一种螺纹规用计量校准方法
文献发布时间:2023-06-19 10:49:34
技术领域
本发明属于检定技术领域,涉及对于螺纹规的检定技术,尤其是一种螺纹规用计量校准方法。
背景技术
在现代高精密测量中,螺纹规在使用之前都会进行计量校准以保证工件之间连接的可靠性、互换性、装配的准确性和其承载能力,因此准确测量螺纹规在计量领域受到广泛关注。
传统的测量方法是利用校对规来判别螺纹,其测量准确度主要依靠于螺纹的磨损程度和人员误差,通过校对规测量无法得到螺纹确切参数,不利于定量分析。基于参数化特征的测量方法已开发了很长一段时间。直接的,测量螺纹中径主要是利用测长机和双测球的方法,能直接测量出螺纹中径,这在国内计量领域一定时期长期使用;近几年随着现代制造业的发展,扫描测量仪器和坐标测量机的扫描功能对螺纹轮廓进行扫描同时计算螺纹的主要参数。同时随着视觉检测技术的不断发展,非接触式的方法也兴起来了。然而,随着技术的不断普及,和知识的网络化程度不断深入,同一螺纹规计量部门使用不同的测量方法,其测量结果不尽一致,这将严重影响工业生产,对外贸易等。
当同一螺纹规的校准结论不同时,用什么方法能准确的判断螺纹规,指出螺纹规不符合的位置,是目前计量部门需要研究解决的问题。
发明内容
本发明的目的在于克服现有技术的不足,提供一种不需要任何参考量规,沿轴向扫描螺纹规,经过采集螺纹的特征建立重塑模型,与标准模型进行干涉实验,可以校准螺纹量规的质量,并能准确判断出螺纹量规的问题位置的螺纹规用测量方法。
本发明采取的技术方案是:
一种螺纹规用计量校准方法,其特征在于:包括待检螺纹规,三坐标测量机和星型测头,待检螺纹规沿轴向固定于三坐标测量机的检测位置,三坐标测量机对星型测头进行标定;
包括如下步骤:
步骤1:将待检螺纹规固定于三坐标测量机的检测位置;
步骤2:采用三坐标测量机对星型测头进行标定;
步骤3:应用星型测头对沿螺纹轴线方向多角度测量螺纹轮廓;
步骤4:重塑螺纹规的三维立体形状,建立螺纹量规模型;
步骤5:将步骤4所述的螺纹量规模型和标准模型进行轴线重合旋转比较判定待检螺纹规的螺纹质量。
进一步的,所述步骤3包括,
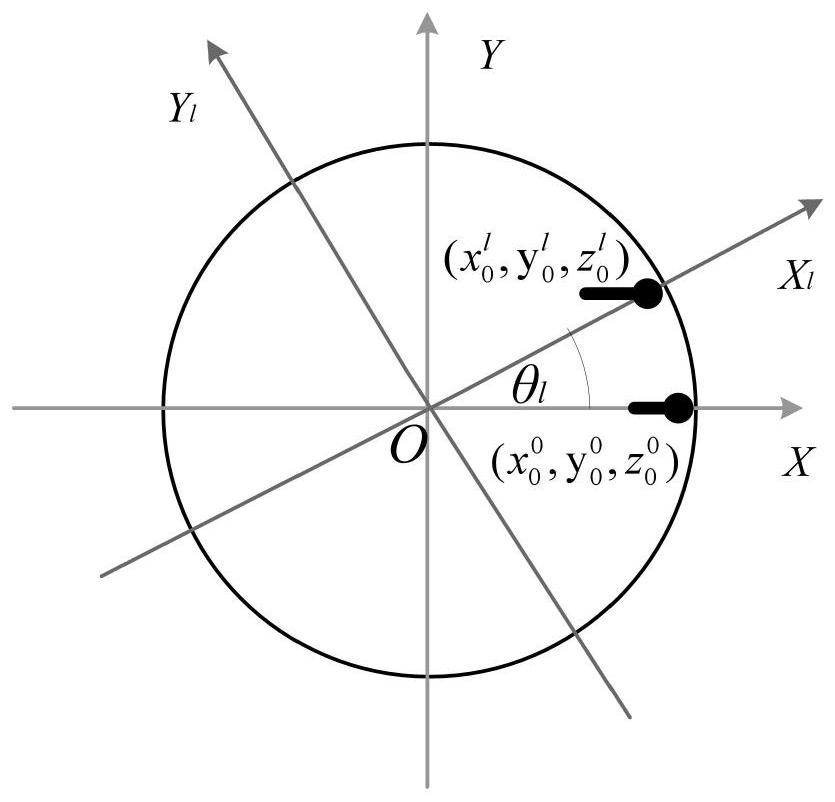
步骤3.1:构造了原始坐标系OXYZ,利用坐标测量机的星型测头进行测量,建立以圆柱螺纹量规轴线为Z轴,以螺纹端面为以为中心为圆心,以机器坐标系X轴和Y轴为新建坐标系的X轴、Y轴。四个测针沿Z轴扫描螺纹量规,测量所得点集为
步骤3.2:将坐标系转换不同的角度如图2所示。原点仍为螺纹规端面的中心点O,绕Z 轴旋转一角度θ
θ
其中:θ=π/180
四个测针沿Z轴扫描螺纹量规,如图2所示在旋转坐标系OX
进一步的,所述步骤4包括,
步骤4.1:利用齐次变换法建立体积模型;将θ
步骤4.2:螺纹规测量沿着与矢量相反的方向测量;当沿Z轴方向旋转角度θ
经过坐标系变化后得到OXYZ坐标系下的测量点集如公式4所示;
将测量点集转换到同一坐标系下,利用Matlab进行处理得到螺纹规的扫描三维立体图形。
进一步的,所述步骤5包括,根据ISO1502和ISO68-1中对圆柱螺纹参数的要求,确定螺纹形状;
设一变量Ψ.当0≤Ψ≤(P-b
当(P-b
当(P+b
式中:d
通过理论参数(如b
进一步的,所述步骤5中将各参数变量的公差范围代入公式,可得到标准螺纹柱,与重塑扫描螺纹进行轴心重合旋转,包络到标准螺纹柱中检查干涉情况来判断螺纹的质量。
本发明的优点和积极效果是:
本发明中,利用坐标测量机的星型测头进行螺纹规测量,建立以圆柱螺纹量规轴线为Z 轴,以螺纹端面为以为中心为圆心,以机器X轴和Y轴的坐标系,在四个矢量方向沿Z轴扫描螺纹量规;将坐标系转换不同的角度,将利用误差补偿和齐次坐标方程,可以准确地重构螺纹模型。其次,建立基于ISO 1502中对圆柱螺纹量规几何图形的要求,计算并构建出带有公差带的螺纹量规模型。将测量的螺纹规3D模型与标准模型进行轴线重合旋转比较,包容过程确定测量螺纹规在牙顶和牙底处的干涉位置。从而,通过实际和理论模型的比较,可以准确判断螺纹质量。
本发明中,利用坐标测量机沿螺纹轴线方向多角度测量螺纹轮廓,重塑螺纹规的三维立体形状,将带有公差带的标准螺纹三维模型与测量模型进行同轴旋转,取与标准模型干涉最少的位置进行分析,从而能准确分析判断螺纹的不符合情况。
本发明中,采用重塑模型的方法校准螺纹规的时候是不需要参考规,不确定度的主要来源是坐标测量机和测量方法带来误差。经不确定度分析后,采用本发明所用的测量方法与传统的参数测量方法和校对规方法相比,三种方法的不确定度均能满足螺纹量规的校准要求。不需要任何参考量规,沿轴向扫描螺纹规,经过采集螺纹的特征建立重塑模型,与标准模型进行干涉实验,通过大量的测量实验,重塑方法可以校准螺纹量规的质量,并能准确判断出螺纹量规的问题位置。利用三坐标测量机的星形探头扫描360°,重新建立了螺纹模型,并与标准量规模型进行了比较,大大提高了检测精度。重塑方法可确定螺纹量规的精确干涉位置。该方法能够找出螺纹规失效原因,为不同参数对生产和制造设计的影响提供理论支持。该方法可为螺纹的设计提供更为合理的理论指导。今后,我们将重点对重建模型系统进行实验优化,以进一步提高测量的准确度。
附图说明
图1为探针扫描螺纹坐标系旋转示意图;
图2为余弦误差示意图;
图3为重塑螺纹规模型图;
图4为X-Z平面中各螺纹符号;
图5为标准模型图;
图6为应用坐标测量机扫描螺纹规的示意图;
图7为实施例中扫描X方向时Y轴横向误差示意图;
图8为实施例中X方向螺纹轮廓的示意图。
具体实施方式
下面结合实施例,对本发明进一步说明,下述实施例是说明性的,不是限定性的,不能以下述实施例来限定本发明的保护范围。
一种螺纹规用计量校准方法,其特征在于:包括待检螺纹规,三坐标测量机和星型测头,待检螺纹规沿轴向固定于三坐标测量机的检测位置,三坐标测量机对星型测头进行标定;
包括如下步骤:
步骤1:将待检螺纹规固定于三坐标测量机的检测位置;
步骤2:采用三坐标测量机对星型测头进行标定;
步骤3:应用星型测头对沿螺纹轴线方向多角度测量螺纹轮廓;
步骤3.1:构造了原始坐标系OXYZ,利用坐标测量机的星型测头进行测量,建立以圆柱螺纹量规轴线为Z轴,以螺纹端面为以为中心为圆心,以机器坐标系X轴和Y轴为新建坐标系的X轴、Y轴。四个测针沿Z轴扫描螺纹量规,测量所得点集为
步骤3.2:将坐标系转换不同的角度如图2所示。原点仍为螺纹规端面的中心点O,绕Z 轴旋转一角度θ
θ
其中:θ=π/180
四个测针沿Z轴扫描螺纹量规,如图2所示在旋转坐标系OX
步骤4:重塑螺纹规的三维立体形状,建立螺纹量规模型;
步骤4.1:利用齐次变换法建立体积模型;将θ
步骤4.2:螺纹规测量沿着与矢量相反的方向测量;当沿Z轴方向旋转角度θ
经过坐标系变化后得到OXYZ坐标系下的测量点集如公式4所示;
将测量点集转换到同一坐标系下,利用Matlab进行处理得到螺纹规的扫描三维立体图形。
步骤5:将步骤4所述的螺纹量规模型和标准模型进行轴线重合旋转比较判定待检螺纹规的螺纹质量;
根据ISO1502和ISO68-1中对圆柱螺纹参数的要求,确定螺纹形状;
设一变量Ψ.当0≤Ψ≤(P-b
当(P-b
当(P+b
式中:d
通过理论参数(如b
本发明的使用方法是:
现以螺纹塞规M30-6H-T为校准实例,利用本发明所述方法对螺纹量规进行测量实验,来确定螺纹规的质量。除此之外,还对该实施例分别采用参数测量和校对规测量方法进行测量实验,用以验证本发明所用方法的可行性。
1.重塑螺纹规采用三坐标测量机“LeiTZ PMM XI1.0707”,利用QuinDOS 7软件系统,对螺纹量规进行测量,坐标测量机最大允许误差MPE为:(0.6±600L)μm,其中L为mm。这里介绍M30-6g-T螺纹环规测量过程。使用合适的测头对螺纹径向扫描,得到单一扫描点集。
坐标测量机的星型测头按照逆时针方向,沿轴向方向一次扫描两个垂直的螺纹轮廓对如图6所示。将坐标系转换固定角度,测量轮廓的数目增加,四个测针沿Z轴扫描螺纹量规,图7为测头扫描X方向时Y轴横向误差。将Y轴方向误差进行修正后得到X方向螺纹轮廓,如图8所示。
利用齐次变换法建立体积模型。将θ
2.螺纹规参数测量的方法在国家校准规范JJF1345-2012《圆柱螺纹量规》中明确的规定。这里是用IAC公司型号为MSXP16060的螺纹扫描仪来校准。其校准结果主要参数包括单一中径、螺距、大径/小径,牙侧角,而国家规范中说明这种方法的作用中径则是通过对单一中径测量值进行螺距累积误差和牙侧角的修正获得。
测量基本参数主要是基本大径,基本中径,螺距,牙形角等,螺纹参数是通过直接沿轴向方向扫描螺纹轮廓获得并通过计算得到的。经过多次实验测量,相同的螺纹规,测量仪器和测量条件相同的情况,扫描位置具有随机性,并不能完全校准出螺纹的质量。
3.螺纹校对量规用于综合测量螺纹作用中径是国家标准GB3934-2003《普通螺纹量规技术条件》中规定的方法。其中标准特别提到工作螺纹规的判定结果不一致时,应遵循该标准对螺纹规参数的要求。
对于校对螺纹塞规标准中规定了T-T校对螺纹塞规应与新的螺纹环规旋合通过。T-Z校对 规允许与通端螺纹环规两端的螺纹部分旋合,但旋合量应不超过一个螺距。图8给出了 M30-6g-T螺纹规对应校对螺纹规公差示意图。从图中不难看出,MN部分是螺纹环规M30-6g-T 与校对螺纹塞规M30-6g-TZ公差带的重合部分。在这种情况下,校对塞规M30-6g-TZ检测同 在MN公差部分的螺纹环规M30-6g-T时,即公差范围为(27.6675~27.6735)mm会产生不同的 校准结果,因此,校对规校准螺纹时会有一定的误差。实验中M30-6g-T螺纹环规校对规检测, 其结果为M30-6g-T满足校准规范和国家标准的要求。
三种测量方法的不确定度分析
3.1重塑方法的不确定度分析
重塑模型的方法校准螺纹规的时候是不需要参考规,不确定度的主要来源是坐标测量机和测量方法带来误差;
3.2参数测量方法的不确定度分析
螺纹规参数测量的方法,这里是用IAC公司型号为MSXP16060的螺纹扫描仪来校准。这种方法的测量不确定主要由参考规,扫描仪的示值误差,测量重复性和系统误差组成;
3.3校对规方法的测量不确定度分析
根据ISO1502的规定,校准螺纹环规使用螺纹塞规,对于T-T校对螺纹塞规应与新的螺纹环规旋合通过。T-Z校对规允许与通端螺纹环规两端的螺纹部分旋合,但旋合量应不超过一个T-T校对螺纹塞规螺距。其不确定度的主要来源有T-Z校对螺纹塞规的示值误差,测量方法带入的误差等。
3.4三种测量方法的不确定度比较
具体三种方法的扩展不确定度见表1,其中L是螺纹规中径单位为μm.
表1.扩展不确定度列表
Table 2.Expanded uncertainty list
以上三种方法的不确定度均能满足螺纹量规的校准要求。尽管重建方法得到的数值并不明显小于其他方法,但使用参数测量法和校对通止规方法判断结果不一致的,重塑螺纹规的方法能够准确判断螺纹量规质量并能直接检测出不符合标准的位置。
本发明中,利用坐标测量机的星型测头进行螺纹规测量,建立以圆柱螺纹量规轴线为Z 轴,以螺纹端面为以为中心为圆心,以机器X轴和Y轴的坐标系,在四个矢量方向沿Z轴扫描螺纹量规;将坐标系转换不同的角度,将利用误差补偿和齐次坐标方程,可以准确地重构螺纹模型。其次,建立基于ISO 1502中对圆柱螺纹量规几何图形的要求,计算并构建出带有公差带的螺纹量规模型。将测量的螺纹规3D模型与标准模型进行轴线重合旋转比较,包容过程确定测量螺纹规在牙顶和牙底处的干涉位置。从而,通过实际和理论模型的比较,可以准确判断螺纹质量。
本发明中,利用坐标测量机沿螺纹轴线方向多角度测量螺纹轮廓,重塑螺纹规的三维立体形状,将带有公差带的标准螺纹三维模型与测量模型进行同轴旋转,取与标准模型干涉最少的位置进行分析,从而能准确分析判断螺纹的不符合情况。
本发明中,采用重塑模型的方法校准螺纹规的时候是不需要参考规,不确定度的主要来源是坐标测量机和测量方法带来误差。经不确定度分析后,采用本发明所用的测量方法与传统的参数测量方法和校对规方法相比,三种方法的不确定度均能满足螺纹量规的校准要求。不需要任何参考量规,沿轴向扫描螺纹规,经过采集螺纹的特征建立重塑模型,与标准模型进行干涉实验,通过大量的测量实验,重塑方法可以校准螺纹量规的质量,并能准确判断出螺纹量规的问题位置。利用三坐标测量机的星形探头扫描360°,重新建立了螺纹模型,并与标准量规模型进行了比较,大大提高了检测精度。重塑方法可确定螺纹量规的精确干涉位置。该方法能够找出螺纹规失效原因,为不同参数对生产和制造设计的影响提供理论支持。该方法可为螺纹的设计提供更为合理的理论指导。今后,我们将重点对重建模型系统进行实验优化,以进一步提高测量的准确度。
- 一种螺纹规用计量校准方法
- 一种大直径多头螺纹环规在线加工牙型几何参数测量方法