一种提高横机全成型服装编织效率的编织方法
文献发布时间:2023-06-19 09:27:35
技术领域:
本发明涉及针织领域,具体讲是一种提高横机全成型服装编织效率的编织方法。
背景技术:
现有技术中,如图2所示,横机全成型服装在编织过程中,合袖前左右袖和身片分别在各自区域进行圆筒状编织。通过机头横向来回移动带动各区域纱嘴进行编织。如图3所示,合袖前若出现身片长短于袖长的情况,则会在机头横向来回移动过程中,对中间大身区域采用空跑不执行作用。对于身片与袖子长度相差较大的全成型服装来说,这种传统的编织方法效率低下,耗时耗能较大,不符合当下的生产需求。
发明内容:
本发明所要解决的技术问题是,提供一种在全成型电脑横机设备上,对于身片和袖子长度相差较大的全成型服装调整编织方法,从而实现效率最大化,符合当下节能减排,高效生产的需求的提高横机全成型服装编织效率的编织方法。
本发明的技术解决方案是,提供一种提高横机全成型服装编织效率的编织方法,使用具有沿左右方向延伸且在前后方向彼此相对的前后一对或一对以上针床的横机,设定左右袖间隔宽度为J3,机头的宽度为T,在J3值大于T值的前提下,进行如下编织,
步骤一,横机的机头先对左袖多出的转数进行编织,然后机头停在左袖编织宽度右侧,此时机头移动的距离为2N(X1+T)-X1,N为编织行数;
步骤二,之后机头再跑至右袖编织区域,此时移动的距离为J1+J2+D-T;
步骤三,机头对右袖多出的转数进行编织,此时机头移动的距离为2N(X2+T);完成后机头移动至最左侧,此时移动距离为X1+J1+J2+D+T。
其中,设定左袖编织宽度为X1,右袖编织宽度为X2,身片编织宽度为D,左袖与身片间隔宽度为J1,右袖与身片间隔宽度为J2。
而传统的编织方法机头横向移动一行的距离为X1+X2+J1+J2+D+T。假设袖子长度比身片长度多出N行,则多出部分机头移动的距离为d1=2N(X1+X2+J1+J2+D+T)。
相比传统的编织方法,本发明的编织方法,其编织多出部分移动的距离为d2=2N(X1+X2+2T)+2(J1+J2+D)。
两种办法移动距离差
以岛精MACH2X和MACH2XS系列设备为例,机头宽度T=42cm,而实际系统之间距离为33cm,J3在大多情况下大于T值。因此本发明适用于大部分袖子长度与身片长度有一定差距的款式编织。N越大,则d1-d2越大,能大大提高编织效率。
作为优选,包括以下步骤:
步骤1:机头右行编织左袖后针床线圈,再左行编织左袖前针床线圈;重复以上步骤2N-1次,N为编织行数;
步骤2:机头右行编织左袖和右袖后针床线圈;
步骤3:机头左行编织右袖前针床线圈,再右行编织右袖后针床线圈;重复以上步骤2N-1次;
步骤4:机头左行编织左袖和右袖前针床线圈。
采用以上方案后与现有技术相比,本发明具有以下优点:本发明突破了传统编织方法的局限性,为全成型服装编织开辟新路径;对更好地诠释设计理念和提高产品的品质感、艺术价值、审美价值起到一定的作用,为针织产品开发及市场提供更广阔的发展空间;本发明在全成型电脑横机设备上,对于身片和袖子长度相差较大的全成型服装调整编织方法,实现效率最大化,符合当下节能减排,高效生产的需求;此外,在工业实用性方面,本发明的编织方法能广泛应用于所有全成型电脑横机;可满足并吸引更多的消费群体,推动我国针织行业的国际影响力。
附图说明:
图1为本发明实施例的编织示意图。
图2为现有技术的左右袖和身片的示意图。
图3为现有技术的左右袖和身片合袖时机头动作示意图。
图4为本发明合袖时的机头动作示意图。
具体实施方式:
下面结合附图就具体实施方式对本发明作进一步说明:
如图4所示,设定左袖编织宽度为X1,右袖编织宽度为X2,身片编织宽度为D,左袖与身片间隔宽度为J1,右袖与身片间隔宽度为J2,设定左右袖间隔宽度为J3,机头的宽度为T,使用具有沿左右方向延伸且在前后方向彼此相对的前后一对或一对以上针床的全成型电脑横机,在J3值大于T值的前提下,对合袖前的左右袖和身片进行如下操作,
步骤一,横机的机头先对左袖多出的转数进行编织,然后机头停在左袖编织宽度右侧,此时机头移动的距离为2N(X1+T)-X1,N为编织行数;
步骤二,之后机头再跑至右袖编织区域,此时移动的距离为J1+J2+D-T;
步骤三,机头对右袖多出的转数进行编织,此时机头移动的距离为2N(X2+T);完成后机头移动至最左侧,此时移动距离为X1+J1+J2+D+T。
作为对比,传统的编织方法机头横向移动一行的距离为X1+X2+J1+J2+D+T。假设袖子长度比身片长度多出N行,则多出部分机头移动的距离为d1=2N(X1+X2+J1+J2+D+T)。
而本发明的编织方法其编织多出部分移动的距离为d2=2N(X1+X2+2T)+2(J1+J2+D)。
两种办法移动距离差
以岛精MACH2X和MACH2XS系列设备为例,机头宽度T=42cm,而实际系统之间距离为33cm,J3在大多情况下大于T值。因此本发明适用于大部分袖子长度与身片长度有一定差距的款式编织。N越大,则d1-d2越大,能大大提高编织效率。
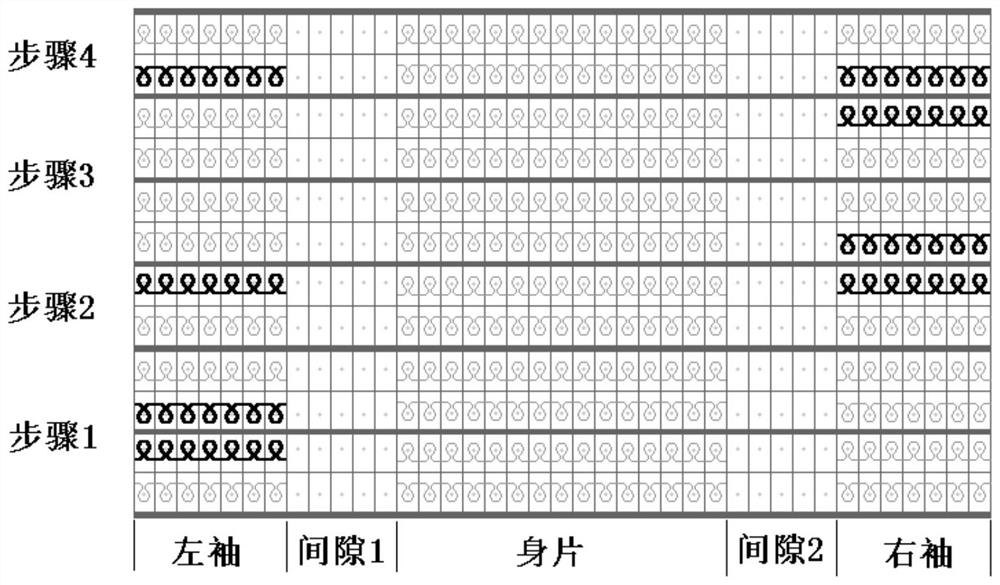
为便于理解,本实施方式中,如图4所示,编织技术方案详解如下,包括以下步骤:
步骤1:机头右行编织左袖后针床线圈,再左行编织左袖前针床线圈;重复以上步骤2N-1次,N为编织行数;
步骤2:机头右行编织左袖和右袖后针床线圈;
步骤3:机头左行编织右袖前针床线圈,再右行编织右袖后针床线圈;重复以上步骤2N-1次;
步骤4:机头左行编织左袖和右袖前针床线圈。
籍此,在全成型电脑横机设备上,对于身片和袖子长度相差较大的全成型服装调整编织方法,实现效率最大化,符合当下节能减排,高效生产的需求。
以上仅就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。凡是利用本发明说明书所做的等效结构或等效流程变换,均包括在本发明的专利保护范围之内。