针织机用织针、针织机及针织物
文献发布时间:2023-06-19 09:36:59
技术领域
本申请涉及在适合于能够作为衣服等各种各样的物品的材料而利用的针织物的制造的针织机安装的编织针织物的织针、具备多个该织针的针织机及利用该针织机编织的针织物。
背景技术
以往,存在由18机号的圆型罗纹针织机编织出的针织物。
现有技术文献
专利文献
专利文献1:日本特开2013-96031号公报
发明内容
发明所要解决的课题
由以往的18机号的圆型罗纹针织机利用适合支数的纱(日文:糸)编织出的针织物存在重、厚、硬这样的缺点。另外,由以往的18机号的圆型罗纹针织机利用细支数的纱编织出的针织物存在不紧密、张力弱这样的问题。也就是说,不存在薄且紧密的圆型罗纹针织的针织物。尤其是,未能利用26机号~32机号的圆型罗纹针织机漂亮地编织出圆型罗纹针织的针织物。
在以往技术中,若要利用26机号~32机号的双面圆型针织机进行圆型罗纹针织,则针盘针与针筒针的交叉时的针的间隔变窄。由此,给纱时的纱进入角度变小,因此相对于纱的负荷增加,产生长丝断裂。
于是,若为了扩大针盘针与针筒针的交叉时的针间隔而单纯减薄针的整体的厚度,则会产生各种各样的问题。例如,沉降弧与针编弧的平衡变差,针编弧的间隔变宽而在布料表面上直条针路(针织疵,英文:needle line)显眼。
另外,在形成线圈的方面,线圈面积与针面积的平衡崩溃,导致紧稀路(针织疵,日文:針筋)的产生。另外,若针整体的厚度变薄,则难以形成通常的钩的形状。另外,若要利用以往的针来扩宽针间隔,则需要针筒更换(日文:釜替え)。
鉴于以上内容,本申请的目的在于,提供能够漂亮地编织薄且紧密的包含圆型罗纹针织组织的针织物的针织机用织针、具备该织针的针织机及利用该针织机编织出的针织物。
用于解决课题的技术方案
为了解决上述课题,本申请提供一种针织机用织针,具有:
棒状的柄部,基端侧部分固定于针织机;和
钩部,一体地形成于在长度方向上与所述基端侧相反侧的所述柄部的端部,
所述针织机用织针在针织机中排列多个而使用,其中,
所述柄部具有形成于所述钩部侧的端部的第1台阶部和形成于比所述第1台阶部靠基端侧处的第2台阶部,
在所述柄部的长度方向上比所述第2台阶部靠所述钩部侧的所述柄部的部分的所述排列方向上的厚度尺寸小于比所述第2台阶部靠基端侧的所述柄部的所述排列方向上的厚度尺寸,
所述钩部的所述排列方向上的厚度尺寸小于比所述第2台阶部靠所述钩部侧的所述柄部的部分的所述排列方向上的厚度尺寸,
所述针织机用织针是能够在26机号~32机号的双面圆型针织机中使用的尺寸。
另外,本申请提供一种排列有多个上述针织机用织针的针织机。
另外,本申请提供一种针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
横列密度处于46横列/英寸以上且56横列/英寸以下的范围内,
由英制支数30~60的纱编织出。
另外,本申请提供一种针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
横列密度处于46横列/英寸以上且56横列/英寸以下的范围内,
目付(单位面积重量)处于140g/m
另外,本申请提供一种针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
横列密度处于46横列/英寸以上且56横列/英寸以下的范围内,
厚度处于0.42mm以上且0.65mm以下的范围内。
另外,本申请提供一种针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
厚度处于0.42mm以上且0.65mm以下的范围内,
目付处于140g/m
另外,本申请提供一种针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
目付处于140g/m
由英制支数30~60的纱编织出。
发明的效果
根据本申请发明,能够提供能够漂亮地编织薄且紧密的包含圆型罗纹针织组织的针织物的针织机用织针、具备该织针的针织机及利用该针织机编织出的针织物。
附图说明
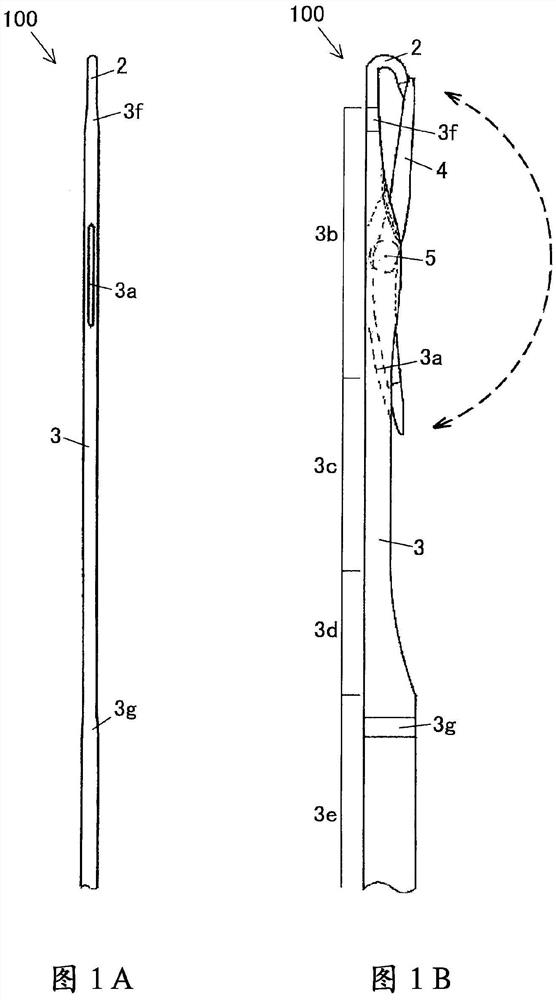
图1中的图1A示出了本申请的实施方式的针织机用织针的背面。图1B示出了本申请的实施方式的针织机用织针的侧面。
图2中的图2A是示出本申请的实施方式的给纱时的针盘针和针筒针的放大图。图2B示出了以往例。
图3中的图3A是将本申请的实施方式的圆型罗纹针织的针织物放大而拍摄到的图像。图3B是以与图3A相等的倍率拍摄到的比较例的针织物的图像。
图4中的图4A~图4G是示出能够应用本申请发明的针织组织的图。
具体实施方式
一边参照图1A、图1B、图2A及图2B一边说明本申请的实施方式的针织机用织针100。在图1A、图1B中,将针织机用织针100的长度方向(图1A、图1B的上下方向)上的钩部2侧的针织机用织针100的部分放大示出,省略了其他部分的图示。为了说明,在本申请中,将图1A的左右方向称作“厚度方向”,将厚度方向的针织机用织针100的尺寸称作“厚度尺寸”,将图1B的左右方向称作“宽度方向”,将宽度方向的针织机用织针100的尺寸称作“宽度尺寸”。另外,在本申请中,朝向图1B而将针织机用织针100的左侧称作“背面侧”,将针织机用织针100的右侧称作“正面侧”。另外,在针织机用织针100的长度方向上,将钩部2侧(图1A、图1B的上侧)称作“钩侧”,将与钩部2相反侧(图1A、图1B的下侧)称作“基端侧”。
如图1A、图1B所示,针织机用织针100具有钩部2、柄部3及针舌4。钩部2与柄部3的端部一体地形成。钩部2从柄部3的端部向在柄部3的长度方向上与柄部3相反侧延伸,朝向在柄部3的长度方向上与柄部3相反侧凸出弯曲,向针织机用织针100的正面侧延伸后,向基端侧延伸。钩部2的顶端尖锐。
柄部3呈图1A所示的厚度尺寸比图1A所示的宽度尺寸小的棒状。在柄部3形成有在宽度方向上贯通并在长度方向上延伸的针舌缝(英文:latch slit)3a。柄部3将针舌4保持成能够以形成于针舌缝3a内的轴承5为中心进行旋转。
针舌4呈比柄部3短的舌状。轴承5侧的针舌4的部分配置于针舌缝3a内。针舌4构成为,在以轴承5为中心向钩部2侧进行了旋转时,在长度方向上与轴承5相反侧的顶端部从正面侧与钩部2的顶端部抵接,不进一步旋转。
针舌缝3a具有随着从背面侧朝向正面侧而在柄部3的长度方向上变宽的形状。针舌缝3a在针织机用织针100的基端侧比在针织机用织针100的钩侧扩展得大。由此,针舌4在从与钩部2抵接的位置起以轴承5为中心而向与钩部2相反侧旋转了接近180度的位置处,与针舌缝3a的基端侧端部附近的柄部3的部分抵接,进一步的旋转被阻止。
钩部2与柄部3相比宽度尺寸窄,与柄部3的第1部分3b一体地形成。
柄部3的第1部分3b随着从针织机用织针100的基端侧的钩部2的部分在长度方向上朝向轴承5侧而宽度尺寸变大,随着从轴承5进一步朝向针织机用织针100的基端侧而宽度尺寸变小。第1部分3b的背面侧部分在长度方向上形成为直线状,宽度的变化由正面侧的形状带来。第1部分3b的正面侧部分在从侧面观察时形成平滑的曲线。
柄部3具有从针织机用织针100的基端侧的第1部分3b的端部向针织机用织针100的基端侧在预定的长度范围内具有恒定的宽度尺寸的第2部分3c。第2部分3c的宽度尺寸比与第1部分3b一体地形成的基端侧的钩部2的部分的宽度尺寸大。
柄部3具有从针织机用织针100的基端侧的第2部分3c的端部向针织机用织针100的基端侧延伸的第3部分3d。第3部分3d随着朝向针织机用织针100的基端侧而宽度变宽。第3部分3d的背面侧部分在长度方向上形成为直线状,宽度的变化由正面侧的形状带来。第3部分3d的正面侧的部分在从侧面观察时形成朝向针织机用织针100的背面侧凸出的曲线。
柄部3具有从针织机用织针100的基端侧的第3部分3d的端部向针织机用织针100的基端侧延伸的第4部分3e。第4部分3e在预定的长度范围内具有恒定的宽度尺寸。
第1部分3b、第2部分3c、第3部分3d及第4部分3e一体地形成。柄部3的背面侧在第1部分3b、第2部分3c、第3部分3d及第4部分3e处在长度方向上形成为直线状。
关于柄部3的厚度尺寸,如图1A所示,形成于第1部分3b的第1台阶部3f与形成于第4部分3e的第2台阶部3g之间的部分小于比第2台阶部3g靠针织机用织针100的基端侧的部分。第1台阶部3f与第2台阶部3g之间的部分和比第2台阶部3g靠基端侧的部分分别在全长度范围内具有恒定的厚度尺寸。第1台阶部3f、第2台阶部3g能够通过冲压加工而形成。
第1台阶部3f的双方的侧面形成为锥状,第1台阶部3f随着朝向针织机用织针100的钩侧而厚度尺寸变小。此外,第1台阶部3f只要在针织机用织针100的长度方向上处于钩部2与针舌4的轴承5之间即可,也可以形成于图1A、图1B所示的位置以外的位置。
第2台阶部3g的双方的侧面形成为锥状,第2台阶部3g随着朝向针织机用织针100的钩侧而厚度尺寸变小。第2台阶部3g优选形成于第4部分3e,但也可以设置于第3部分3d与第4部分3e的分界部分、第3部分3d或第2部分3c。
针织机用织针100通过设置第1台阶部3f,能够确保柄部3所需的强度并使钩部2的厚度尺寸比柄部3的厚度尺寸小。此外,伴随于减小钩部2的厚度尺寸,针舌4的厚度尺寸也优选减小。
上述针织机用织针100例如能够在具有针盘和针筒的双面圆型针织机中作为针盘针及针筒针来使用。图2A是示出该情况下的给纱时的针盘针100a、100b和针筒针100c的钩部2的放大图。图2B示出了以往例。在图2A、B中,示出了从钩侧观察针盘针100a、100b、200a、200b、从正面侧观察针筒针100c、200c时的状态。
如上所述,通过减小钩部2的厚度尺寸,能够使图2A所示的纱进入角度X比图2A所示的以往例大。若纱进入角度X变大,则相对于纱的负荷变小,难以产生长丝断裂。尤其是,在利用比较粗的纱来编织针织物的情况下,该效果显著地表现。
另外,通过设置第1台阶部3f,比第1台阶部3f靠基端侧的柄部3的部分的厚度尺寸不变小,能够确保希望的厚度尺寸。由此,能够保持针织物的沉降弧与针编弧的平衡。
以上说明的针织机用织针100能够在26机号~32机号的双面圆型针织机中合适地使用,但除此之外,也能够在针织横机、单面圆型针织机等中使用。
双面圆型针织机具有被称作针筒的圆筒状的针床和在针筒上以共用中心轴线的方式配置的被称作针盘的圆盘状的针床。针织机用织针100以柄部3与针筒的中心轴线方向平行的方向在针筒的外周以相同间距在圆周方向上配置多个。各针织机用织针100以钩部2成为上侧且钩部2的顶端成为径向外侧的朝向配置。
另外,针织机用织针100在针盘上以相同间距呈放射状配置多个。各针织机用织针100以钩部2成为针盘的径向外侧且钩部2的顶端成为上侧的朝向配置。
配置于针筒的针织机用织针100和配置于针盘的针织机用织针100互相错开一半间距而配置。配置于针筒的针织机用织针100和配置于针盘的针织机用织针100也可以在比上述第4部分3e靠基端侧的形状上互相不同。
双面圆型针织机的针筒及针盘以中心轴线为中心进行旋转。当针筒及针盘旋转时,通过未图示的凸轮而针织机用织针100在柄部3的长度方向上往复运动,利用从给纱口供给的纱来编织针织物。
根据这样具备本申请的实施方式的针织机用织针100的针织机,能够漂亮地编织薄且紧密的圆型罗纹针织的针织物。此外,在上述实施方式中举出了舌针的例子,但例如在复式针等舌针以外的针织机用织针中,通过在柄部的钩部侧的端部形成台阶部并使钩部的厚度尺寸比柄部的厚度尺寸小,也能够得到同样的效果。
接着,对通过使用上述针织机用织针100而能够编织的针织物的实施方式进行说明。
本申请的第1实施方式的针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
横列密度处于46横列/英寸以上且56横列/英寸以下的范围内,
由英制支数30~60的纱编织出。
由此,能够设为结实且形状稳定的针织物。另外,能够设为透明感低且薄的针织物。若纵行密度低于35纵行/英寸,则针织物的密度松,形状不稳定。若纵行密度超过48纵行/英寸,则针织物的密度紧,布料变硬。若横列密度低于46横列/英寸,则针织物的密度松,形状不稳定。若横列密度超过56横列/英寸,则针织物的密度紧,布料变硬。若成为比英制支数30粗的纱,则密度紧,布料变硬。若成为比英制支数60细的纱,则密度松,透明感变高,形状不稳定。此外,“圆型罗纹针织组织”意味着在罗纹针配置下交替地连续使用针盘针、针筒针而编织出的组织。
本申请的第2实施方式的针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
横列密度处于46横列/英寸以上且56横列/英寸以下的范围内,
目付处于140g/m
由此,能够设为结实且形状稳定的针织物。另外,能够设为透明感低且薄的针织物。若纵行密度低于35纵行/英寸,则针织物的密度松,形状不稳定。若纵行密度超过48纵行/英寸,则针织物的密度紧,布料变硬。若横列密度低于46横列/英寸,则针织物的密度松,形状不稳定。若横列密度超过56横列/英寸,则针织物的密度紧,布料变硬。若目付低于140g/m
本申请的第3实施方式的针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
横列密度处于46横列/英寸以上且56横列/英寸以下的范围内,
厚度处于0.42mm以上且0.65mm以下的范围内。
由此,能够设为结实且形状稳定的针织物。另外,能够设为透明感低且薄的针织物。若纵行密度低于35纵行/英寸,则针织物的密度松,形状不稳定。若纵行密度超过48纵行/英寸,则针织物的密度紧,布料变硬。若横列密度低于46横列/英寸,则针织物的密度松,形状不稳定。若横列密度超过56横列/英寸,则针织物的密度紧,布料变硬。若厚度低于0.42mm,则透明感变高。若厚度超过0.65mm,则针织物变重,穿着感变差。
本申请的第4实施方式的针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
厚度处于0.42mm以上且0.65mm以下的范围内,
目付处于140g/m
由此,能够设为结实且形状稳定的针织物。另外,能够设为透明感低且薄的针织物。若纵行密度低于35纵行/英寸,则针织物的密度松,形状不稳定。若纵行密度超过48纵行/英寸,则针织物的密度紧,布料变硬。若厚度低于0.42mm,则透明感变高。若厚度超过0.65mm,则针织物变重,穿着感变差。若目付低于140g/m
本申请的第5实施方式的针织物,
在全部或一部分处编织圆型罗纹针织组织,
纵行密度处于35纵行/英寸以上且48纵行/英寸以下的范围内,
目付处于140g/m
由英制支数30~60的纱编织出。
由此,能够设为结实且形状稳定的针织物。另外,能够设为透明感低且薄的针织物。若纵行密度低于35纵行/英寸,则针织物的密度松,形状不稳定。若纵行密度超过48纵行/英寸,则针织物的密度紧,布料变硬。若目付低于140g/m
在上述第4、第5实施方式的针织物中,优选横列密度处于46横列/英寸以上且56横列/英寸以下的范围内。由此,针织物的稳定感更可靠。若横列密度低于46横列/英寸,则针织物的密度变得稍松,形状的稳定感减少。若横列密度超过56横列/英寸,则针织物的密度变得稍紧,在布料中出现硬度。
在上述第2~第4实施方式的针织物中,优选由英制支数30~60的纱编织出。由此,针织物的稳定感更可靠。若成为比英制支数30粗的纱,则密度紧,布料变硬。若成为比英制支数60细的纱,则密度变得稍松,形状的稳定感下降。
在上述第1、第3实施方式的针织物中,优选目付处于140g/m
在上述第1、第2及第5实施方式的针织物中,优选厚度处于0.42mm以上且0.65mm以下的范围内。由此,针织物的稳定感更可靠。若厚度低于0.42mm,则透明感变高。若厚度超过0.65mm,则针织物变重,穿着感变差。
此外,在上述实施方式中,也可以利用英制支数60/2~120/2的双股线(日文:双糸)来编织。由此,成为与使用了英制支数30/1~60/1的单纱(日文:単糸)的情况相比胚面(日文:目面)整齐且漂亮的针织物。
在上述实施方式的针织物中,能够利用纺纱、长丝纱或它们的复合纱来编织。由此,能够制作不同的风格的针织物。
在上述实施方式的针织物中,也可以向所述纺纱、所述长丝纱或所述它们的复合纱添加弹力纱(日文:ストレッチ糸)来编织。由此,能够制作合身感高的针织物。
在上述实施方式的针织物中,也可以实施形态稳定处理。由此,产品的尺寸变化率提高。
在上述实施方式的针织物中,也可以实施吸水加工。由此,产品的吸水性提高。
接着,示出与上述第1~第5实施方式的针织物共通的实施例1~8、和比较例。
(实施例1)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数40、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物不进行丝光(英文:silket)等加工,目付是200g/m
(实施例2)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数50、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物不进行丝光等加工,目付是150g/m
(实施例3)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数60、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物不进行丝光等加工,目付是140g/m
(实施例4)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数40、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物进行丝光加工,目付是215g/m
(实施例5)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数50、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物进行丝光加工,目付是155g/m
(实施例6)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数60、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物进行丝光加工,目付是145g/m
(实施例7)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数50、棉100%的纱编织了米兰诺罗纹(罗纹空气层,英文:milanorib)针织组织的针织物。该针织物进行丝光加工,目付是200g/m
(实施例8)
将上述针织机用织针100在28机号的圆型罗纹针织机中使用,利用英制纱支数60、棉100%的纱编织了米兰诺罗纹针织组织的针织物。该针织物进行丝光加工,目付是165g/m
(比较例1)
将以往的针织机用织针在18机号的圆型罗纹针织机中使用,利用英制纱支数40、聚酯65%、棉35%的纱编织了圆型罗纹针织组织的针织物。该针织物的目付是180g/m
(比较例2)
将以往的针织机用织针在18机号的圆型罗纹针织机中使用,利用英制纱支数40、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物的目付是180g/m
(比较例3)
将以往的针织机用织针在18机号的圆型罗纹针织机中使用,利用英制纱支数50、棉100%的纱编织了圆型罗纹针织组织的针织物。该针织物的目付是110g/m
在下述表1中示出上述实施例和比较例。
[表1]
图3A是将本申请的实施方式的圆型罗纹针织的针织物放大而拍摄到的图像。图3B是以与图3A相等的倍率拍摄到的比较例的针织物的图像。
如图3B所示,在18机号的圆型罗纹针织机中以增密(增加密度)限度的密度形成的线圈形状形成得横向宽且纵向短。相对于此,利用改良了织针后的28机号的圆型罗纹针织机对同一纵行间以同一纱长而形成的线圈如图3A所示那样成为纵向长且横向窄的形状。由此,成为了比以往漂亮的胚面薄且紧密的针织物。
图4A~图4G是示出能够应用本申请发明的针织组织的图。本申请的织针、针织机及针织物的发明除了图4A所示的圆型罗纹针织之外,也能够应用于包含圆型罗纹针织组织的其他针织物。具体而言,能够应用于图4B所示的米兰诺罗纹针织、图4C所示的罗纹半空气层(英文:half-milanorib)(单面胖花组织(日文:片袋))针织、图4D所示的半畦编针织、图4E所示的畦编针织。除此之外,能够应用于它们的变型及组合、包含在罗纹针配置下全针(日文:全針)针织的针织组织的针织物。若是罗纹针配置,则即使不进行全针针织,也能够应用本申请。作为例子,存在图4F所示的2×1罗纹抽针(英文:Tereko)、图4G所示的抽针圆型罗纹。
此外,本申请发明不限定于上述实施方式,能够进行各种变更、改良等。例如,针织机用织针100的台阶部的数量不限于2个,能够设为1个或3个以上。
附图标记说明
100 针织机用织针
100a、100b、200a、200b 针盘针
100c、200c 针筒针
2、202 钩部
3 柄部
3a 针舌缝
3b 第1部分
3c 第2部分
3d 第3部分
3e 第4部分
3f 第1台阶部
3g 第2台阶部
4 针舌
5 轴承