一种纬编单面多彩变色运动面料及生产工艺
文献发布时间:2023-06-19 09:35:27
技术领域
本发明属于一种布料及相关的生产工艺,尤其是涉及一种纬编单面多彩变色运动面料及生产工艺。
背景技术
目前市场上面的多彩变色面料,以纬编色织类为主,存在工艺流程复杂、颜色不易控制且成本贵等特点;另外市场上面的多彩变色面料,主要是纬编双面罗纹以及大提花为主,主要是用于普通休闲时尚。而市场上少有的运动面料的多彩变色面料,大多厚重,达到180G/M
发明内容
本发明的目的在于提供一种能够解决上述问题中的至少一个的一种纬编单面多彩变色运动面料及生产工艺。
根据本发明的一个方面,提供了一种纬编单面多彩变色运动面料,包括面料本体,面料本体通过44针34寸108路的双面大圆机编织,面料本体的排针方式采用“112113”形式,三角排列六路一个循环,面料本体的落纱方式为第一路和第四路为40D/34F有光锦纶FDY和20D氨纶衬垫纱,第二路、第三路、第五路和第六路为30D/36F低弹半光低温阳离子涤纶DTY和20D氨纶衬垫纱。
本发明的有益效果是:通过组织结构,即排针方式和落纱方式的变化,使得得到的面料为单面结构,面料本体从不同的角度看过去,呈现不同的颜色效果,进而达到多彩变色服装的效果,以满足使用要求;且得到的面料本体具有成本低廉、弹性好、高回复性好和易快干的优点。
在一些实施方式中,面料本体编织时的送纱量采用100针:40D/34F有光锦纶FDY20.6cm、30D/36F低弹半光低温阳离子涤纶DTY 17cm、衬垫纱20D氨纶6.6cm。由此,使得面料本体的牢度易控制,且得到保证,回复性高。
在一些实施方式中,面料本体的规格为137cm*150g/m
根据本发明的另一个方面,提供了一种纬编单面多彩变色运动面料的生产工艺,包括如下步骤:
S1、选择44针34寸108路的双面大圆机;
S2、将面料本体在选择后的大圆机中,按照排针方式、落纱方式和送纱量进行编织,编织得到面料本体;
S3、将上述得到的面料本体进行染整,染整过程为:平幅水洗—低温初定型—高温初定型—染色—后定型。由此,面料本体在生产过程中的品质以及牢度易控制,且整个流程具有短流程和环保等特点。同时,设有低温初定型工序,从而增加了面料的经纬向密度,以保证面料丰满度,提高防晒性能、以及面料的拉伸回弹性。
在一些实施方式中,步骤S1中44针34寸108路的双面大圆机,运行机速为:10~12转/min。由此,可以满足面料的编织需求。
在一些实施方式中,步骤S3中低温初定型的温度145~155℃、速度20m/min,排风量为60%。由此,利于增加面料的经纬向密度,提高面料的防晒性能和面料的拉伸回弹性。
在一些实施方式中,步骤S3中高温初定型的温度190~200℃、速度18m/min,排风量为80%。由此,满足面料的定型效果。
在一些实施方式中,步骤S3中的染色采用经轴缸低温染色工艺,先98℃染锦纶,再98℃染低温阳离子涤纶。由此,可以保证了面料的色泽,保证染色效果,以及保持面料的柔软性。
在一些实施方式中,步骤S3中后定型工艺为:温度160℃、速度30m/min,排风量为90%。由此,使得织物更加平整。
附图说明
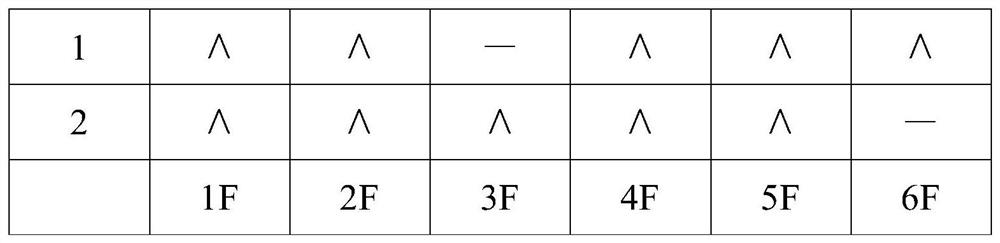
图1是一种纬编单面多彩变色运动面料的织造工艺三角图。
图2是一种纬编单面多彩变色运动面料的编织结构示意图。
图3是一种纬编单面多彩变色运动面料的外观图。
具体实施方式
下面结合附图对本发明作进一步详细的说明。
参照图1~图3。一种纬编单面多彩变色运动面料,包括面料本体,面料本体通过44针34寸108路的双面大圆机编织,面料本体的排针方式,具体参见图1中的织造工艺三角图,面料本体采用“112113”形式,三角排列六路一个循环;面料本体的落纱方式为第一路和第四路为40D/34F有光锦纶FDY(FULLY DRAWN YARN,全拉伸丝)和20D氨纶衬垫纱,第二路、第三路、第五路和第六路为30D/36F低弹半光低温阳离子涤纶DTY(Draw Texturing Yarn,拉伸变形丝)和20D氨纶衬垫纱。由此,通过选择40D/34F有光锦纶FDY作为面纱之一,以保证布面的闪光性;然后选择30D/36F低弹半光低温阳离子涤纶DTY面纱之二,以保证布面的弱光性;选择20D氨纶作为衬垫纱,保证生产的稳定性,以及高弹性、高回复性。
面料本体编织时的送纱量采用100针:40D/34F有光锦纶FDY 20.6cm、30D/36F低弹半光低温阳离子涤纶DTY 17cm、衬垫纱20D氨纶6.6cm。
面料本体的规格为137cm*150g/m
一种纬编单面多彩变色运动面料的生产工艺,包括如下步骤:
S1、选择44针34寸108路的双面大圆机;
S2、将面料本体在选择后的大圆机中,按照排针方式、落纱方式和送纱量进行编织,编织得到面料本体;
具体的:
排针方式为:112113,三角排列六路一个循环;落纱方式为第一路和第四路为40D/34F有光锦纶FDY和20D氨纶衬垫纱,即面纱之一加20D氨纶衬垫纱,第二路、第三路、第五路和第六路为30D/36F低弹半光低温阳离子涤纶DTY和20D氨纶衬垫纱,即面纱之二加20D氨纶衬垫纱。送纱量采用100针:面纱一40D/34F有光锦纶FDY 20.6cm、面纱二30D/36F低弹半光低温阳离子涤纶DTY 17cm、衬垫纱20D氨纶6.6cm。
面料本体在大圆机上织造完成后,进入到下一步骤。
S3、将上述得到的面料本体进行染整,染整过程为:平幅水洗—低温初定型—高温初定型—染色—后定型。
通过上述的步骤S3,面料本体在经过平幅水洗时,可以达到面料除油效果,然后再进行低温初定型。
步骤S1中44针34寸108路的双面大圆机,运行机速为:10~12转/min。
步骤S3中低温初定型的温度145~155℃,优选为150℃、速度20m/min,排风量为60%。通过采用低温初定型,可以增加面料的经纬向密度,以保证面料丰满度,提高防晒性能、以及面料的拉伸回弹性。
步骤S3中高温初定型的温度190~200℃、速度18m/min,排风量为80%。
步骤S3中的染色采用经轴缸低温染色工艺,先98℃染锦纶,再98℃染低温阳离子涤纶。
步骤S3中后定型工艺为:温度160℃、速度30m/min,排风量为90%。
通过上述生产工艺所生产的面料,通过对面料组织结构以及原料组合的变化,使得面料从不同的角度看过去,呈现不同的颜色效果,进而达到多彩变色服装的效果,以满足消费者对面料颜色外观的追求。同时,由于染整工序设有低温出定型,增加面料的经纬向密度,以保证面料丰满度,提高防晒性能、以及面料的拉伸回弹性;且,面料只有150g/m
同时,该一种纬编单面多彩变色运动面料的生产工艺,在面料生产过程中的品质以及牢度易控制,整个面料生产过程具有短流程、环保等特点,利于节省成本。
以上的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。