一种三维织物增强体及其制备方法和聚合物基复合材料
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及导热功能复合材料技术领域,具体涉及一种三维织物增强体及其制备方法和聚合物基复合材料。
背景技术
纤维复合材料因其轻质高强、可设计、耐腐蚀、抗疲劳、结构-功能一体化等优点,已在航空航天、交通、电子和风机叶片等领域得到了广泛应用,尤其是连续纤维复合材料是先进复合材料的典型代表,传统的纤维复合材料多以一维织物或二维织物为增强体,通过多层铺叠的方法制备而成。由于这种铺层方式缺少层与层之间有效的纤维增强,制成的复合材料厚度方向导热、导电性能差,且层间性能差。
对于聚合物基复合材料,基体导热主要通过晶格振动,导热率很低,故提高聚合物基复合材料导热性能的关键在于基体内形成的导热通路数量以及导热通路的稳定性。通过在基体内添加填料的方式能在一定程度上提高聚合物基复合材料的导热能力,但填料多为颗粒状,而颗粒状填料之间并不能充分接触,热量传递时导热通路杂乱,不能达到较为理想的效果。
高导热纤维作为一维高导热材料,通过在聚合物基复合材料厚度方向贯穿高导热的连续纤维,可以克服颗粒状填料填充的不足,其厚度方向的导热性能以及层间性能均显著改善。高模型碳纤维的晶体结构比较完善,石墨化程度较高,因此其导电、导热等性能都比较优异。但是,高模型碳纤维脆性大,在织造过程中易损伤,限制了其在高导热聚合物基复合材料中的应用。
发明内容
本发明的目的在于提供一种三维织物增强体及其制备方法和聚合物基复合材料,本发明提供的三维织物增强体在碳纤维的表面包覆聚合物层,既能够解决高模量碳纤维织造过程中易断丝起毛的问题,同时对碳纤维整体导热、导电性能不会造成影响;将所述三维织物增强体作为预成型体制备聚合物基复合材料,所述聚合物基复合材料厚度方向的导热、导电性能以及层间性能等提升明显。
为了实现上述发明目的,本发明提供以下技术方案:
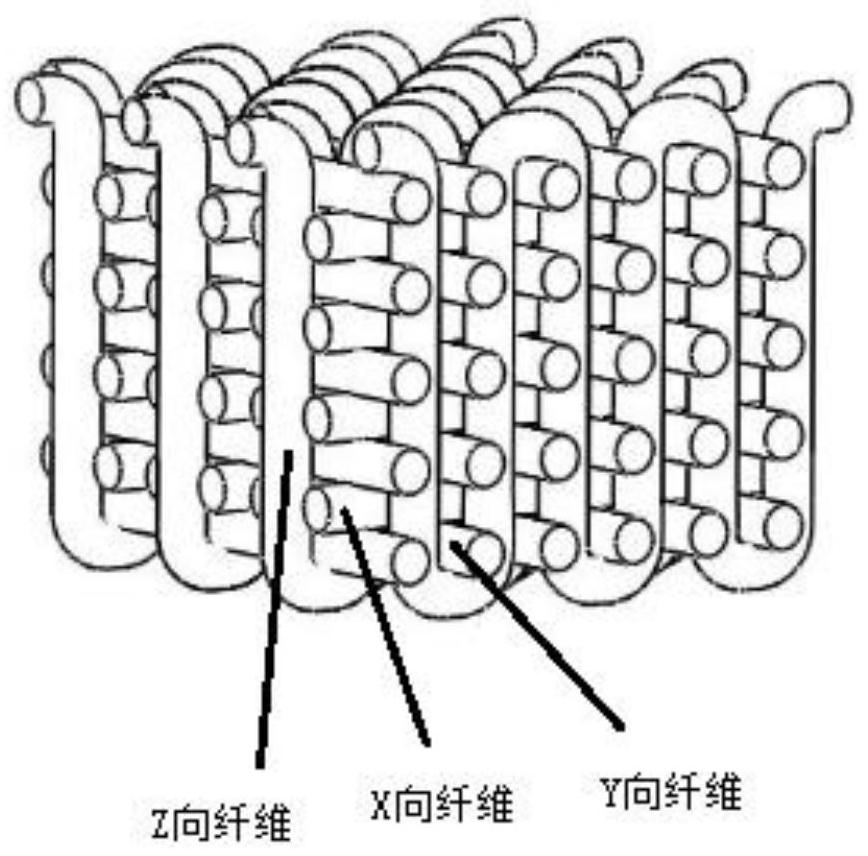
本发明提供了一种三维织物增强体,具有三向正交结构,其中,面内为X方向和Y方向,厚度为Z方向,所述X方向、Y方向和Z方向均有连续纤维分布;所述Z方向所用Z向纤维为包覆有聚合物层的碳纤维;所述碳纤维包括中间相沥青基碳纤维和/或高模型聚丙烯腈碳纤维。
优选地,所述三维织物增强体中X向纤维和Y向纤维的体积分数独立地为35~45%,Z向纤维的体积分数为15~30%。
优选地,所述碳纤维的规格为1~24K。
优选地,所述聚合物层所用聚合物包括聚乙烯醇、聚氨酯、聚丙烯腈或聚苯硫醚树脂。
优选地,所述聚合物层的厚度为0.1~0.5mm。
优选地,所述Z向纤维的制备方法包括以下步骤:
将含有聚合物层所用聚合物和有机溶剂的混合物料涂覆在碳纤维的表面,去除有机溶剂后在所述碳纤维的表面形成聚合物层,得到Z向纤维。
优选地,所述X方向所用X向纤维和Y方向所用Y向纤维独立地包括碳纤维、玄武岩纤维、玻璃纤维和芳纶纤维中的一种或几种;所述X向纤维和Y向纤维的规格独立地为1~24K。
优选地,所述三维织物增强体的层数为2~5层,单层厚度为1~5mm,层间间距为5~10mm。
本发明提供了上述技术方案所述三维织物增强体的制备方法,包括以下步骤:
提供X方向所用X向纤维、Y方向所用Y向纤维和Z方向所用Z向纤维;
将所述X向纤维和Y向纤维编织形成正交铺层,同时所述Z向纤维贯穿若干个所述正交铺层的厚度方向,得到三维织物增强体。
本发明提供了一种聚合物基复合材料,以上述技术方案所述三维织物增强体或上述技术方案所述制备方法制备得到的三维织物增强体为预成型体。
本发明提供了一种三维织物增强体,具有三向正交结构,其中,面内为X方向和Y方向,厚度为Z方向,所述X方向、Y方向和Z方向均有连续纤维分布;所述Z方向所用Z向纤维为包覆有聚合物层的碳纤维;所述碳纤维包括中间相沥青基碳纤维和/或高模型聚丙烯腈碳纤维。在本发明中,中间相沥青基碳纤维和高模型聚丙烯腈碳纤维为高模型碳纤维,具有高导热、高导电性,其导热系数大于100W·m
附图说明
图1为三维织物增强体的结构示意图;
图2为三维织物增强体的剖面示意图;
图3为采用浸渍法对碳纤维表面进行涂覆的流程图;
图4为采用喷涂法对碳纤维表面进行涂覆的流程图;
图5为聚合物基复合材料中三维织物增强体的结构示意图。
具体实施方式
在本发明中,以下所述X方向、Y方向和Z方向仅表示纤维的相对位置关系,并无其它特殊限定作用。
本发明提供了一种三维织物增强体(图1为三维织物增强体的结构示意图;图2为三维织物增强体的剖面示意图),具有三向正交结构,其中,面内为X方向和Y方向,厚度为Z方向,所述X方向、Y方向和Z方向均有连续纤维分布;所述Z方向所用Z向纤维为包覆有聚合物层的碳纤维;所述碳纤维包括中间相沥青基碳纤维和/或高模型聚丙烯腈碳纤维。
在本发明中,所述高模型聚丙烯腈碳纤维优选为高模型聚丙烯腈碳纤维M55J或M40J。在本发明中,中间相沥青基碳纤维和高模型聚丙烯腈碳纤维为高模型碳纤维,具有高导热、高导电性,其导热系数大于100W·m
在本发明中,所述三维织物增强体中X向纤维和Y向纤维的体积分数独立地优选为35~45%,更优选为35~40%;其中,所述X向纤维和Y向纤维的体积分数可以相同,也可以不同,当所述X向纤维和Y向纤维的体积分数不同时,所述X向纤维和Y向纤维的体积分数的差值优选≤5%。在本发明中,所述三维织物增强体中Z向纤维的体积分数优选为15~30%,更优选为15~20%。
在本发明中,所述Z向纤维中碳纤维的规格优选为1~24K,更优选为3~6K;所述碳纤维的直径优选为5~11μm,更优选为7~9μm。
在本发明中,所述Z向纤维中的聚合物层所用聚合物优选包括聚乙烯醇、聚氨酯、聚丙烯腈或聚苯硫醚树脂。本发明对于所述聚合物的来源没有特殊的限定,采用本领域技术人员熟知的市售商品或本领域技术人员熟知的制备方法制备得到均可。在本发明中,所述聚合物层的厚度优选为0.1~0.5mm,更优选为0.2~0.4mm。本发明通过选择合适的聚合物同时控制聚合物层的厚度,减少在制备过程中产生的残余应力使得碳纤维曲折、基体破坏以及复合材料力学性能降低等现象的产生,能够在保证高模型碳纤维具有较强韧性的同时,不会对其整体导热、导电性能造成影响。
在本发明中,所述Z向纤维的制备方法优选包括以下步骤:
将含有聚合物层所用聚合物和有机溶剂的混合物料涂覆在碳纤维的表面,去除有机溶剂后在所述碳纤维的表面形成聚合物层,得到Z向纤维。
本发明优选先提供含有聚合物层所用聚合物和有机溶剂的混合物料。在本发明中,所述混合物料可以直接由聚合物和有机溶剂混合得到,也可以根据聚合物的特性,加入增塑剂等其它化学物质,本发明对此不作特殊限定。在本发明中,所述混合物料中聚合物的质量分数优选为5~25%,更优选为5~20%;本发明优选根据聚合物的具体种类选择合适的有机溶剂,并选择两者合适的配比关系。在本发明的实施例中,具体的:
当聚合物为聚丙烯腈时,优选是以二甲基亚砜为溶剂,将所述聚丙烯腈与二甲基亚砜混合,配制得到聚丙烯腈溶液(即混合物料);其中,所述聚丙烯腈溶液中聚丙烯腈的质量分数优选为10~20%;
当聚合物为聚乙烯醇时,优选是在25~35℃温水中加入聚乙烯醇颗粒,以200~300r/min的转速搅拌1~2h,待聚乙烯醇颗粒充分吸水溶胀,升高温度至90~95℃,持续搅拌3~4h;冷却至室温,加入乙醇继续搅拌1~2h,得到聚乙烯醇溶液(即混合物料);其中,所述聚乙烯醇溶液中聚乙烯醇的质量分数优选为4~7%,所述聚乙烯醇溶液中水和乙醇的体积比优选为1:(0.8~1.2);
当聚合物为聚苯硫醚树脂时,优选是将聚苯硫醚树脂和工业酒精混合,然后球磨至粒度小于120μm,得到悬浮液(即混合物料),其中,所述悬浮液中聚苯硫醚树脂的质量分数优选为20~25%。
得到所述混合物料后,本发明优选将所述混合物料涂覆在碳纤维的表面,去除有机溶剂后在所述碳纤维的表面形成聚合物层,得到Z向纤维。本发明对于所述涂覆的方式没有特殊的限定,根据聚合物的溶解性以及熔融温度,采用本领域技术人员熟知的涂覆方式即可,本发明优选采用浸渍法或喷涂法。本发明对于所述浸渍法或喷涂法的具体操作方式没有特殊的限定,能够得到均匀且厚度符合要求的聚合物层即可。本发明对于所述去除有机溶剂的具体方法或条件没有特殊的限定,能够使形成的聚合物层具有较强的韧性和稳定性,不会出现开裂、易老化等问题即可。在本发明的实施例中,采用浸渍法对碳纤维表面进行涂覆的流程图如图3所示,具体是将混合物料置于浸渍槽中对纤维进行浸渍,然后通过烘干炉(温度优选为75~80℃)使溶剂挥发;采用喷涂法对碳纤维表面进行涂覆的流程图如图4所示,具体是将混合物料置于喷枪中,在喷涂室内进行喷涂,然后通过烘干炉(温度优选为75~80℃)使溶剂挥发。在本发明中,所述涂覆过程中,收丝辊速度优选控制在0.1~0.2m/min。另外,在本发明中,为了得到均匀且厚度符合要求的聚合物层,根据实际需要,可以进行多次涂覆,具体是当一层涂层干的时候即涂覆下一层,这样可以使涂层之间具有较大的附着力。
在本发明中,所述X方向所用X向纤维和Y方向所用Y向纤维优选独立地包括碳纤维、玄武岩纤维、玻璃纤维和芳纶纤维中的一种或几种,更优选独立地为碳纤维、玄武岩纤维、玻璃纤维或芳纶纤维,进一步优选为碳纤维。在本发明中,所述X向纤维和Y向纤维中的碳纤维可以为高模型碳纤维(如中间相沥青基碳纤维或高模型聚丙烯腈碳纤维),也可以为非高模型碳纤维(如高强型聚丙烯腈碳纤维T300、T700或T800);当所述X向纤维和Y向纤维中的碳纤维为高模型碳纤维时,本发明优选在所述高模型碳纤维的表面包覆聚合物层;其中,X向纤维和Y向纤维中聚合物层所用聚合物的可选范围优选与Z向纤维中聚合物层所用聚合物的可选范围一致,在此不再赘述;所述X向纤维和Y向纤维中聚合物层的制备方法优选与Z向纤维中聚合物层的制备方法一致,在此不再赘述。在本发明中,所述X向纤维和Y向纤维的规格独立地优选为1~24K,更优选为3~6K;所述X向纤维和Y向纤维的直径独立地优选为5~11μm,更优选为7~9μm。
在本发明中,所述三维织物增强体的层数(其中,由X向纤维和Y向纤维形成的正交铺层作为一层)优选为2~5层,更优选为3~4层;单层厚度优选为1~5mm,更优选为2~4mm;层间间距优选为5~10mm,更优选为6~9mm;本发明所述正交铺层之间通过Z向纤维连接,层间间距具体是指相邻正交铺层之间Z向纤维的长度。
本发明提供了上述技术方案所述三维织物增强体的制备方法,包括以下步骤:
提供X方向所用X向纤维、Y方向所用Y向纤维和Z方向所用Z向纤维;
将所述X向纤维和Y向纤维编织形成正交铺层,同时所述Z向纤维贯穿若干个所述正交铺层的厚度方向,得到三维织物增强体。
在本发明中,所述Z向纤维作为三维织物增强体的接结纱,能够实现多层正交铺层之间的连接;在实际使用时,可以根据所需三维织物增强体的厚度,确定合适的正交铺层层数,然后切断多层正交铺层之间的接结纱(即Z向纤维),再压紧实,即可得到所需厚度的三维织物增强体。
本发明提供了一种聚合物基复合材料,所述聚合物基复合材料以上述技术方案所述三维织物增强体或上述技术方案所述制备方法制备得到的三维织物增强体为预成型体。在本发明中,所述聚合物基复合材料所用的树脂基体体系包括树脂材料和稀释剂,也可以根据实际需要添加固化剂或催化剂;本发明对于所述树脂材料、稀释剂、固化剂和催化剂的种类以及配比关系没有特殊的限定,采用本领域技术人员熟知的技术方案即可。在本发明中,所述树脂材料优选包括环氧树脂、氰酸酯树脂、酚醛树脂或双马来酰亚胺树脂,更优选为环氧树脂或氰酸酯树脂,所述环氧树脂优选为环氧树脂E51;所述树脂材料的粘度优选低于0.5Pa·s,更优选为0.2~0.3Pa·s;所述稀释剂优选包括聚乙二醇二缩水甘油醚(PEGDGE)、丁基缩水甘油醚(BGE,活性稀释剂501)或邻苯二甲酸二丁酯;所述固化剂优选包括三乙烯四胺或邻苯二甲酸酐;所述催化剂优选包括三乙胺。在本发明中,所述树脂材料和稀释剂的摩尔比优选为100:(5~30),更优选为100:(10~25);所述树脂材料和固化剂的质量比优选为100:(10~80),更优选为100:(10~60);所述树脂材料和催化剂的质量比优选为100:(3~5)。本发明对于所述树脂基体体系的制备方法没有特殊的限定,直接将各组分搅拌混合均匀即可。
本发明对于所述聚合物基复合材料的制备方法没有特殊的限定,采用本领域技术人员熟知的制备方法即可。本发明优选是将所述三维织物增强体铺放在模具中,在室温下采用树脂传递模塑成型(RTM)工艺,使用注射机注射所述树脂基体体系;注射完毕后将其放入烘箱中固化;脱模后打磨,得到聚合物基复合材料。
在本发明中,所述树脂基体体系与三维织物增强体的体积比优选为4:(5~7),更优选为4:6。
在本发明中,所述注射过程中,注射压力优选为0.5~1.5MPa,更优选为0.6~1.0MPa。
在本发明中,所述固化的温度优选为90~250℃,时间优选为6~20h;在本发明的实施例中,所述固化的温度和时间具体是根据树脂基体体系的组成进行选择,当采用的树脂材料为环氧树脂时,优选是于90~100℃固化3~4h,然后继续于120~130℃固化3~4h;当采用的树脂材料为氰酸酯树脂时,优选是于145~155℃固化4~5h,然后继续依次于180~185℃固化2~3h、200~205℃固化2~3h、220~225℃固化2~3h、240~245℃固化4~5h。
本发明优选是采用砂纸将脱模后所得复合材料的上下表面进行打磨,所述砂纸的规格优选依次为400目、800目、1000目和2000目,直至Z向纤维端部(如图5所示)直接裸露,复合材料的上下表面平行且厚度方向垂直于水平面,Z向纤维总体保持垂直连续状态,使得Z方向呈现垂直连续的通路,贯穿整个聚合物基复合材料。
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
制备Z向纤维,包括以下步骤:
以二甲基亚砜为溶剂,配制15wt%的聚丙烯腈溶液,采用浸渍法在中间相沥青基碳纤维(规格为3K,直径为9μm)的表面涂覆聚丙烯腈溶液,通过烘干炉(温度为80℃)使溶剂挥发,在所述中间相沥青基碳纤维的表面形成聚丙烯腈层(厚度为0.2mm,作为Z向纤维)。
制备三维织物增强体,包括以下步骤:
采用高强型聚丙烯腈碳纤维T300(规格为6K,直径为7μm)作为X向纤维和Y向纤维,将所述X向纤维和Y向纤维编织形成正交铺层,同时所述Z向纤维贯穿两层所述正交铺层的厚度方向,得到具有三向正交结构的三维织物增强体,其中,单层正交铺层的厚度为2mm,层间间距为6mm,三维织物增强体中Z向纤维的体积分数为15%,X向纤维的体积分数为42%,Y向纤维的体积分数为43%。
制备聚合物基复合材料,包括以下步骤:
按环氧树脂E51与聚乙二醇二缩水甘油醚(PEGDGE)稀释剂的摩尔比为100:10混合均匀,再加入环氧树脂E51质量的10%的三乙烯四胺固化剂,搅拌均匀,得到树脂基体体系;
将所述三维织物增强体铺放在模具中,在室温下采用RTM工艺,使用注射机注射上述树脂基体体系,其中,树脂基体体系与三维织物增强体的体积比为4:6,注射压力为0.6MPa;注射完毕后将其放入烘箱中90℃固化3h,然后继续于120℃固化3.5h;脱模后得到复合材料,随后对复合材料的上下表面打磨,所选用砂纸的规格依次为400目、800目、1000目和2000目,直至Z向纤维端部直接裸露,复合材料的上下表面平行且厚度方向垂直于水平面,Z向纤维总体保持垂直连续状态,使得Z方向呈现垂直连续的通路。
实施例2
制备Z向纤维,包括以下步骤:
在25℃温水中加入聚乙烯醇颗粒,以200r/min的转速搅拌1.5h,待聚乙烯醇颗粒充分吸水溶胀,升高温度至90℃,持续搅拌3h;冷却至室温,加入乙醇继续搅拌1h,得到聚乙烯醇溶液(聚乙烯醇的质量分数为5%,水和乙醇的体积比为1:1);采用浸渍法在中间相沥青基碳纤维(规格3K,直径为9μm)的表面涂覆所述聚乙烯醇溶液,通过烘干炉(温度为75℃)使溶剂挥发,在所述中间相沥青基碳纤维的表面形成聚乙烯醇层(厚度为0.5mm,作为Z向纤维)。
制备三维织物增强体,包括以下步骤:
采用高强型聚丙烯腈碳纤维T800(规格为6K,直径为5μm)作为X向纤维和Y向纤维,将所述X向纤维和Y向纤维编织形成正交铺层,同时所述Z向纤维贯穿三层所述正交铺层的厚度方向,得到具有三向正交结构的三维织物增强体,其中,单层正交铺层的厚度为4mm,层间间距为8mm,三维织物增强体中Z向纤维的体积分数为20%,X向纤维的体积分数为40%,Y向纤维的体积分数为40%。
制备聚合物基复合材料,包括以下步骤:
按环氧树脂E51与聚乙二醇二缩水甘油醚(PEGDGE)稀释剂的摩尔比为100:10混合均匀,再加入环氧树脂E51质量的60%的邻苯二甲酸酐固化剂,搅拌均匀,得到树脂基体体系;
将所述三维织物增强体铺放在模具中,在室温下采用RTM工艺,使用注射机注射上述树脂基体体系,其中,树脂基体体系与三维织物增强体的体积比为4:6,注射压力为0.8MPa;注射完毕后将其放入烘箱中90℃固化3h,然后继续于120℃固化3.5h;脱模后得到复合材料,随后对复合材料的上下表面打磨,所选用砂纸的规格依次为400目、800目、1000目和2000目,直至Z向纤维端部直接裸露,复合材料的上下表面平行且厚度方向垂直于水平面,Z向纤维总体保持垂直连续状态,使得Z方向呈现垂直连续的通路。
实施例3
制备X向纤维、Y向纤维和Z向纤维,包括以下步骤:
将聚苯硫醚树脂和工业酒精按质量比为1:4倒入球磨缸内,球磨至粒度小于120μm,将所得悬浮液装入喷枪内,在中间相沥青基碳纤维(规格为3K,直径为9μm)的表面进行喷涂,然后通过烘干炉(温度为75℃)干燥使溶剂挥发;重复上述喷涂-干燥操作,在所述中间相沥青基碳纤维的表面形成聚苯硫醚树脂层(每次喷涂的厚度为0.05mm左右,总厚度为0.4mm,作为Z向纤维);
按照上述方法在高模型聚丙烯腈碳纤维M55J(规格为6K,直径为5μm)的表面形成聚苯硫醚树脂层(每次喷涂的厚度为0.05mm左右,总厚度为0.4mm,作为X向纤维和Y向纤维)。
制备三维织物增强体,包括以下步骤:
将所述X向纤维和Y向纤维编织形成正交铺层,同时所述Z向纤维贯穿两层所述正交铺层的厚度方向,得到具有三向正交结构的三维织物增强体,其中,单层正交铺层的厚度为4mm,层间间距为8mm,三维织物增强体中Z向纤维的体积分数为15%,X向纤维的体积分数为43%,Y向纤维的体积分数为42%。
制备聚合物基复合材料,包括以下步骤:
将氰酸酯树脂于120℃条件下加热熔化,加入催化剂三乙胺搅拌均匀后升温至150℃反应2h,然后降温至115℃后加入稀释剂邻苯二甲酸二丁酯搅拌均匀,反应30min,得到树脂基体体系;其中,氰酸酯树脂、稀释剂和催化剂的质量比为20:5:1;
将所述三维织物增强体铺放在模具中,在室温下采用RTM工艺,使用注射机注射上述树脂基体体系,其中,树脂基体体系与三维织物增强体的体积比为4:6,注射压力为1MPa;注射完毕后将其放入烘箱中于150℃固化4h,然后继续依次于180℃固化2h、200℃固化2h、220℃固化2h、240℃固化4h;脱模后得到复合材料,随后对复合材料的上下表面打磨,所选用砂纸的规格依次为400目、800目、1000目和2000目,直至Z向纤维端部直接裸露,复合材料的上下表面平行且厚度方向垂直于水平面,Z向纤维总体保持垂直连续状态,使得Z方向呈现垂直连续的通路。
对照例1
制备层压复合材料,包括以下步骤:
按照实施例1的方法制备X向纤维和Y向纤维,并将所述X向纤维和Y向纤维编织形成正交铺层;
按照实施例1的方法制备树脂基体体系;
将所述正交铺层铺放在模具中,铺放两层,然后按照实施例1的方法以所述正交铺层作为预成型体制备得到层压复合材料。
测试例
对实施例1~3和对照例1制备的复合材料的性能进行测试,具体如下:
(1)按公式λ=α·C
λ——复合材料Z向的导热系数,W/(m·K);
α——复合材料Z向的热扩散系数,mm
C
ρ——复合材料的体密度,g/cm
其中,α:采用激光闪射法得到(具体是根据GB/T 22588-2008标准方法测试得到);
C
ρ:以蒸馏水为溶剂,将切割成固定尺寸的复合材料离心后,采用排水法测试其体密度,可由下公式计算得出:ρ=m
(2)复合材料Z向的电导率使用双电测四探针测试仪(广州四探针有限公司,RTS-9)进行测量。
(3)复合材料的层间剪切强度性能按ASTM D2344-06标准,利用INSTRON3382电子万能试验机进行测试,试验速度恒定为1mm/min。复合材料的层间剪切强度由公式τ=3·F/(4·b·h)计算得到,所述公式中
τ——复合材料的层间剪切强度,MPa;
F——试验中出现的最大载荷,N;
b——试样宽度,mm;
h——试样厚度,mm。
每组试样取5个有效数据,计算平均值作为该复合材料的层间剪切强度。
表1实施例1~3和对照例1制备的复合材料的性能测试结果
由表1可知,在Z向编织高模型碳纤维(具体为中间相沥青基纤维)后,以所得三维织物增强体为预成型体制备复合材料,与层压复合材料相比,本发明提供的复合材料Z向的导热、导电以及层间剪切强度都得到较大幅度的提升。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。