一种叠片电芯的封装方法及叠片电池
文献发布时间:2024-01-17 01:21:27
技术领域
本发明属于电池技术领域,具体涉及一种叠片电芯的封装方法及叠片电池。
背景技术
结合图1所示,现有的叠片软包电池封装是将叠片电芯1中正极片的极耳和负极片的极耳先分别与相应的转接极耳8进行焊接固定,再通过铝塑膜对焊接位置和叠片电芯进行封装形成叠片电池,其中转接极耳延伸出铝塑膜,作为叠片电芯对外连接的正极和负极,而焊接位置则位于铝塑膜的内部,由铝塑膜对焊接位置起到保护作用。
其中,需要在焊接位置的焊印与铝塑膜形成接触的位置之间粘贴高温胶带10进行焊接位置的绝缘保护,避免焊接位置的毛刺扎破铝塑膜中的PP层,使叠片电芯的极耳与铝材发生电导通,导致电池短路而无法使用,而高温胶带的设置增加了物料种类,并且焊印位于封装的内部存在以下缺点:
(1)焊印位于封装的内部,这样降低了电池内部空间的利用率,而且降低了叠片软包电池的体积比容量,导致电池体积的增加,并增加了对于电池安装空间的限制。
(2)由于焊接过程中需要对叠片电芯的极耳和转接极耳施加压力,当压力撤去后,转接极耳和叠片电芯的极耳的边缘处容易起翘,存在刺破铝塑膜的PP层的风险,导致电池内部的短路,影响叠片电池的正常使用。
(3)当叠片电池进行放电时,电流经过转接极耳与叠片电芯的极耳之间的焊接位置,容易造成该位置的热量累积而融化高温胶带和铝塑膜的PP层,降低了电池的安全性,并造成电池的损坏,影响电池的正常使用。
发明内容
针对上述问题,本发明公开了一种叠片电芯的封装方法及叠片电池,以克服上述问题或者至少部分地解决上述问题。
为了实现上述目的,本发明采用以下技术方案:
一方面,本发明提供了一种叠片电芯的封装方法,具体包括如下步骤:
步骤S1、形成正极耳和负极耳:沿着正极片的叠放方向,相邻正极片的极耳之间的接触面固定连接后形成叠片电芯的正极耳;沿着负极片的叠放方向,相邻负极片的极耳之间的接触面固定连接后形成所述叠片电芯的负极耳;
步骤S2、安装密封胶:所述密封胶位于所述正极耳与封装膜之间以及所述负极耳与所述封装膜之间;
步骤S3、封装叠片电芯:先将叠片电芯放置在所述封装膜的凹坑内;然后所述封装膜对所述叠片电芯、所述正极耳和所述负极耳分别进行包裹;再通过电池封装压头对所述封装膜加热,所述封装膜与所述叠片电芯、所述正极耳和所述负极耳分别密封固定,完成所述叠片电芯的封装;
其中,所述密封胶的熔胶温度低于所述封装膜的熔胶温度。
可选的,所述密封胶预粘在所述正极耳的表面和所述负极耳的表面,则所述步骤S2具体操作如下:
步骤S201、预粘密封胶:将所述密封胶平铺在所述正极耳的表面和所述负极耳的表面,并分别贴合连接;
步骤S202、固定密封胶和叠片电芯:通过极耳加热压头加热所述正极耳和所述负极耳,所述正极耳和所述密封胶之间以及所述负极耳与所述密封胶之间分别连接固定;
相应的,所述步骤S3具体操作如下:
先将所述叠片电芯放置在所述封装膜的凹坑内;再将所述封装膜对所述叠片电芯、所述正极耳、所述负极耳和所述密封胶分别包裹;最后通过所述电池封装压头对所述封装膜加热,加热后的所述封装膜与所述叠片电芯、所述正极耳、所述负极耳和所述密封胶分别密封固定,完成所述叠片电芯的封装。
可选的,所述密封胶预粘在所述封装膜上,则所述步骤S2具体操作如下:
步骤S201、预粘密封胶:将所述密封胶预粘在所述封装膜上;
其中,所述密封胶位于所述封装膜上能够与所述正极耳的表面相接触的位置上以及所述封装膜上能够与所述负极耳的表面相接触的位置上;
步骤S202、固定密封胶和叠片电芯:选用所述电池封装压头对所述密封胶加热,加热后的所述密封胶与所述正极耳以及加热后的所述密封胶与所述负极耳完全贴合固定;
相应的,所述步骤S3具体操作如下:
先将所述叠片电芯放置在所述封装膜的凹坑内;再将所述封装膜对所述叠片电芯、所述正极耳和所述负极耳分别包裹;最后通过所述电池封装压头对所述封装膜加热,加热后的所述封装膜与所述叠片电芯、所述正极耳和所述负极耳分别密封固定,完成所述叠片电芯的封装。
可选的,所述步骤S3中所述电池封装压头封装所述叠片电芯的同时,所述极耳加热压头始终对所述正极耳和所述负极耳进行加热。
可选的,所述步骤S1中所述正极片的极耳之间的接触面以及所述负极片的极耳之间的接触面分别通过焊接固定。
可选的,所述步骤S1中所述正极片的极耳之间的接触面以及所述负极片的极耳之间的接触面分别通过超声波焊接固定;且所述步骤S2中所述密封胶位于所述正极耳的焊印位置处和所述负极耳的焊印位置处。
可选的,所述正极耳的焊印位置的宽度尺寸等于所述正极耳的宽度尺寸,所述负极耳的焊印位置的宽度尺寸等于所述负极耳的宽度尺寸。
可选的,所述正极耳的焊印位置的长度尺寸大于所述正极耳的顶封封印的宽度尺寸,所述负极耳的焊印位置的长度尺寸大于所述负极耳的顶封封印的宽度尺寸。
可选的,选用的所述超声波焊接的焊头焊齿长度尺寸和所述超声波焊接的焊头焊齿宽度尺寸分别不小于所述正极耳的焊印位置的长度尺寸和所述正极耳的焊印位置的宽度尺寸,同时不小于所述负极耳的焊印位置的长度尺寸和所述负极耳的焊印位置的宽度尺寸。
另一方面,本发明还公开了一种叠片电池,运用上述所述叠片电芯的封装方法,包括至少一个叠片电芯、封装膜、正极耳和负极耳;所述叠片电芯与所述正极耳和所述负极耳分别连接,所述封装膜与所述叠片电芯、所述正极耳和所述负极耳分别密封封装;
所述叠片电芯包括若干个与极耳一体成型的正极片和若干个与极耳一体成型的负极片;沿着叠放方向,相邻所述正极片的极耳之间的接触面固定连接作为所述正极耳,相邻所述负极片的极耳之间的接触面固定连接作为所述负极耳;所述封装膜与所述正极耳的表面之间以及所述封装膜与所述负极耳的表面之间分别设有密封胶并固定连接。
本发明的优点及有益效果是:
在本发明的一种叠片电芯的封装方法及叠片电池中,通过将相邻正极片的极耳之间的接触面固定连接作为正极耳,相邻负极片的极耳之间的接触面固定连接作为负极耳,这样省去了转接极耳的设置,使得叠片电池的内部无需设置正极片的极耳与转接极耳之间以及负极片的极耳与转接极耳之间焊接位置所需要的空间,从而提升叠片电池内部空间的利用率,减小了叠片电池的体积,而且还省去了高温胶带的设置,减少了物料种类。同时,避免了焊接效果影响叠片电池的安全性,也避免了电流经过焊接位置时产生热量而损坏叠片电池,从而达到提升叠片电池使用安全性的技术效果。
附图说明
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
图1为现有叠片电池的剖视图;
图2为本发明的叠片电池的剖视图;
图3为本发明的叠片电池中电池封装压头的结构示意图;
图4为实施例一的叠片电池中密封胶与正极耳连接的结构示意图;
图5为实施例一的叠片电池中封装膜与正极耳顶封的结构示意图。
具体实施方式
为使本发明的目的、技术方案和效果更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整的描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
以下结合附图,详细说明本发明各实施例提供的技术方案。
实施例一
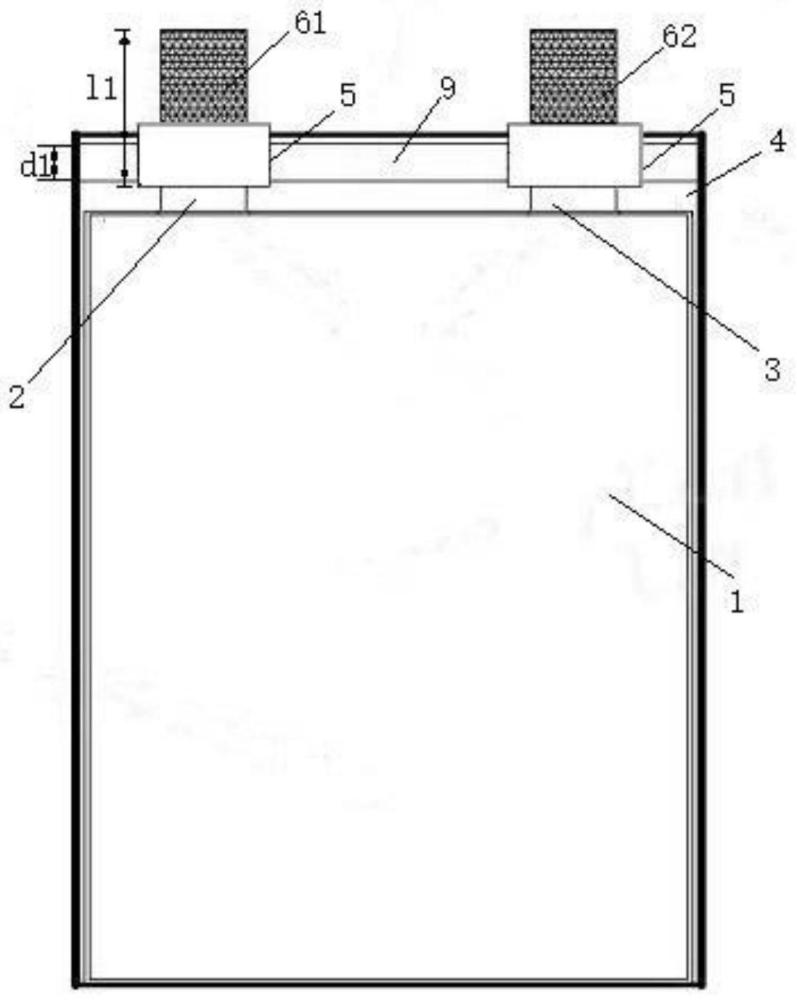
结合图2至图5所示,本实施例公开了一种叠片电池,包括一个叠片电芯1、正极耳2、负极耳3和封装膜4。叠片电芯1与正极耳2以及叠片电芯1与负极耳3分别连接,封装膜4与叠片电芯1、封装膜4与正极耳2以及封装膜4与负极耳3分别密封封装。
其中,叠片电芯1包括若干个与极耳一体成型的正极片和若干个与极耳一体成型的负极片。沿着叠放方向,相邻正极片的极耳之间的接触面固定连接为一个整体并作为正极耳2,相邻负极片的极耳之间的接触面固定连接为一个整体并作为负极耳3。封装膜4与正极耳2的表面之间以及封装膜4与负极耳3的表面之间分别设有密封胶5并固定连接,通过密封胶能够提升正极耳与封装膜连接形成的顶封封印以及负极耳与封装膜连接形成的顶封封印的密封可靠性,确保叠片电池中的电解液密封在叠片电池内部,从而提升叠片电池使用的安全性。
在本实施例的叠片电池中,通过将相邻正极片的极耳之间的接触面固定连接作为正极耳,相邻负极片的极耳之间的接触面固定连接作为负极耳,这样省去了转接极耳的设置,使得叠片电池的内部无需设置正极片的极耳与转接极耳之间以及负极片的极耳与转接极耳之间焊接位置所需要的空间,从而提升叠片电池内部空间的利用率,减小了叠片电池的体积,而且还省去了高温胶带的设置,减少了物料种类。同时,避免了焊接效果影响叠片电池的安全性,也避免了电流经过焊接位置时产生热量而损坏叠片电池,从而达到提升叠片电池使用安全性的技术效果。
在其他实施例中,还可以根据叠片电池的电压等要求调整叠片电芯的数量。
此外,在本实施例中,沿着叠放方向,若干个正极片的极耳之间以及若干个负极片的极耳之间分别通过焊接固定,从而提升连接的稳固性。
当然,在其他实施例中,根据叠片电池加工工艺的不同,若干个正极片的极耳之间以及若干个负极片的极耳之间分别通过导电胶粘结剂连接,同样可以达到实现连接稳固性的技术效果。
进一步地,若干个正极片的极耳之间以及若干个负极片的极耳之间分别通过超声波焊接形成一个整体,能够提升焊接效果,从而提升叠片电池的密封性和安全性。
在此情况下,密封胶5与正极耳的焊印位置61(即焊接形成的印迹位置)以及密封胶5与负极耳的焊印位置62分别贴合连接,从而提升焊印位置与封装膜之间的密封性,确保叠片电池的安全性。
其中,在超声波焊接的过程中,焊头的焊接接触面纹理选用浅齿形状,通过浅齿形状的焊头则能够简化密封胶的填充难度,确保正极耳位置处和负极耳位置处密封可靠性,避免焊接接触面的焊齿印过深而增加密封胶填满焊齿印的难度,从而避免影响顶封封印的密封效果,防止电解液发生泄露而影响叠片电池的正常使用。
当然,在其他实施例中,还可以采用电阻焊的焊接方式,同样能够达到提升叠片电池密封性的技术效果。
此外,优选的,在本实施例中,正极耳的焊印位置61的宽度尺寸等于正极耳的宽度尺寸,负极耳的焊印位置62的宽度尺寸等于负极耳的宽度尺寸,从而提升正极耳的焊印位置以及负极耳的焊印位置处的连接可靠性,进而达到提升叠片电池的密封性的效果。
优选的,结合图2所示,正极耳的焊印位置61的长度尺寸l
进一步,选用的超声波焊接的焊头焊齿长度尺寸不小于正极耳的焊印位置的长度尺寸,超声波焊接的焊头焊齿宽度尺寸不小于正极耳的焊印位置的宽度尺寸,同时超声波焊接的焊头焊齿长度尺寸不小于负极耳的焊印位置的长度尺寸,超声波焊接的焊头焊齿宽度尺寸不小于负极耳的焊印位置的宽度尺寸,从而确保一次性完成整个极耳的焊接,确保正极耳和负极耳焊接效果,避免超声波焊接的焊头多次装夹焊接导致相邻焊印位置之间出现间隔,影响叠片电池的密封性。
同时,结合图2所示,在本实施例中,密封胶5沿着d
优选的,在本实施例中,对焊接后形成的正极耳2和负极耳3的边缘分别进行裁切,能够提升正极耳边缘和负极耳边缘的整齐性,避免不平滑的边缘损坏封装膜而影响叠片电池内部电路的安全性,从而达到提升叠片电池的安全性的技术效果。
此外,优选的,密封胶5选用固体状态的密封胶,且符合叠片电池使用环境的要求,利用固体密封胶具有不易四处流动的特性,便于控制密封胶的放置位置,从而确保叠片电芯与封装膜连接的密封性。
其中,密封胶5具有绝缘性,进一步提升正极耳与封装膜之间以及负极耳与封装膜之间绝缘效果,避免叠片电池内部短路而无法使用,从而达到提升叠片电池安全性的技术效果。
结合图3所示,以正极耳为例,正极耳及其两面的封装膜4均位于电池封装压头的上压头73和电池封装压头的下压头74之间,能够对正极耳位置的封装膜进行加热,融化铝塑膜中的PP层,实现对叠片电芯的封装。
其中,优选的,电池封装压头的上压头73设有凹槽731,凹槽731位于密封胶5对应的位置处,这样就可以对密封胶的位置形成避让,使得封装膜4与正极耳2之间以及封装膜4与负极耳3之间留有设置密封胶的安装空间,确保封装膜与正极耳之间以及封装膜与负极耳之间的密封厚度,提升密封效果。
结合图2至图5所示,对本实施例叠片电芯进行封装的具体操作过程如下:
步骤S1、形成正极耳2和负极耳3。
沿着正极片的叠放方向,相邻正极片的极耳之间的接触面固定连接后形成叠片电芯的正极耳2。沿着负极片的叠放方向,相邻负极片的极耳之间的接触面固定连接后形成叠片电芯的负极耳3。
其中,相邻正极片的极耳之间的接触面以及相邻负极片的极耳之间的接触面分别采用焊接的方式实现固定连接,优选采用超声波焊接的方式进行固定连接,能够确保形成的正极耳之间以及负极耳之间的密封性和连接的稳定性。
步骤S2、安装密封胶5。在本实施例中,密封胶5预粘在正极耳2的表面和负极耳3的表面,具体操作步骤如下:
步骤S201、预粘密封胶5。
在本实施例中,先通过上吸盘51和下吸盘52分别吸取密封胶5,再将密封胶5同时预粘在正极耳2的表面和负极耳3的表面。具体预粘在正极耳的焊印位置61处和负极耳的焊印位置62处,从而提升正极耳的焊印位置与封装膜以及负极耳的焊印位置与封装膜连接的密封性。
其中,密封胶5平铺并贴合设置在正极耳2的两面和负极耳3的两面,能够进一步提升密封效果。
步骤S202、固定密封胶5和叠片电芯1。
通过极耳加热压头加热正极耳2和负极耳3,正极耳2与密封胶5之间以及负极耳3与密封胶5之间分别连接固定。
其中,极耳加热压头包括极耳上压头71和极耳下压头72。以正极耳为例,通过极耳上压头71和极耳下压头72分别与正极耳2的两面同时接触加热,实现正极耳的两面与两个密封胶分别同时连接固定,能够提升密封效率。
步骤S3、封装叠片电芯1。
首先将预粘后的叠片电芯1放置在冲压成型的封装膜4的凹坑内。然后将封装膜4对叠片电芯1、正极耳2、负极耳3和密封胶5分别包裹。最后通过电池封装压头对封装膜4加热,加热后的封装膜4与叠片电芯1、正极耳2、负极耳3和密封胶5分别形成密封固定,完成叠片电芯的封装。
其中,以正极耳的顶封为例,正极耳表面的密封胶位于电池封装压头的上压头73和电池封装压头的下压头74之间,通过电池封装压头的上压头73和电池封装压头的下压头74能够同时对正极耳表面的封装膜4进行加热,从而实现封装膜与密封胶之间的连接固定,进而实现叠片电芯的顶封。
进一步,优选的,在此过程中,极耳加热压头始终与正极耳2接触,同时与负极耳3也处于接触的状态,能够始终对正极耳2和负极耳3分别进行加热,能够进一步提升密封胶的附着性,从而增强顶封的密封效果。
同时,密封胶的熔胶温度需要低于封装膜的熔胶温度,具体低于铝塑膜的PP层的熔胶温度,例如密封胶的熔胶温度低于PP层的熔胶温度5℃至10℃,避免在密封的过程中,熔融状态下的密封胶能够直接融化铝塑膜的PP层,使得封装膜直接进行封装连接,无法对封装膜的位置进行调整,影响封装膜的平整性,从而影响封装膜的密封性。
基于此,利用密封胶的熔胶温度低于封装膜的熔胶温度,使得密封胶既能够与封装膜的材料、正极耳的材料以及负极耳的材料分别粘接固定,即密封胶能够稳固的粘结在铝金属和铜金属上,又不会损坏封装膜,从而达到提升密封封装稳定性的技术效果。
实施例二
本实施例公开了另一种叠片电芯进行封装的具体操作过程。其中,与实施例一不同的是,本实施例中的密封胶预粘在封装膜上。这样可以提前将密封胶粘在封装膜上,即步骤S2能够与步骤S1同时或者先于步骤S1进行,从而提升叠片电芯封装的效率。
其中,本实施例对步骤S2和步骤S3的操作进行调整,并且与实施例一中的步骤S1相结合,同样能够得到实施例一中叠片电池的结构。
具体的,步骤S2和步骤S3的具体操作过程如下:
步骤S2、安装密封胶5。
步骤S201、预粘密封胶5。
在本实施例中,先通过上吸盘51和下吸盘52分别吸取密封胶5,再将密封胶5分别预粘在封装膜4上。具体的,密封胶5位于封装膜4上能够与正极耳2的表面相接触的位置上以及封装膜4上能够与负极耳3的表面相接触的位置上。
步骤S202、固定密封胶5和叠片电芯1。选用电池封装压头对设置密封胶5的对应封装膜4位置加热,加热后的密封胶5与正极耳2以及加热后的密封胶5与负极耳3完全贴合固定。
步骤S3、封装叠片电芯1。
先将叠片电芯1放置在封装膜4的凹坑内。再将封装膜4对叠片电芯1、正极耳2和负极耳3分别包裹。最后通过电池封装压头的上压头73和电池封装压头的下压头74分别对封装膜的两面加热,加热后的封装膜4与叠片电芯1、正极耳2和负极耳3分别密封固定,完成叠片电芯的封装。
以上仅为本发明的具体实施方式,在本发明的上述教导下,本领域技术人员可以在上述实施例的基础上进行其他的改进或变形。本领域技术人员应该明白,上述的具体描述只是更好的解释本发明的目的,本发明的保护范围应以权利要求的保护范围为准。