模。
进一步地,两瓣活动模块的底部分别设置有一个驱动装置,驱动装置为气缸,脱模时,气缸的输出端穿过下模板向上推动活动模块,使活动模块旋转。
进一步地,所述支座上开有螺孔,使用螺栓与下模板连接。在支座上、沿下模板长度方向至少设置有两个螺孔。
本发明还提供一种轴瓦式薄板零件的冲压方法,使用以上所述的轴瓦式薄板零件冲压装置进行轴瓦式薄板零件的冲压成型,将待冲压薄板件放置于限位腔中,通过压力机连接上模板带动内芯下压进行冲压;保压后,上模板上移,驱动装置向上顶出活动模块,使活动模块旋转打开,使轴瓦式薄板零件与模腔自动分离,取出即可进行后续下一件成品冲压生产。
本发明具有以下有益效果:
本发明所述轴瓦式薄板零件的冲压装置包括上模板、下模板和安装于上模板的内芯、安装于下模板的活动模块,活动模块中开有冲压凹槽,为了在冲压过程中对待冲压薄板件的形变进行限位,冲压凹槽中设置有限位腔。限位腔能减少冲压定位难度和定位时间,能防止薄板的窜动与形变不均匀,保证成品质量。
本发明所述装置结构简单,通过零部件之间的配合、零部件结构形状的设计,能快速便捷实现自动合模、自动脱模:正是由于设置有限位腔,如何方便快速地实现自动脱模是一个难以解决的问题。本发明巧妙地设置支座和活动模块,支座与下模板固定,对两个支座之间的活动模块进行限位;活动模块与支座通过螺栓活动连接,驱动装置驱动活动模块以螺栓为支点旋转,实现自动脱模。其中两瓣活动模块的拼接处具有成角度的间隙,角度朝向下模板,为活动模块向外侧旋转提供空间;斜面一的倾斜角度小于斜面二的倾斜角度,使支座和活动模块之间具有间隙,为活动模块向外侧转动提供空间;以上的设置实现活动模块的顺利旋转。
采用模块化设计,实现了不同模块拆装的简易性,通过更换活动模块,适应不同圆弧尺寸要求的成品。该装置具有成本低,装配、操作简便,生产效率高,无需要专用设备等优点。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
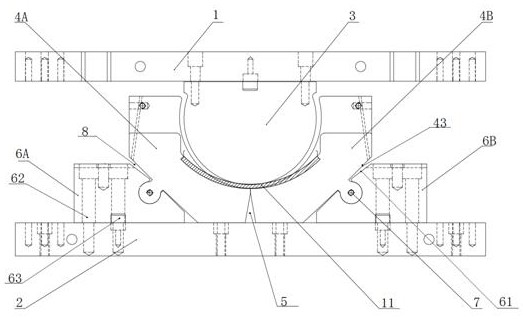
图1是轴瓦式薄板零件冲压装置合模结构示意图。
图2是斜面一、斜面二配合原理图(合模时)。
图3是斜面一、斜面二配合原理图(脱模时)。
图4是轴瓦式薄板零件冲压装置脱模结构示意图(上模板、内芯移开)。
图5是两瓣活动模块合模时结构示意图。
上模板1,下模板2,内芯3,左活动模块4A,右活动模块4B,冲压凹槽41,定位台阶42,斜面二43,凸球44,间隙5,左支座6A,右支座6B,斜面一61,第一斜面611,第二斜面612,螺孔62,支座与下模板连接的螺栓63,活动模块与支座连接的螺栓7,间隙8,顶杆9,弹簧10,待冲压薄板件11,成品12。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
实施例1
一种轴瓦式薄板零件冲压装置,如图1所示,包括上模板1和下模板2,上模板1和下模板2与压力机固定连接;还包括活动模块、支座和固定于上模板1下方的内芯;活动模块中开有冲压凹槽41,内芯与冲压凹槽41贴合;冲压凹槽41中设置有两个对称分布的定位台阶42,两个定位台阶42之间形成限位腔,待冲压薄板件11放置于限位腔中,限位腔的形状与成品12的形状相配;活动模块为两瓣(左活动模块4A和右活动模块4B),两瓣活动模块放置于下模板2上。
支座与下模板2固定,支座也包括两瓣(左支座6A和右支座6B),两瓣活动模块位于两瓣支座之间,两瓣活动模块分别与两瓣支座通过螺栓7活动连接,活动模块以螺栓7为支点向活动模块外侧或内侧转动(脱模时向外侧转动,合模时向内侧转动)。脱模时,支座是固定的,活动模块向外侧旋转,支点设置于活动模块与支座的连接处,支座对活动模块进行限位的同时,活动模块还得在两个支座之间旋转。如图1所示,活动模块放置于下模板2上,活动模块的底部与下模板2接触,并且活动模块的外侧面与固定支座连接。因此,在活动模块的底部和外侧面必须留有活动模块旋转的空间。
1、活动模块底部:合模时,两瓣活动模块的拼接处具有成角度的间隙5,为活动模块向外侧旋转提供空间;两瓣活动模块的拼接处具有成角度的间隙5,两块活动模块首先必须接触从而形成冲压凹槽41,因此,如图1所示,两瓣活动模块的拼接处的间隙5朝向下模板2。活动模块的内侧面为向外倾斜的斜面,合模时,两个活动模块拼接形成成角度的间隙5,间隙5朝向下模板2。如图4所示,脱模后,该间隙5减小。
2、活动模块外侧面:如图1和图4所示,所述支座朝向活动模块的一侧具有斜面一61,活动模块与支座相对应的面具有斜面二43,斜面一61的倾斜角度α小于斜面二43的倾斜角度β,为活动模块向外侧转动提供空间;所述斜面一61上开有凹槽,斜面二43上固定有与凹槽适配的凸球44,活动模块以紧固件为支点,凸球44在凹槽内旋转。如图1所示,活动模块向外侧旋转,以螺栓7为支点,由于斜面一61的倾斜角度小于斜面二43的倾斜角度,合模时,沿着斜面、在螺栓7以上的部分,斜面一61与斜面二43之间具有间隙8。如图4所示,脱模后,间隙8减小。
如图2、3所示,为使支座对活动模块进行限位的同时,还能为活动模块的旋转提供空间,所述斜面一61由第一斜面611和第二斜面612组成。如图2所示,合模时,第一斜面611相对下模板2的倾斜角度α1小于第二斜面612相对下模板2的倾斜角度α2(α1<α2),β大于等于第二斜面612的角度α2(β≥α2)。当α2=β时,合模时,斜面二43与第二斜面612平行接触,斜面二43与第一斜面611之间具有间隙;活动模块向外侧旋转后,斜面二43与第一斜面611平行接触。当β>α2时,合模时,斜面二43与第二斜面612不接触;斜面二43与第一斜面611之间具有间隙;如图3所示,活动模块向外侧旋转后,斜面二43与第一斜面611平行接触。总的来说,合模时,移动模块的底部与下模板接触,两个活动模块拼接形成冲压凹槽;脱模后,斜面二与第一斜面平行接触,保证零部件寿命的同时,保证开模的稳定性。α1、α2、β角度的选择则根据脱模时活动模块需打开的角度而定。本实施例中,β>α2>α1。
两瓣活动模块的底部分别设置有一个驱动装置,驱动装置为顶出结构,顶出结构包括顶杆9和弹簧10;下模板2上开有孔,孔中依次放置有弹簧10和顶杆9;合模时,弹簧10受压;脱模时,弹簧10舒展推动顶杆9穿过下模板2向上推动活动模块,使活动模块旋转。
所述支座上开有螺孔62,使用螺栓63与下模板2连接;在支座上、沿下模板2长度方向至少设置有两个螺孔62。
本实施例所述的轴瓦式薄板零件冲压装置,设置限位腔,减少冲压定位难度和定位时间。冲压后无需使用锤击法、滚压法、逐点挤压法等进行矫正,也不会出现波浪形变、弧度形变等问题,能保证冲压一次成型到位,减小冲压变形以及冲压校正时间,生产效率高。另一方面,由于能一次成型到位,因此能避免整形引起的轴瓦式薄板零件表面质量缺陷,提高产品合格率。合模时,将待冲压薄板件11放置于限位腔中,压机启动带动上模板1下移,内芯与冲压凹槽41贴合,并提供压力对待冲压薄板件11进行冲压。内芯下移过程中,即可逐步完成合模,本申请借助冲压的压力,完成合模,合模无需人工、器械辅助。脱模时,上模板1带动内芯上移,压力释放,活动模块底部顶出结构的弹簧10舒展,使顶杆9向上推活动模块,使活动模块以螺栓7为支点旋转,自动完成脱模。也就是说,在压力释放后,脱模过程也无需人工、器械辅助。当冲压不同尺寸的工件时,只需替换活动模块即可,活动模块与支座采用螺栓7连接,替换方便快捷。同时,支座的位置也可调节。需要注意的是,本申请另一个重要的优点是:支座与下模板2螺栓63连接、活动模块与支座螺栓7连接、内芯与上模板1螺栓连接,零件之间的装配简单、操作简便。
结合以上所述,本申请结构设计巧妙,使得装配简单、操作方便,仅仅利用压机的压力就能自动完成自动合模和脱模。显著提高产品生产效率,降低工作强度。
实施例2
一种轴瓦式薄板零件冲压方法,采用实施例1所述的轴瓦式薄板零件冲压装置进行轴瓦式薄板零件的冲压成型,将待冲压薄板件11放置于限位腔中,通过压力机连接上模板1带动内芯下压进行冲压,自动实现合模;保压后,上模板1上移,驱动装置向上顶出活动模块,使活动模块旋转打开,使轴瓦式薄板零件与模腔自动分离,取出即可进行后续下一件成品12冲压生产。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的包含范围之内。