造纸机的环形织造干燥机织物
文献发布时间:2024-01-17 01:28:27
本申请要求2020年12月16日提交的美国临时专利申请号63/126,116的优先权和权益,其公开内容通过引用以其整体特此并入本文。
技术领域
本发明大体上涉及造纸,且更特别地,涉及造纸中采用的织物。
背景技术
在常规的长网造纸工序中,将纤维素纤维(称为纸“原料”)的水浆或悬浮液进料到在两个或更多个辊之间行进的织造线和/或合成材料的环形(endless)带的上部运行段的顶部上。所述带(通常称为“成形织物”)在其上部运行段的上表面上提供造纸表面,所述造纸表面作为过滤器操作,以将纸原料的纤维素纤维与水性介质分离,从而形成湿纸幅。水性介质通过重力或在位于织物的上部运行段的下表面(即,“机器侧”)上的真空,通过成形织物的网孔(称为排放孔)排放。
在离开成形部之后,纸幅被转移到造纸机的压榨部,在所述压榨部,纸幅穿过覆盖有典型地称为“压榨毛毯”的另一种织物的一对或多对压力辊的辊隙。来自辊的压力去除来自纸幅的额外水分;通过压榨毛毯的“棉絮”层的存在增强了水分去除。然后将纸转移到干燥机部(其利用干燥机织物)以进一步去除水分。干燥之后,纸为二次加工和包装做好准备。
如本文所用,术语机器方向(“MD”)和横向机器方向(“CMD”)分别是指与造纸机的织物在造纸机上的行进方向对齐的方向和平行于织物表面并横向于行进方向的方向。同样,对织物中纱线的竖直关系的方向参照(例如,上方、下方、顶部、底部、下面等)假定织物的造纸表面是织物的顶部,并且织物的机器侧表面是织物的底部。
典型地,造纸机的织物通过两种基本织造技术中的一种制造为环形带。如本文所用的术语“环形带”是指通过任一种方法制成的带。在这些技术的第一种技术中,织物通过平织工序来平织,其中它们的端部通过多种熟知的连结方法中的任一种连结以形成环形带,如将端部拆解并重新织造在一起(通常称为拼接),或者在每个端部上缝上可针缝合的翻片或特殊的回折,然后将这些重新织造成可针缝合的环。在第二种基本织造技术中,织物直接用环形织造工序以连续带的形式织造。
用于环形织造的织造机与用于平织的织机显著不同。对于平织,将材料(单丝线轴)放置在织机的两侧上。梭子将单丝从一侧拉到另一侧。对于环形织造,将纬纱材料放置在梭子中并且从梭式线轴织造。当梭式线轴为空时,新梭式线轴的纱线被熔接到先前的纱线上。然而,由于在织机边缘处织物的形成和品质,用环形织造工序可以得到的织物的复杂性是有限的。
标准干燥机织物被平织,并且在热定形之后需要连结工序以使它们成为环形。可能需要提供一种可以更容易地制造的干燥机织物。
发明内容
作为第一方面,本发明的实施方案涉及一种用于造纸机的干燥机织物。所述干燥机织物包括:多根上经纱;多根下经纱;以及多根纬纱,所述多根纬纱与所述多根上经纱和所述多根下经纱交织在一系列重复单元中。每根纬纱包括上部和下部,所述上部与所述上经纱交织,并且所述下部与所述下经纱交织。每根纬纱的上部包括第一接缝环,并且每根纬纱的下部包括第二接缝环。所述纬纱的第一接缝环和第二接缝环交错以形成接缝,所述接缝接收枢轴,使得所述织物形成环形环。
作为第二方面,本发明的实施方案涉及一种用于造纸机的干燥机织物,其包括:多根上经纱;多根下经纱;以及多根纬纱,所述多根纬纱与所述多根上经纱和所述多根下经纱交织在一系列重复单元中。每根纬纱包括上部和下部,所述上部与所述上经纱交织,并且所述下部与所述下经纱交织。每根纬纱的上部包括第一接缝环,并且每根纬纱的下部包括第二接缝环。所述纬纱的第一接缝环和第二接缝环交错以形成接缝,所述接缝接收枢轴,使得所述织物形成环形环。紧邻接缝的第一区域和第二区域的密度比所述织物的其余部分的密度大不超过10%。
作为第三方面,本发明的实施方案涉及一种用于造纸机的干燥机织物,其包括:多根上经纱;多根下经纱;以及多根纬纱,所述多根纬纱与所述多根上经纱和所述多根下经纱交织在一系列重复单元中。每根纬纱包括上部和下部,所述上部与所述上经纱交织,并且所述下部与所述下经纱交织。每根纬纱的上部包括第一接缝环,并且每根纬纱的下部包括第二接缝环。所述纬纱的第一接缝环和第二接缝环交错以形成接缝,所述接缝接收枢轴,使得所述织物形成环形环。所述纬纱包括PET纱线和PPS纱线。
附图说明
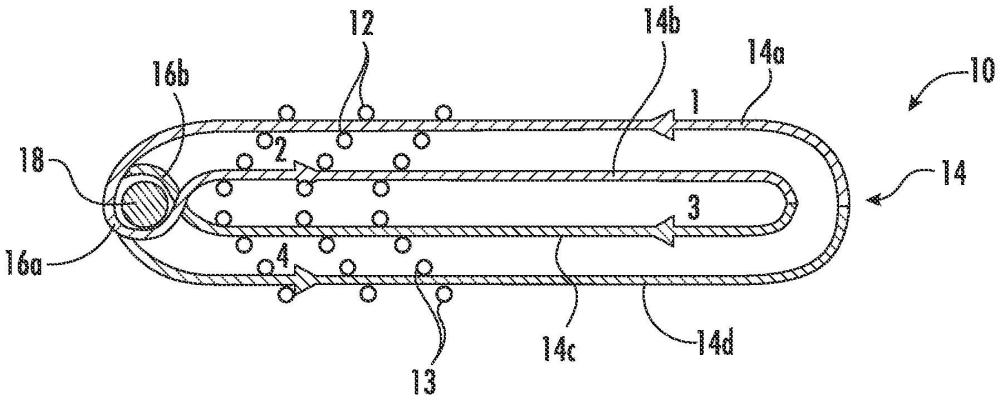
图1是根据本发明的实施方案的环形织造干燥机织物的示意性剖视图;
图2是图1的干燥机织物的一部分的俯视图;
图3是现有干燥机织物的一部分的俯视图,示出了邻近接缝的拼接位置;
图4是现有织物的拼接纬纱的放大示意剖视图;
图5是绘示出图1和图2的干燥机织物相对于图3的常规干燥机织物的透气率与位置的函数关系的曲线图。
具体实施方式
现在将在下文中参考附图更全面地描述本发明,其中显示本发明的实施方案。然而,本发明可以许多不同的形式体现,并且不应被解释为限于本文阐述的实施方案;而是,提供这些实施方案使得本公开透彻和完整,并将本发明的范围完全传达给本领域的技术人员。
现在将在下文中参考附图更全面地描述本发明,其中显示本发明的说明性实施方案。
如本文所用,术语机器方向(“MD”)和横向机器方向(“CMD”)分别是指与成形织物在造纸机上的行进方向对齐的方向和平行于织物表面并横向于行进方向的方向。同样,对织物中纱线的竖直关系的方向参照(例如,上方、下方、顶部、底部、下面等)假定织物的造纸表面是织物的顶部,并且织物的机器侧表面是织物的底部。
除非另有定义,否则本文使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域的普通技术人员通常理解的相同含义。应进一步理解,术语,如常用字典中定义的那些,应当被解释为具有与它们在相关领域的背景下的含义一致的含义,并且不应以理想化或过于正式的含义进行解释,除非本文中明确如此定义。
本文使用的术语仅用于描述特定实施方案目的,并非旨在限制本发明。如本文所用,除非上下文另外清楚地指出,否则单数形式“一个/种(a)”、“一个/种(an)”和“所述”也旨在包括复数形式。还应该理解,当在本说明书中使用时,术语“包含(comprises)”和/或“包含(comprising)”指明存在所陈述的特点、整数、步骤、操作、元件和/或组件,但并不排除一个/种或多个/种其他特点、整数、步骤、操作、元件、组件和/或其组的存在或增加。如本文所用,表述“和/或”包括相关所列项目中的一个或多个的任何和所有组合。
此外,为了便于描述,本文中可以使用空间相对术语,如“在……之下”、“在……下方”、“下部”、“在……之上”、“上”、“顶部”、“中间”、“底部”等来描述如图中所示的一个元件或特征与另外一个或多个元件或特征的关系。应当理解,空间相对术语旨在涵盖除了图中所描绘的定向之外的在使用或操作中的装置的不同定向。例如,如果图中的装置被翻转,则被描述为在其他元件或特征“之下”或“下面”的元件将被定向为在其他元件或特征“之上”。因此,示例性术语“在……之下”可以涵盖之上和之下的两个定向。装置可以以其他方式定向(旋转90度或处于其他定向),并且相应地解释本文所用的空间相对描述。
为了简洁和/或清楚,可能没有详细描述熟知的功能或结构。
已经设想,干燥机织物的环形织造可以提供许多优于平织织物的优点。消除平织织物所需的连结步骤可以提供这些优点中的一些。以下描述该概念。
图1展示了干燥机织物10的织造工序的示意性端视图。干燥机织物10包括多根上经纱12和下纬纱13(如图1中显示为垂直于图1中的页面延伸的圆)和多根纬纱14(图1中示出了其中一根)。上经线12和下经纱13以及纬纱14显示为以重复单元的图案织造。在重复单元中,四根上经纱12与纬纱14的上部14a、14b以这样的顺序交织,其中每根上经纱12在两根成对纬纱14的上部14a之上经过,然后在接下来的两根成对纬纱14的上部14a、14b之间经过,然后在下一对纬纱14的上部14b之下经过,然后在下一对纬纱14的上部14a、14b之间经过,然后用下一对纬纱14重新开始这个顺序。邻近上经纱12彼此偏移一对纬纱14。
类似地,下经纱13依次与纬纱14的下部14c、14d织造,其中每根下经纱13在两根成对纬纱14的下部14c之上经过,然后在接下来的两根成对纬纱14的下部14c、14d之间经过,然后在下一对纬纱14的下部14d之下经过,然后在下一对纬纱14的下部14c、14d之间经过,然后用下一对纬纱14重新开始这个顺序。邻近下经纱13彼此偏移一对纬纱14。
图1中还可以看出单根纬纱14形成所有的上部14a、14b和下部14c、14d。更具体地,从图1的右侧开始,当纬纱14向左侧行进时形成上部14a,当纬纱返回右侧时形成上部14b,当纬纱14行进回到左侧时形成下部14c,并且当纬纱14返回右侧时形成下部14d。
重要的是,当各纬纱14在上部14a与上部14b之间过渡时,纬纱14在枢轴18周围和之下形成接缝环16a。类似地,当各纬纱14在下部14c与下部14d之间过渡时,纬纱14在枢轴18周围和之上形成接缝环16b。当它们形成时,接缝环16a、16b彼此交错。结果,当织造完成时,产生环形织物10,在其端部(由接缝环16a、16b限定)通过枢轴18保持在一起。织物10可以通过去除枢轴18并且在交错的接缝环16a、16b中将其替换成更密切地类似于经纱12的尺寸的较小枢轴20(示于下图2中)而安装在造纸机的干燥机部,从而形成所得接缝22。
如图2中所示的织物10可以有利地与图3中所示的类似织物110(其是平织织物,而不是环形织造织物)相比较。在图2中,邻近接缝环16a、16b的区域30基本上是均匀的,并且因此除了接缝22本身外,与织物10的其余部分匹配。相比之下,平织织物110在其邻近接缝122的区域130中具有多个拼接部132。这些拼接部132是平织工序所必需的。如图4中所示,每个拼接部132具有开口端,并且邻近纬纱114的端部布置。这种布置导致较弱的总接缝强度,因为没有东西将拼接部132连接或锚定在适当位置。
此外,拼接部132与纬纱114并排的位置与织物110的其余部分相比,纱线密度较小。这种密度降低的位置见图3。图5示出了绘示织物10、110在织物长度上的透气率的曲线图。每条曲线的最高峰(水平轴的“0”附近)代表接缝22、122本身。可以看出,邻近接缝22、122的区域(代表织物10、110中的区域30、130)明显不同,其中织物10的这些区域30类似于织物10的其余部分,而织物110的区域130由于由拼接端部引起的孔径增加而具有比织物110的其余部分低的密度(并且因此具有较高的透气率)。织物10的均匀性增加可以改进整个织物的性能。作为具体的实例,与织物的其余部分相比,邻近接缝的区域(例如,距接缝约2cm)可以具有增加不超过约10%的密度。
除了上述性能优点之外,使用环形织造织物还带有消除连结/拼接工序的优点,所述工序典型地是耗时且费力的,并且因此相比之下会增加织物110的费用。
作为另一个潜在的优点,织物10可以被织造成接近织造机的规格。相比之下,平织干燥机织物典型地以大片(作为原料布)织造并热定形。在热定形之后,从原料布上切下单独的片。这种做法总是导致对于额外的客户织物来说太小的不是无用的碎片。干燥机织物的原料布生产的废料百分比通常是约30%-40%。
此外,如果需要的话,可以织造多个环形织造织物并将其端对端地连结以形成环形织物,所述环形织物是两个、三个或更多个单独环形织造织物的组合。与将需要使用多个平织织物的产品相比,这种产品的制造要简单得多。
最后,环形织造织物可以包括多种纱线类型。例如,可以构造主要是聚对苯二甲酸乙二醇酯(PET)纱线,但在边缘附近包括用于刚度的聚苯硫醚(PPS)纱线的织物。这种纱线类型的柔性不是通过制造从其切割干燥机织物的大原料布来提供的。
本领域技术人员将了解,根据本发明实施方案的干燥机织物可以采用其他形式。例如,可以采用与所描述的那些不同的织造图案。类似地,可以采用与所描述的那些不同的纱线类型。其他变化对于本领域技术人员可以是显而易见的。
经纱可以由PET形成,和/或其直径可以在约0.50mm至1.0mm的范围内。纬纱可以由PET形成,和/或其直径可以在0.30mm至0.70mm的范围内。织物的网可以在约25至60ppi(纬纱)x 15至30ppi(经纱)之间。
作为具体的实例,上述织物10可以具有表1中所列的特性。
前述内容是对本发明的说明,并且不应被解释为对其的限制。尽管已经描述了本发明的示例性实施方案,但是本领域技术人员将容易了解,在实质上不脱离本发明的新颖教导和优点的情况下,可以对示例性实施方案进行许多修改。因此,所有这些修改都旨在包括在如权利要求中所限定的本发明的范围内。本发明由所附权利要求限定,权利要求的等同物包括在其中。