一种防掉毛双针床凹凸毛绒面料及其生产方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及一种防掉毛双针床凹凸毛绒面料及其生产方法,属于纺织领域。
背景技术
近年来,随着生活水平的逐步提高,人们对日常生活的舒适度越来越重视,对服装面料的多样化也提出了更高的要求。而在双针床拉舍尔经编机上生产的双针床毛绒织物因具有光泽明亮、质地厚实、手感柔软、保暖性好等特点已经成为近年来的热门产品,在毛毯、秋冬季外衣、沙发面料等家纺和服用产品中具有广泛应用。
双针床经编毛绒织物一般在5梳的双针床拉舍尔经编机上编织,通常,前2把导纱梳栉在前针床成圈编织底组织,后2把导纱梳栉在后针床成圈编织底组织,用中间的1把导纱梳栉编织毛绒纱,轮流在前针床和后针床成圈,连接前后底组织形成坯布。下机后的坯布经剖幅机剖开,连接纱即毛绒纱断开形成绒头。因毛绒纱只有一把导纱梳栉且一般情况下都采用编链组织在前针床与后针床成圈,被剖幅机剖开后,绒纱与前后底组织连接并不牢固,经印花、剪毛等一系列后整理后,织物容易掉毛,从而影响毛绒产品的使用效果。
发明内容
[技术问题]
常规的5梳双针床毛绒面料,在工艺正面形成“软底板”效应的时候,绒梳通常采用编链组织形成毛绒,虽结构灵活,但毛绒容易脱落。
[技术方案]
为了解决上述问题,本发明采用6把导纱梳栉的双针床拉舍尔经编机编织防掉毛双针床凹凸毛绒面料,而且本发明的双针床凹凸毛绒面料经过印花和花式剪毛处理后,可形成立体的毛绒外观,花型可按照生产需要进行百变设计,图案丰富多样。
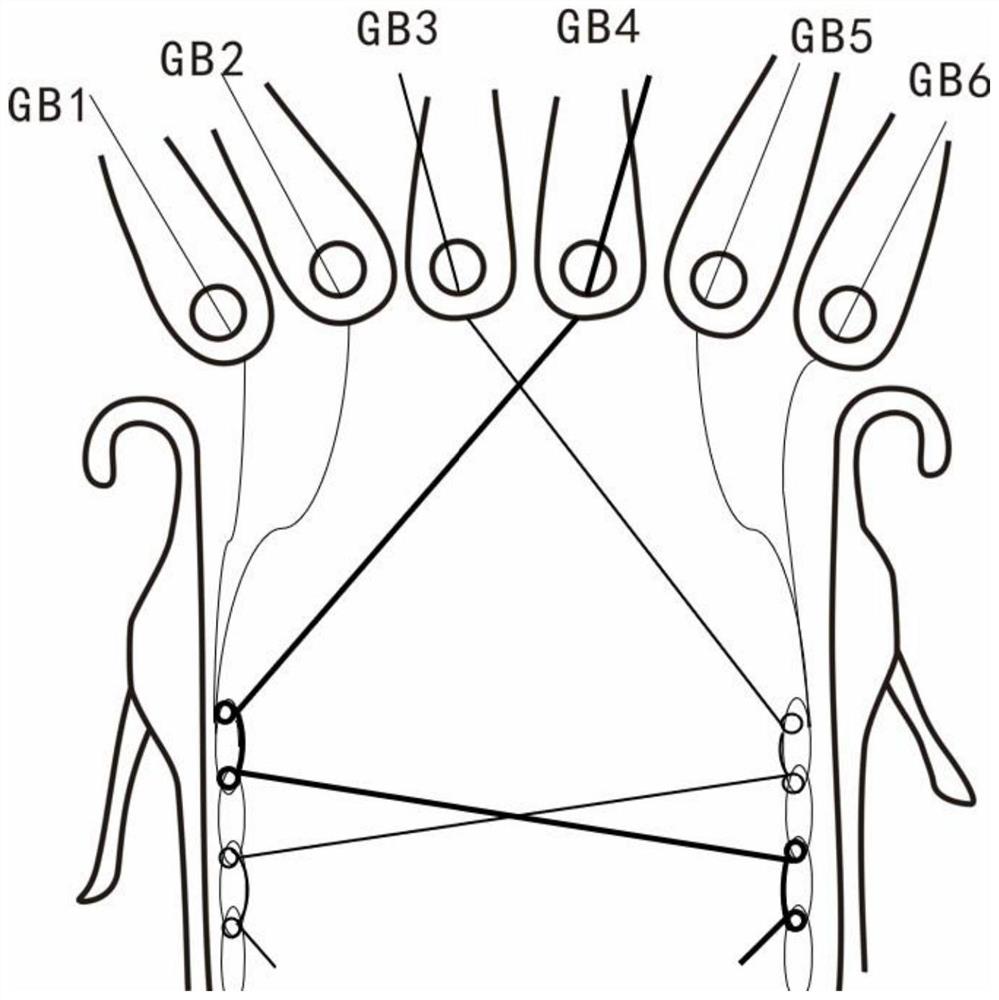
本发明的第一个目的是提供一种防掉毛双针床凹凸毛绒面料的生产方法,所述的方法是在双针床拉舍尔经编机上进行编织;所述的双针床拉舍尔经编机配置6把导纱梳栉,按从机前向机后排列的顺序,依次为仅在前针床垫纱成圈的第一把梳栉GB1和第二把梳栉GB2,在前针床和后针床垫纱成圈的第三把梳栉GB3和第四把梳栉GB4,以及仅在后针床垫纱成圈的第五把梳栉GB5和第六把导纱梳栉GB6;
其中,GB1和GB6相对应,编织相同的四针经平组织,形成前底组织;GB2和GB5相对应,编织相同的编链组织,形成后底组织;
GB3和GB4相对应,编织相同的变化编链组织;在一个花纹循环内,GB3先在前针床编织两个横列,再在后针床编织两个横列,而GB4与之相反,先在后针床编织两个横列,再在前针床编织两个横列,通过两把梳栉有序的在前后针床交叉垫纱成圈,形成前底组织和后底组织的连接区和无连接区;
编织完成后经过剖幅,连接区的纱线断开形成毛绒;再经过印花、花式剪毛等后处理的过程,得到所述的防掉毛双针床凹凸毛绒面料。
在本发明的一种实施方式中,所述的方法包括如下步骤:
(1)选料:选择半光涤纶、消光扁平涤纶为原料;
(2)整经:将涤纶丝按照门幅和横密以及穿纱率的要求在整经机上按一定头份数进行整经;
(3)采用双针床拉舍尔经编机进行织造;
(4)后整理:①剖幅;②梳毛;③印花;④烫光;⑤花式剪毛;
(5)检测,包装;
其中,步骤(2)所述整经和步骤(3)所述的织造时的单梳组织结构选配及穿纱方式为:
GB1梳:0-1-1-1/4-3-3-3/0-1-1-1/4-3-3-3//,满穿;
GB2梳:0-1-1-1/1-0-0-0/0-1-1-1/1-0-0-0//,满穿;
GB3梳:0-1-1-1/1-0-0-0/0-0-0-1/1-1-1-0//,满穿;
GB4梳:0-0-0-1/1-1-1-0/0-1-1-1/1-0-0-0//,满穿;
GB5梳:0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0//,满穿;
GB6梳:0-0-0-1/4-4-4-3/0-0-0-1/4-4-4-3//,满穿。
在本发明的一种实施方式中,所述的单梳组织的纱线和梳栉搭配为GB1、GB2、GB5、GB6梳搭配半光涤纶FDY,GB3、GB4梳搭配扁平消光涤纶FDY;其中所述半光涤纶FDY为75D/36f、100D/96f或120D/48f的任一种;所述扁平消光涤纶FDY为100D/72f、150D/288f、200D/384f的任一种;所述半光涤纶FDY占比为5~30%;所述扁平消光涤纶FDY占比为70~90%。
在本发明的一种实施方式中,所述的单梳组织中GB1、GB2、GB5、GB6为编织底组织(前底组织和后底组织)的梳栉,其中GB1和GB6梳采用相同的半光涤纶FDY,GB2和GB5梳采用相同的半光涤纶FDY,在工艺正面形成“软底板”效应;GB3梳和GB4梳进行合理搭配,在工艺反面形成毛绒效果。
在本发明的一种实施方式中,步骤(3)所述的双针床拉舍尔经编机为RD6DPLM、RD7DPLM型中的任一种。
在本发明的一种实施方式中,步骤(3)所述的织造中脱圈板隔距为10~22mm。
在本发明的一种实施方式中,步骤(4)所述的后整理还包括柔软处理和定型悬挂。
在本发明的一种实施方式中,步骤(5)所述防掉毛双针床凹凸毛绒面料的毛高为4.5~10.5mm。
在本发明的一种实施方式中,所述防掉毛双针床凹凸毛绒面料是通过脱圈板隔距、穿纱率和纱线细度的合理搭配改变克重;所述防掉毛双针床凹凸毛绒面料成品的平方米克重为220~450g/m
本发明的第二个目的是本发明所述的方法制备得到的防掉毛双针床凹凸毛绒面料。
本发明的第三个目的是本发明所述的防掉毛双针床凹凸毛绒面料制备得到的家纺和服装用品。
在本发明的一种实施方式中,所述的家纺用品包括毛毯、沙发面料;所述的服装用品包括秋冬季外衣。
[有益效果]
(1)本发明的防掉毛双针床凹凸毛绒面料手感丰满,立体美观,采用变化经平和编链组织相结合织造“软底板”,使面料结构灵活,可应用于家纺、服装等多个领域。
(2)本发明利用第三把和第四把梳栉作为绒梳,分别在前针床/或后针床的织针上进行垫纱成圈,形成前底组织和后底组织的连接区和无连接区,即在一个花纹循环内,GB3先在前针床编织两个横列,再在后针床编织两个横列,而GB4则先在后针床编织两个横列,再在前针床编织两个横列,通过两把梳栉有序的在前后针床变换垫纱成圈,再经过剖幅,连接区的纱线断开形成毛绒。同时由于连接区的毛绒纱在底组织连续两横列成圈间的延展线未被割开,对毛绒纱的线圈有捆绑作用,被花式剪毛剪短后的连接区的毛绒不易掉毛。
(3)本发明的防掉毛双针床凹凸毛绒面料可经过印花和花式剪毛的后整理过程,形成凹凸立体的毛绒外观,花型可根据家纺产品的需要设计成花卉系列、几何图案系列等,图案丰富多样。
附图说明
图1为主要成圈机构的示意图。
图2为防掉毛双针床凹凸毛绒面料的梳栉GB1~GB6的组织垫纱运动图。
具体实施方式
以下对本发明的优选实施例进行说明,应当理解实施例是为了更好地解释本发明,不用于限制本发明。
实施例1
一种防掉毛双针床凹凸毛绒面料,由下述质量百分比组分构成:100D/96f半光涤纶FDY为16.0%,120D/48f半光涤纶FDY为8.3%,150D/288f消光扁平涤纶FDY为75.7%;
所述的防掉毛双针床凹凸毛绒面料的生产方法,包括如下步骤:
(1)选料:选用75D/36f半光涤纶FDY、100D/96f半光涤纶FDY、150D/72f消光扁平涤纶FDY为原料;
(2)整经:按照门幅170cm,横密为8.0wpc,GB1、GB2、GB3、GB4、GB5、GB6穿经率均为100%等工艺要求,计算得到整经头份数:GB1~GB6均为454×3;
(3)整经现场温度为度25±1℃,相对湿度为65±5%,较高和稳定的温湿度有助于涤纶纱线捻回稳定和表面柔软,避免纱线相互间发生纠缠,有利于经编产品的生产;
(4)织造:采用双针床拉舍尔经编机进行织造;
机型:拉舍尔经编机RD6DPLM
机号:22针
机宽:100英寸
经编组织结构:
GB1梳:0-1-1-1/4-3-3-3/0-1-1-1/4-3-3-3//,满穿;
GB2梳:0-1-1-1/1-0-0-0/0-1-1-1/1-0-0-0//,满穿;
GB3梳:0-1-1-1/1-0-0-0/0-0-0-1/1-1-1-0//,满穿;
GB4梳:0-0-0-1/1-1-1-0/0-1-1-1/1-0-0-0//,满穿;
GB5梳:0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0//,满穿;
GB6梳:0-0-0-1/4-4-4-3/0-0-0-1/4-4-4-3//,满穿。
原料及穿纱方式:
GB1、GB6梳:75D/36f半光涤纶FDY,
GB2、GB5梳:100D/96f半光涤纶FDY,
GB3、GB4梳:150D/72f消光扁平涤纶FDY。
将组织垫纱数码、送经量和牵拉密度等输入控制柜的电脑显示屏,保存后加载上机文件即可开机。织造完成得到毛坯布,称重,装袋,毛坯入库;
4)后整理:①剖幅;②梳毛;③印花;④烫光;⑤花式剪毛;
5)检测,包装。
经过以上工艺,即可得到所述的防掉毛且具有凹凸效应的双针床毛绒面料。
上述工艺的具体参数见表1。
表1经编工艺单
实施例2
一种防掉毛双针床凹凸毛绒面料,由下述质量百分比组分构成:100D/96f半光涤纶FDY为16.0%,120D/48f半光涤纶FDY为8.3%,150D/288f消光扁平涤纶FDY为75.7%;
所述的防掉毛双针床凹凸毛绒面料的生产方法,包括如下步骤:
1)选料:选用100D/96f半光涤纶FDY、120D/48f半光涤纶FDY、150D/288f消光扁平涤纶FDY为原料;
2)整经:按照门幅170cm,横密为8.0wpc,GB1、GB2、GB3、GB4、GB5、GB6穿经率均为100%等工艺要求,计算得到整经头份数:GB1~GB6均为454×3;
整经现场温度为度25±1℃,相对湿度为65±5%,较高和稳定的温湿度有助于涤纶纱线捻回稳定和表面柔软,避免纱线相互间发生纠缠,有利于经编产品的生产;
3)织造:采用双针床拉舍尔经编机进行织造;
机型:拉舍尔经编机RD6DPLM
机号:22针
机宽:100英寸
经编组织结构:
GB1梳:0-1-1-1/4-3-3-3/0-1-1-1/4-3-3-3//,满穿;
GB2梳:0-1-1-1/1-0-0-0/0-1-1-1/1-0-0-0//,满穿;
GB3梳:0-1-1-1/1-0-0-0/0-0-0-1/1-1-1-0//,满穿;
GB4梳:0-0-0-1/1-1-1-0/0-1-1-1/1-0-0-0//,满穿;
GB5梳:0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0//,满穿;
GB6梳:0-0-0-1/4-4-4-3/0-0-0-1/4-4-4-3//,满穿。
原料及穿纱方式:
GB1、GB6梳:100D/96f半光涤纶FDY,
GB2、GB5梳:120D/48f半光涤纶FDY,
GB3、GB4梳:150D/288f消光扁平涤纶FDY。
将组织垫纱数码、送经量和牵拉密度等输入控制柜的电脑显示屏,保存后加载上机文件即可开机;织造完成得到毛坯布,称重,装袋,毛坯入库;
4)后整理:①剖幅;②梳毛;③印花;④烫光;⑤花式剪毛;
5)检测,包装。
经过以上工艺,即可得到所述的防掉毛且具有凹凸效应的双针床毛绒面料。
上述工艺的具体参数见表2。
表2精编工艺表
实施例2中GB1、GB6梳栉所穿半光涤纶改为100D,时,GB2、GB5梳栉所穿半光涤纶改为120D时,半光涤纶原料变粗,与实施例1相比,实施例2所制得的防掉毛双针床凹凸毛绒面料,克重变大。
对比例1
一种双针床凹凸毛绒面料,由下述质量百分比组分构成:100D/96f半光涤纶FDY为25.8%,120D/48f半光涤纶FDY为13.4%,150D/288f消光扁平涤纶FDY为60.8%;
所述的双针床凹凸毛绒面料的生产方法,包括如下步骤:
(1)选料:选用75D/36f半光涤纶FDY、100D/96f半光涤纶FDY、150D/72f消光扁平涤纶FDY为原料;
(2)整经:按照门幅170cm,横密为8.0wpc,GB1、GB2、GB3、GB5、GB6穿经率均为100%等工艺要求,计算得到整经头份数:GB1、GB2、GB3、GB5、GB6均为454×3;
(3)整经现场温度为度25±1℃,相对湿度为65±5%,较高和稳定的温湿度有助于涤纶纱线捻回稳定和表面柔软,避免纱线相互间发生纠缠,有利于经编产品的生产;
(4)织造:采用双针床拉舍尔经编机进行织造;
机型:拉舍尔经编机RD6DPLM
机号:22针
机宽:100英寸
经编组织结构:
GB1梳:0-1-1-1/4-3-3-3/0-1-1-1/4-3-3-3//,满穿;
GB2梳:0-1-1-1/1-0-0-0/0-1-1-1/1-0-0-0//,满穿;
GB3梳:0-1-0-1/1-0-1-0/0-1-0-1/1-0-1-0//,满穿;
GB5梳:0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0//,满穿;
GB6梳:0-0-0-1/4-4-4-3/0-0-0-1/4-4-4-3//,满穿。
原料及穿纱方式:
GB1、GB6梳:75D/36f半光涤纶FDY,
GB2、GB5梳:100D/96f半光涤纶FDY,
GB3梳:150D/72f消光扁平涤纶FDY。
将组织垫纱数码、送经量和牵拉密度等输入控制柜的电脑显示屏,保存后加载上机文件即可开机。织造完成得到毛坯布,称重,装袋,毛坯入库;
4)后整理:①剖幅;②梳毛;③印花;④烫光;⑤花式剪毛;
5)检测,包装。
经过以上工艺,即可得到所述的具有凹凸效应的双针床毛绒面料。
对比例2
采用文献《一种防掉毛的面料及后整理工艺》的后整理方法,在毛绒面料的工艺正面喷涂一层胶,制备防掉毛双针床凹凸毛绒面料;
所述的防掉毛双针床凹凸毛绒面料,由下述质量百分比组分构成:100D/96f半光涤纶FDY为25.8%,120D/48f半光涤纶FDY为13.4%,150D/288f消光扁平涤纶FDY为60.8%;
所述的防掉毛双针床凹凸毛绒面料的生产方法,包括如下步骤:
(1)选料:选用75D/36f半光涤纶FDY、100D/96f半光涤纶FDY、150D/72f消光扁平涤纶FDY为原料;
(2)整经:按照门幅170cm,横密为8.0wpc,GB1、GB2、GB3、GB5、GB6穿经率均为100%等工艺要求,计算得到整经头份数:GB1、GB2、GB3、GB5、GB6均为454×3;
(3)整经现场温度为度25±1℃,相对湿度为65±5%,较高和稳定的温湿度有助于涤纶纱线捻回稳定和表面柔软,避免纱线相互间发生纠缠,有利于经编产品的生产;
(4)织造:采用双针床拉舍尔经编机进行织造;
机型:拉舍尔经编机RD6DPLM
机号:22针
机宽:100英寸
经编组织结构:
GB1梳:0-1-1-1/4-3-3-3/0-1-1-1/4-3-3-3//,满穿;
GB2梳:0-1-1-1/1-0-0-0/0-1-1-1/1-0-0-0//,满穿;
GB3梳:0-1-0-1/1-0-1-0/0-1-0-1/1-0-1-0//,满穿;
GB5梳:0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0//,满穿;
GB6梳:0-0-0-1/4-4-4-3/0-0-0-1/4-4-4-3//,满穿。
原料及穿纱方式:
GB1、GB6梳:75D/36f半光涤纶FDY,
GB2、GB5梳:100D/96f半光涤纶FDY,
GB3梳:150D/72f消光扁平涤纶FDY。
将组织垫纱数码、送经量和牵拉密度等输入控制柜的电脑显示屏,保存后加载上机文件即可开机。织造完成得到毛坯布,称重,装袋,毛坯入库;
4)后整理:烧毛-单煮-洗呢-双煮-烘呢-光触媒加工液浸轧-烘呢-TEFLON整理-焙烘-熟修刷毛-剪毛-刷毛-给湿-罐蒸;
5)检测,包装。
将实施例1、实施例2以及对比例1、对比例2得到的织物进行性能掉毛性能的测试;
测试方法为:将织物样品直向裁剪尺寸为420mm×210mm的试样,放置温度20℃、相对湿度65%环境内调湿两小时后再进行测试.调湿后的试样置于贴有砂纸的载样台上,铺平加压固定试样两端,将标准白布用三级水完全浸透后轧去多余水分(带液量控制100%).再平放于泡沫垫片上并扣上圆形磨盘拧紧,再装上磨盘加1.0kg的负载码,调节设备参数为动程为200mm,运行速度30次/min.往复10次后按下“启动”按钮进行掉毛量测试,测试结束后根据标准棉布上的掉毛量在湿态、D65光源下进行评级;对比掉毛评级卡:掉毛量由多到少分为1级~5级,1级最差.5级最好。
掉毛率测试结果如下表3所示:
表3掉毛性能的测试结果
从表3可以看出,对比例1为常规的没有经过防掉毛处理的双针床凹凸毛绒面料,掉毛情况明显,对比例2为经过喷胶处理的双针床凹凸毛绒面料,因在面料工艺正面喷涂胶层,虽然可以改善防掉毛效果,但是经过了特殊的处理,面料透气性变差,手感较硬,不适应用于服装面料,还会增加生产成本。通过将实施例1与实施例2掉毛情况与对比例1、对比例2进行对比,可以发现本发明的方法防止掉毛的效果好,而且编织即可,不需要其他额外的操作。