一种芳纶涤棉加导电纤维的面料生产工艺
文献发布时间:2023-06-19 19:33:46
技术领域
本发明是一种面料,特别涉及一种芳纶涤棉加导电纤维的面料生产工艺,属于纺织染整技术领域。
背景技术
随着人们生活水平的提高,人们对纺织品的功能性要求也逐渐提高;服装已从原来的舒适、美观、耐用发展到环保、时尚、健康、休闲等概念。在纺织品全球化竞争日趋激烈的形势下,如何生产出高舒适型、绿色环保型和保健功能型纺织品,取代传统普通纺织品,使消费者实现健康、时尚、可持续消费的生活方式,已成为各生产厂家一项重要的研究课题。
发明内容
本发明主要是解决现有技术中存在的不足,提供一种面料具有挺括平整、色彩艳丽、手感自然,还具有良好的透气性和耐磨性;适用于工装,特别适合消防服装的一种芳纶涤棉加导电纤维的面料生产工艺。
本发明的上述技术问题主要是通过下述技术方案得以解决的:
一种芳纶涤棉加导电纤维的面料生产工艺,按以下步骤进行:
第一步原料准备工作:
甲原料:为100阳DTY和50阳POY;
先将甲原料通过YJKB5000型空气包覆机,空气包覆机的参数为:车速430米/分钟,气压2.2公斤,选用3#喷头,交叉角度为27度;再通过GY108高速电脑络丝机,卷绕模式圆形,运行时间65分钟;接着再通过XB318-H高速倍捻机,锭速为9000转/分钟,捻度为1000T/MS;
乙原料:为40S/1芳纶棉55/45和40S/1芳纶棉55/45;
将乙原料通过日达高速并线机,运行频率28HZ,防叠频率26HZ,车速800转/分钟;再经过TDN-150型短纤倍捻机,锭速9000转/分钟,卷绕角度35度,防叠层4层,软边系数4,收边系数0.4;
丙原料:为40S/1芳纶棉50/45/5和40S/1芳纶棉55/45;
将丙原料通过TDN-150短纤倍捻机,锭速6000转/分钟,卷绕角度50度,防叠层3层,收边系数0.3;所述的芳纶棉含碳纤维导电;
第二步原料的定型、整经过程:
将原料分别装入蒸箱内,第一循环70度180负压10分钟,第二循环85度230负压30分钟,然后将原料进行自然冷却定型;
整经工艺,按工艺总经数4779根将经原料按比例进行分条;整经,通过SHGA215分条整经机,上排192颗,扦25条,条宽值80毫米,移量0.75CM,车速350米/分钟,落轴气压4公斤;
第三步织造前穿棕穿筘:选用9#钢筘,筘穿入3/4根,上机门幅定长为177CM,两边分别穿入4根一筘,穿棕1234561234566,其中最后一筘穿4566,增加面料的撕裂强度;
第四步机上织造工艺:
上机气压4公斤,多臂开口30度,棕框高度7.5CM,后樑张力3KN;
纹版为1245、2356、1346、1245、2356、1346、1245、2356、1346、1346最后2枚纹版相同以增加面料的撕裂强度;
第五步染整工艺采用高牢度的阳离子和活性染料进行染色:
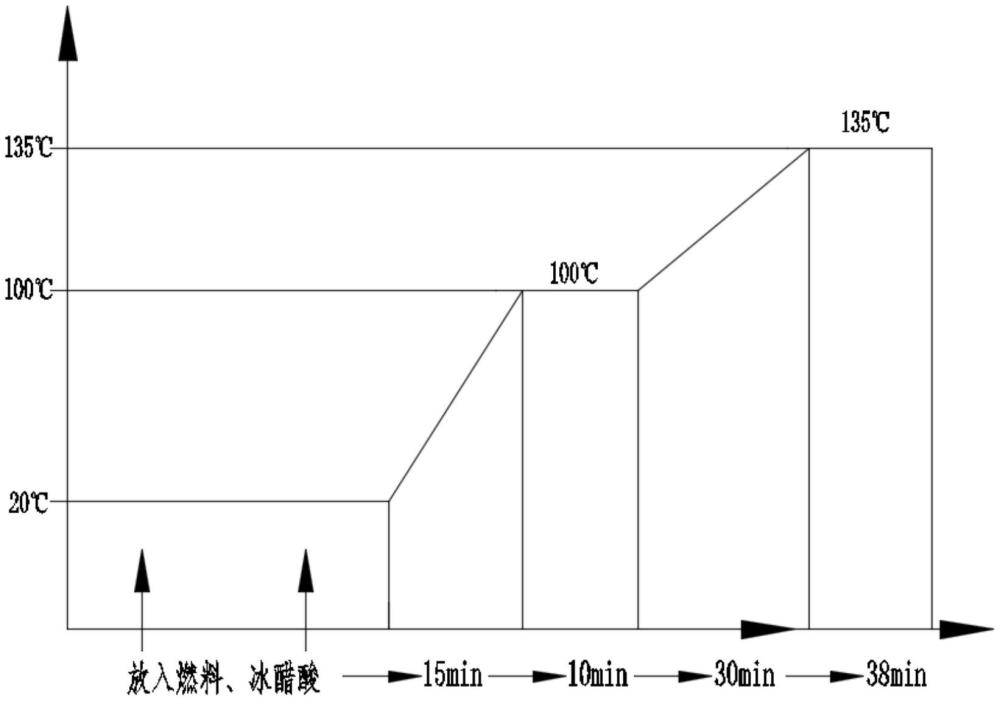
染色配方:阳离子染料%(omf)5;活性染料%(omf)4;冰醋酸(gl-1)0.9;PH值(3.5-4.5),保温温度设为135度;保温时间为38min;浴比1:10。
此发明中甲原料加入POY可以增加面料的柔和感和厚度,再通过染整工艺后手感更趋于柔顺。乙原料增加纱线的捻度930T/MS,普通40S/2倍捻捻度在850T/MS左右,目的是使面料更结实挺括有垂感。丙原料采用碳纤维导电,防止生产过程中产生静电,增加生产效率。
附图说明
图1为本发明中染整升温工艺图。
具体实施方式
下面通过实施例,对本发明的技术方案作进一步具体的说明。
一种芳纶涤棉加导电纤维的面料生产工艺,按以下步骤进行:
第一步原料准备工作:
甲原料:为100阳DTY和50阳POY;
先将甲原料通过YJKB5000型空气包覆机,空气包覆机的参数为:车速430米/分钟,气压2.2公斤,选用3#喷头,交叉角度为27度;再通过GY108高速电脑络丝机,卷绕模式圆形,运行时间65分钟;接着再通过XB318-H高速倍捻机,锭速为9000转/分钟,捻度为1000T/MS;
乙原料:为40S/1芳纶棉55/45和40S/1芳纶棉55/45;
将乙原料通过日达高速并线机,运行频率28HZ,防叠频率26HZ,车速800转/分钟;再经过TDN-150型短纤倍捻机,锭速9000转/分钟,卷绕角度35度,防叠层4层,软边系数4,收边系数0.4;
丙原料:为40S/1芳纶棉50/45/5和40S/1芳纶棉55/45;
将丙原料通过TDN-150短纤倍捻机,锭速6000转/分钟,卷绕角度50度,防叠层3层,收边系数0.3;所述的芳纶棉含碳纤维导电;
第二步原料的定型、整经过程:
将原料分别装入蒸箱内,第一循环70度180负压10分钟,第二循环85度230负压30分钟,然后将原料进行自然冷却定型;
整经工艺,按工艺总经数4779根将经原料按比例进行分条;整经,通过SHGA215分条整经机,上排192颗,扦25条,条宽值80毫米,移量0.75CM,车速350米/分钟,落轴气压4公斤;
第三步织造前穿棕穿筘:选用9#钢筘,筘穿入3/4根,上机门幅定长为177CM,两边分别穿入4根一筘,穿棕1234561234566,其中最后一筘穿4566,增加面料的撕裂强度;
第四步机上织造工艺:
上机气压4公斤,多臂开口30度,棕框高度7.5CM,后樑张力3KN;
纹版为1245、2356、1346、1245、2356、1346、1245、2356、1346、1346最后2枚纹版相同以增加面料的撕裂强度;
第五步染整工艺采用高牢度的阳离子和活性染料进行染色:
染色配方:阳离子染料%(omf)5;活性染料%(omf)4;冰醋酸(gl-1)0.9;PH值(3.5-4.5),保温温度设为135度;保温时间为38min;浴比1:10。