具有变色功能的三层网布及其制作方法和应用
文献发布时间:2023-06-19 09:40:06
技术领域
本发明涉及网布技术领域,尤其是涉及的是一种具有变色功能的三层网布及其制作方法和在鞋服等领域中应用。
背景技术
网布是鞋类服装行业常用的一种布料,是一种具有网孔的织物。目前市场上的网布通常由网孔表面层、连接单丝中层和平部底面层组成,其布料颜色的呈现主要依靠网孔表面层和平布底面层放入的颜色来体现,存下一下缺点:
1.网布透气性能不佳,结构稳定性低;
2.网布克重高;
3.网布表面纹路颜色受到中间层颜色的影响,造成面部杂色,颜色不纯。
发明内容
本发明的其他特征和优点将在随后的说明书中阐述,并且部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书、权利要求书以及其他说明书附图中所特别指出的结构来实现和获得。
本发明的目的在于克服上述不足,提供一种具有变色功能的三层网布,该三层网布透气性能佳、结构稳定向高、克重低、表面纹路颜色单纯,不会受到网布内颜色的影响而造成杂色。
为实现上述目的,本发明的技术解决方案是:一种具有变色功能的三层网布,包括多根第一纱线、多根第二纱线以及多根第三纱线,多根所述第一纱线交叉编织形成底层,多根所述第二纱线从所述底层的底端往上交叉编织形成面层,且在所述面层的顶端形成若干个网孔,多根所述第三纱线从所述面层的底端往下交叉编织至所述底层的顶端,且与所述第二纱线在所述面层与所述底层之间交叉编织形成中间层,所述第三纱线的纱线颜色为两种以上。
优选的,若干个所述网孔在所述面层顶端形成若干个凹槽。
优选的,所述第二纱线的纱线颜色与第三纱线的纱线颜色不同。
优选的,所述网孔为圆形网孔、椭圆形网孔或多边形网孔。
优选的,所述网孔为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
本发明还提供了一种上文所述的具有变色功能的三层网布的制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有6把梳栉,6把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量1600~3000mm/腊克,地梳梳栉GB2对应的齿轮送经量1320~2720mm/腊克,地梳梳栉GB3对应的齿轮送经量1480~2880mm/腊克,地梳梳栉GB4对应的齿轮送经量1980~3380mm/腊克,地梳梳栉GB5对应的齿轮送经量1980~3380mm/腊克,地梳梳栉GB6对应的齿轮送经量4300~5700mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//。
本发明还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
通过采用上述的技术方案,本发明的有益效果是:本发明以第一纱线编织形成的底层为基础,第二纱线从底层的底端往上交叉编织形成具有网孔的面层,第三纱线从面层的底端向底层的顶端交叉编织,且与第二纱线交叉编织形成中间层,取消了传统的中间层,使得网布的克重大大降低,成本降低。此外,若干个网孔在面层的顶端形成若干个凹槽,使得面层形成了凹凸感,中间层的颜色可通过凹槽透露出来,由于凹凸感,中间层的颜色会随着观察者视角的不同而发生变化,实现了变色的功能,同时,也大大增强了网布的立体感,大大提高了透气性能。本申请的第三纱线是从面层的底端编织至底层的顶端,即第三纱线是隐藏在面层底端之下的,没有透露到面层的顶端,不会造成面层杂色而影响网布的美观性。本发明为一体编织而成,美观新颖,面层颜色单纯,克重轻,立体感强,触摸感明显,透气性能良好,结构稳定性高,大大简化了制作流程,从而提高了生产效率和降低了生产成本。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
无疑的,本发明的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例共同用于解释本发明,并不构成对本发明的限制。
在附图中,相同的部件使用相同的附图标记,并且附图是示意性的,并不一定按照实际的比例绘制。
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
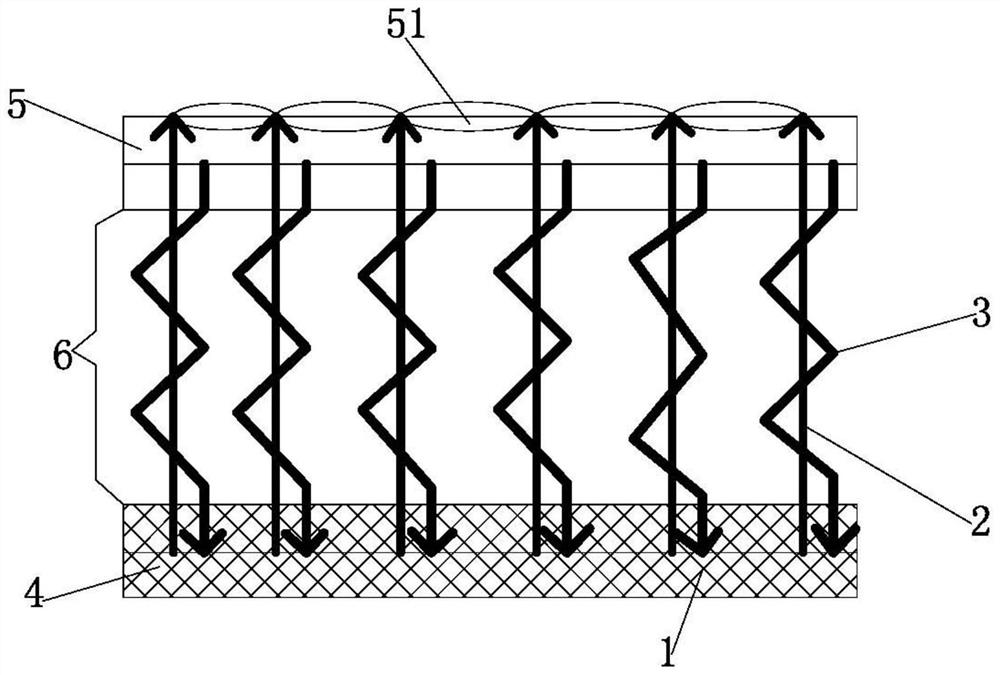
图1为本发明的编织剖视图;
图2为本发明的工艺模拟图;
图3为本发明的变色编织图一;
图4为本发明的变色编织图二;
图5为本发明的变色编织图三;
图6为本发明的俯视图;
图7为本发明的剖视图;
图8为本发明的工艺流程图。
主要附图标记说明:(1、第一纱线;2、第二纱线;3、第三纱线;4、底层;5、面层;51、网孔;52、凹槽;6、中间层)。
具体实施方式
以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以相互结合,所形成的技术方案均在本发明的保护范围之内。
同时,在以下说明中,处于解释的目的而阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
实施例1
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从所述底层4的底端往上交叉编织形成面层5,且在面层4的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在面层4顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图,本实施例还提供了一种上文所述的具有变色功能的三层网布的制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有6把梳栉,6把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量1600mm/腊克,地梳梳栉GB2对应的齿轮送经量1320mm/腊克,地梳梳栉GB3对应的齿轮送经量1480mm/腊克,地梳梳栉GB4对应的齿轮送经量1980mm/腊克,地梳梳栉GB5对应的齿轮送经量1980mm/腊克,地梳梳栉GB6对应的齿轮送经量4300mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线包括第一种色纱、第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例2
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例还提供了一种上文所述的具有变色功能的三层网布的制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有6把梳栉,6把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线包括第一种色纱、第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例3
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例还提供了一种上文所述的具有变色功能的三层网布的制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有6把梳栉,6把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量3000mm/腊克,地梳梳栉GB2对应的齿轮送经量2720mm/腊克,地梳梳栉GB3对应的齿轮送经量2880mm/腊克,地梳梳栉GB4对应的齿轮送经量3380mm/腊克,地梳梳栉GB5对应的齿轮送经量3380mm/腊克,地梳梳栉GB6对应的齿轮送经量5700mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线包括第一种色纱、第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例4
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有7把梳栉,7把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线、地梳梳栉GB7纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量1600mm/腊克,地梳梳栉GB2对应的齿轮送经量1320mm/腊克,地梳梳栉GB3对应的齿轮送经量1480mm/腊克,地梳梳栉GB4对应的齿轮送经量1980mm/腊克,地梳梳栉GB5对应的齿轮送经量1980mm/腊克,地梳梳栉GB6对应的齿轮送经量4300mm/腊克,地梳梳栉GB7对应的齿轮送经量4300mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6、地梳梳栉GB7在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例5
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有7把梳栉,7把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线、地梳梳栉GB7纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克,地梳梳栉GB7对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6、地梳梳栉GB7在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例6
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有7把梳栉,7把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线、地梳梳栉GB7纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量3000mm/腊克,地梳梳栉GB2对应的齿轮送经量2720mm/腊克,地梳梳栉GB3对应的齿轮送经量2880mm/腊克,地梳梳栉GB4对应的齿轮送经量3380mm/腊克,地梳梳栉GB5对应的齿轮送经量3380mm/腊克,地梳梳栉GB6对应的齿轮送经量5700mm/腊克,地梳梳栉GB7对应的齿轮送经量5700mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6、地梳梳栉GB7在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例7
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有7把梳栉,7把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1纱线、地梳梳栉GB2纱线、地梳梳栉GB3纱线以满穿的方式在机台上进行穿纱,地梳梳栉GB4纱线、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6纱线、地梳梳栉GB7纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克,地梳梳栉GB7对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB7在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例8
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有8把梳栉,8把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量1600mm/腊克,地梳梳栉GB2对应的齿轮送经量1320mm/腊克,地梳梳栉GB3对应的齿轮送经量1480mm/腊克,地梳梳栉GB4对应的齿轮送经量1980mm/腊克,地梳梳栉GB5对应的齿轮送经量1980mm/腊克,地梳梳栉GB6对应的齿轮送经量4300mm/腊克,地梳梳栉GB7对应的齿轮送经量4300mm/腊克,地梳梳栉GB8对应的齿轮送经量4300mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织,地梳梳栉GB8走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱,地梳梳栉GB8纱线为第三种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例9
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有8把梳栉,8把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克,地梳梳栉GB7对应的齿轮送经量5000mm/腊克,地梳梳栉GB8对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织,地梳梳栉GB8走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱,地梳梳栉GB8纱线为第三种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例10
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有8把梳栉,8把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量3000mm/腊克,地梳梳栉GB2对应的齿轮送经量2720mm/腊克,地梳梳栉GB3对应的齿轮送经量2880mm/腊克,地梳梳栉GB4对应的齿轮送经量3380mm/腊克,地梳梳栉GB5对应的齿轮送经量3380mm/腊克,地梳梳栉GB6对应的齿轮送经量5700mm/腊克,地梳梳栉GB7对应的齿轮送经量5700mm/腊克,地梳梳栉GB8对应的齿轮送经量5700mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织,地梳梳栉GB8走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱,地梳梳栉GB8纱线为第三种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例11
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有8把梳栉,8把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克,地梳梳栉GB7对应的齿轮送经量5000mm/腊克,地梳梳栉GB8对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB7、地梳梳栉GB8在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织,地梳梳栉GB8走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱,地梳梳栉GB8纱线为第三种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例12
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有8把梳栉,8把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克,地梳梳栉GB7对应的齿轮送经量5000mm/腊克,地梳梳栉GB8对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB7在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6、地梳梳栉GB8在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织,地梳梳栉GB8走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱,地梳梳栉GB8纱线为第三种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
实施例13
参照图1-2以及图6-7,一种具有变色功能的三层网布,包括多根第一纱线1、多根第二纱线2以及多根第三纱线3,多根第一纱线1交叉编织形成底层4,多根第二纱线2从底层4的底端往上交叉编织形成面层5,且在面层5的顶端形成若干个网孔51,多根第三纱线3从面层5的底端往下交叉编织至底层4的顶端,且与第二纱线2在面层5与底层4之间交叉编织形成中间层6,第三纱线3的纱线颜色为两种以上。
若干个网孔51在所述面层5顶端形成若干个凹槽52。
第二纱线2的纱线颜色与第三纱线3的纱线颜色不同。
网孔51为圆形网孔、椭圆形网孔或多边形网孔。
网孔51为孔径大小相同的网孔、孔径大小渐变的网孔或孔径大小交替变换的网孔。
参照图8,本实施例提供了一种如上文所述的具有变色功能的三层网布制作方法,包括以下步骤:
S1.梳栉设置:选用双针床高速经编机或者贾卡机进行编织,双针床高速经编机或者贾卡机至少具有8把梳栉,8把梳栉从前针床至后针床依次设为地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3、地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8;
S2.整经:地梳梳栉GB1整经P-DTY150D/48F半光白低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB1涤纶半光白低弹轻网纱线含量占8.994%左右,地梳梳栉GB2整经100D透明纱线,3个盘头每个盘头476根纱,地梳梳栉GB2涤纶透明纱线含量占11.692%左右,地梳梳栉GB3整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB3涤纶半光低弹轻网纱线含量占16.959%左右,地梳梳栉GB4整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB4色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB5整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头238根纱,地梳梳栉GB5色纱半光低弹轻网纱线含量占10.621%左右,地梳梳栉GB6整经色纱P-DTY200D/72F半光低弹轻网纱线,3个盘头每个盘头476根纱,地梳梳栉GB6涤纶半光低弹轻网纱线含量占41.113%左右;
S3.穿纱:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB4、地梳梳栉GB5纱线均以2穿2空的方式在机台上进行穿纱,地梳梳栉GB6、地梳梳栉GB7、地梳梳栉GB8纱线均以满穿的方式在机台上进行穿纱,地梳梳栉GB1对应的齿轮送经量2300mm/腊克,地梳梳栉GB2对应的齿轮送经量2020mm/腊克,地梳梳栉GB3对应的齿轮送经量2180mm/腊克,地梳梳栉GB4对应的齿轮送经量2680mm/腊克,地梳梳栉GB5对应的齿轮送经量2680mm/腊克,地梳梳栉GB6对应的齿轮送经量5000mm/腊克,地梳梳栉GB7对应的齿轮送经量5000mm/腊克,地梳梳栉GB8对应的齿轮送经量5000mm/腊克;
S4.编织:地梳梳栉GB1、地梳梳栉GB2、地梳梳栉GB3在前针床上垫纱形成所述底层4,地梳梳栉GB4、地梳梳栉GB5、地梳梳栉GB8在前针床和/或后针床上垫纱形成所述面层5,地梳梳栉GB6、地梳梳栉GB7在前针床和/或后针床上垫纱形成所述中间层6,地梳梳栉GB1走衬纬组织0-0/2-2/4-4/2-2//,地梳梳栉GB2走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB3走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB4走变化经平组织(1-1/1-0/2-2/2-3)*3/(3-3/4-5/4-4/3-2)*3//,地梳梳栉GB5走变化经平组织(3-3/4-5/4-4/3-2)*3/(1-1/1-0/2-2/2-3)*3//,地梳梳栉GB6走编链组织1-0/0-0/0-1/1-1//,地梳梳栉GB7走变化经缎组织,地梳梳栉GB8走编链组织1-0/0-0/0-1/1-1//。
步骤S2中地梳梳栉GB6纱线为第一种色纱,地梳梳栉GB7纱线为第二种色纱,地梳梳栉GB8纱线为第三种色纱。
参照图3-5,利用上文所述的制作方法制作出来的网布变色效果可以为:
(1)网孔51左侧是一个颜色,网孔51右侧一个颜色;
(2)网孔51左右两侧颜色交叉变化;
(3)随着网孔51大小渐变颜色渐变,如网孔51左右侧大小或长短渐变变色、一个网孔51上下半变色等。
本实施例还提供了一种如上文所述的具有变色功能的三层网布或者利用上文所述的制作方法获得的具有变色功能的三层网布在鞋服领域中的应用。
应该理解的是,本发明所公开的实施例不限于这里所公开的特定处理步骤或材料,而应当延伸到相关领域的普通技术人员所理解的此类特征的等同替代。还应当理解的是,在此使用的术语仅用于描述特定实施例的目的,而并不意味着限制。
说明书中提到的“实施例”意指结合实施例描述的特定特征、或特性包括在本发明的至少一个实施例中。因此,说明书通篇各个地方出现的短语或“实施例”并不一定均指同一个实施例。
需说明,在上文的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受上面公开的具体实施例的限制。