一种秸秆纤维增强防火装饰板及其制备方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明属于建筑材料技术领域,具体涉及一种秸秆纤维增强防火装饰板及其制备方法。
背景技术
我国每年都会产生大量的秸秆,而对秸秆的利用是人们非常苦恼的事,往往通过焚烧形式进行处理,但是,会造成严重的环境污染问题。为了能够将秸秆充分的利用起来,通常将秸秆粉碎与胶体混合后压制成板材,但是加工成的板材环保性能差,阻燃性能也差,会给人们身体带来严重的伤害。
另外,非金属矿山包括花岗岩、玄武岩等开采中,会产生大量的矿粉,若不能妥善的处理,也会对自然环境造成严重的粉尘污染;而利用矿山产生的大量矿粉加工成蒸压加气混凝土块及板材,尤其在加工板材过程中,板材的厚度要保持一定的厚度才能,确保蒸压加气混凝土板材的强度,才能避免在装饰过程中容易破损。
为此,开发一种能够将秸秆及非金属矿粉有效利用的装饰板,对日益严重的环境污染问题具有重要意义。
发明内容
针对上述技术问题,本发明提供了一种秸秆纤维增强防火装饰板及其制备方法,本发明主要是将秸秆纤维及非金属矿粉及其他原料的有效调配,加工成基板,且在基板制备的过程中,在其上阵列设置多个通孔,通过将PVC 基植物纤维复合材料浇筑于基板的两侧及基板上的通孔内而制成装饰板,该装饰板是无机材料占据主要成份的装饰板,具有防火,无甲醛特性,尤其在秸秆纤维的作用下,增强了利用非金属矿粉生产的蒸压加气混凝土板材的力学性能,同时,在PVC基植物纤维复合材料的保护下,蒸压混凝土基板的厚度最低可以控制在1cm左右,从而对秸秆及非金属矿粉有效的利用,避免了采用秸秆焚烧方式来环境污染。
本发明第一个目的是提供一种秸秆纤维增强防火装饰板,包括基板及所述基板两面上设置的装饰层;
所述基板内阵列贯穿设有多个柱体,每个柱体两端均与所述基板两侧的所述装饰层连接;
所述基板是含秸秆纤维制成的蒸压加气混凝土板;
所述装饰层和所述柱体均是PVC基植物纤维复合材料。
优选的,所述基板的原料各组分按重量的配比为:预处理秸秆纤维27~35 份,非金属矿粉200~270份,水泥50~70份,生石灰60~100份,石膏20~30 份,铝粉膏0.45~0.8份,水270~320份。
更优选的,所述预处理秸秆纤维是将秸秆粉碎碾磨至粒径为0.5~1mm后,再经蒸爆水煮后而制得;所述秸秆包括小麦、玉米、水稻一种或多种。
更优选的,所述非金属矿粉为花岗岩或玄武岩矿粉,其粒径为≤0.075μm。
优选的,所述PVC基植物纤维复合材料的原料各组分按重量的配比为: PVC75~110份,植物纤维10~25份,PVC复合热稳定剂4~6份,丙烯酸酯类改性剂3~5份,碳酸钙8~12份。
更优选的,所述植物纤维为竹粉、稻壳粉、小麦秸秆粉、玉米秸秆粉、木粉中的一种或多种;所述植物纤维粒径≥200目。
本发明第二个目的是提供一种秸秆纤维增强防火装饰板制备方法,包括以下步骤:
制备基板,且在基板制备的过程中,在其上阵列设置多个通孔;
将得到的基板固定于模具中,并加热于120~200℃后,进行浇筑粘流态的PVC基植物纤维复合材料,再于12~15MPa压制成型,即得所述秆纤维增强无机防火装饰板。
优选的,所述基板是按照如下步骤制得:
将预处理秸秆纤维、非金属矿粉与一定量的水通过球磨的形式均匀混合,获得浆料;
将水泥、生石灰、石膏及剩余的水加入所述浆料中,搅拌混合,再加入铝粉膏,继续搅拌混合均匀后,获得混合浆料;
将混合浆料浇筑成基板坯体,随后将基板坯体于22~26℃升至75~80℃分阶段进行蒸压养护,获得基板;
最后向基板的两侧喷和/或涂水泥砂浆或树脂砂浆形成装饰层;
即得所述秸秆纤维增强防火装饰板。
更优选的,蒸压养护过程中分三个阶段,第一阶段于22~26℃保温 3~5h;第二阶段升至45~50℃保温3~5h;第三阶段于75~80℃保温3~5h。
更优选的,粘流态的所述PVC基植物纤维复合材料是按照如下步骤制得:
将PVC、PVC复合热稳定剂、丙烯酸酯类改性剂、碳酸钙、均匀混合后,再加入植物纤维,于90~110℃搅拌混合,并在低速捏合机中慢速混合直到材料冷却至50~60℃,随后于180~220℃加热熔融混合,即得粘流态的PVC基植物纤维复合材料。
本发明与现有技术相比具有如下有益效果:
本发明提供了一种秸秆纤维增强防火装饰板及其制备方法,本发明主要是将秸秆纤维及非金属矿粉及其他原料的有效调配,加工成基板,且在基板制备的过程中,在其上阵列设置多个通孔,通过将PVC基植物纤维复合材料浇筑于基板的两侧及基板上的通孔内而制成装饰板,该装饰板是无机材料占据主要成份的装饰板,具有防火,无甲醛特性;在预处理秸秆纤维的作用下,增强了利用非金属矿粉生产的蒸压加气混凝土板材的力学性能,采用预处理的秸秆纤维,主要是将秸秆经过蒸爆水煮后,将秸秆纤维中绝大多数的半纤维素降解及木质素软化,且将结构中束状结构被分离,从而增强了基板的力学性能,并且也提升了与非金属矿粉间的粘结力;同时,在PVC基植物纤维复合材料装饰层的保护下,蒸压混凝土基板的厚度最低可以控制在1cm左右,有效提升了装饰板力学性能。
本发明提供的秸秆纤维增强防火装饰板在制备的过程中,以带有阵列设置的多个通孔基板置于模具的中央,为了避免浇筑粘流态与基板瞬时冷却,在浇筑前对基板进行预热,再向内浇筑粘流态的PVC基植物纤维复合材料,能够有效将PVC基植物纤维复合材料粘附于基板上;另外,蒸压加气混凝土板的表比较粗糙,且还有大量的孔隙,在粘流态的PVC基植物纤维复合材料浇筑时,容易填充其中,能够有效提升装饰板整体的力学性能。
本发明在制备基板的过程中使用了大量的秸秆,以及非金属矿粉有效的利用,从而避免了秸秆焚烧,及矿山粉尘对环境的严重污染。
本发明提供的装饰板中,其装饰板的装饰层及位于基板内的柱体均采用的是PVC基植物纤维复合材料中,使用一定量的植物纤维,也可进一步对秸秆有效的利用,进一步避免了采用秸秆焚烧方式来环境污染。
附图说明
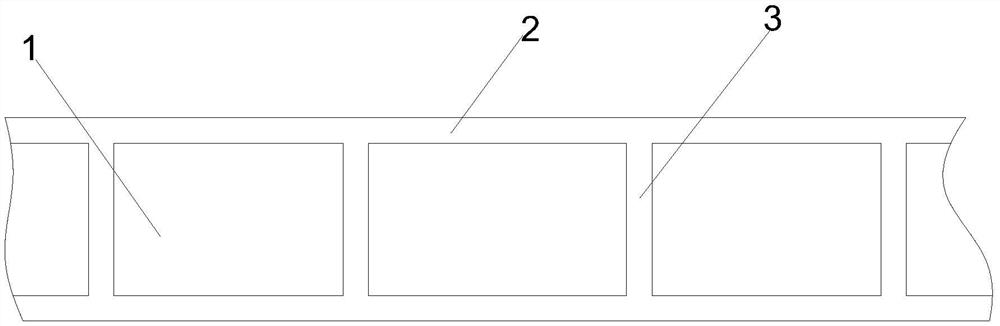
图1是本发明提供的一种秸秆纤维增强防火装饰板结构示意图。
具体实施方式
为了使本领域技术人员更好地理解本发明的技术方案能予以实施,下面结合具体实施例对本发明作进一步说明,但所举实施例不作为对本发明的限定。
需要说明的是,下述各实施例中所述实验方法如无特殊说明,均为常规方法;其中,主要采用的原材料有:
花岗岩或玄武岩矿粉:其粒径为≤0.075μm;
秸秆:选用当年的收割的玉米、水稻及小麦中的一种或多种;
水泥:42.5普通硅酸盐水泥;
石膏:采用电厂生产的脱硫石膏;
铝粉膏:固体份含量68%,有效铝含量88%;
生石灰:有效氧化钙含量80%,消化温度850℃,消化时间6min,属于快速石灰;
PVC,SG-5,新汶矿业集团有限责任公司泰山盐化工分公司;
植物纤维为竹粉、稻壳粉、小麦秸秆粉、玉米秸秆粉、木粉中的一种或多种,其粒径为≥200目,使用前干燥处理至含水率≤0.5%;
PVC复合热稳定剂为钙锌热稳定剂;
丙烯酸酯类改性剂(ACR),ZB-750,青岛海瑞特化工材料有限公司。
下述实施例中根据模具选择的不同,装饰层的厚度是可调的,其厚厚最小可以制备0.5mm厚的装饰层;基板中的柱体的直径可以根据基板的厚度进行调节,柱体的直径可以为基板厚度的1/3~1/2。
下述实施例中使用的预处理秸秆纤维是将秸秆粉碎碾磨至粒径为 0.5~1mm后,再经蒸爆水煮后而制得。
实施例1
一种秸秆纤维增强防火装饰板,参见图1所示,包括基板1及所述基板1 两面上设置的装饰层2;
所述基板内阵列贯穿设有多个柱体3,每个柱体3两端均与所述基板1两侧的所述装饰层2连接;
所述基板1是含秸秆纤维制成的蒸压加气混凝土板;
所述装饰层2和所述柱体3均是PVC基植物纤维复合材料。
基板1的原料各组分按重量的配比为:预处理秸秆纤维32份,花岗岩矿粉240份,水泥60份,生石灰90份,石膏15份,铝粉膏0.6份,水300份;
装饰层2和柱体3为PVC基植物纤维复合材料的原料各组分按重量的配比为:PVC100份,木粉20份,PVC复合热稳定剂5份,丙烯酸酯类改性剂4 份,碳酸钙10份。
上述的秸秆纤维增强防火装饰板的制备方法,包括以下步骤:
将预处理秸秆纤维、非金属矿粉与一定量的水通过球磨的形式均匀混合,获得浆料;
将水泥、生石灰、石膏及剩余的水加入所述浆料中,搅拌混合,再加入铝粉膏,继续搅拌混合均匀后,获得混合浆料;
将混合浆料浇筑成基板坯体,在基板坯体制备的过程中,在其上阵列设置多个通孔,其通孔的直径为0.5cm;随后将基板坯体于23℃升至78℃分三个阶段进行蒸压养护,获得基板;根据浇筑模具尺寸的选择,可浇筑成 1cm、2cm、3cm、4cm、5cm厚度的基板,在本实施例中选用浇筑2cm厚坯体的模具;
蒸压养护的过程中,在密闭的条件下进行,便于保持相对湿度,蒸汽压力为0.6MPa,蒸汽温度为200℃,养护过程中的相对湿度为90%;
第一阶段于23℃保温4h;此阶段使蒸压混凝土板坯体发生初步的水化反应形成初凝坯体;
第二阶段升至47℃保温4h;此阶段从初凝向终凝进行,石灰与水发生较为充分的水化反应,且在秸秆纤维加入下,增进了反应体系之间的粘结力,使坯体达到一定的强度;
第三阶段于78℃保温4h;此阶段使坯体在高温蒸压养护时,进一步使硅质材料和钙质材料发生剧烈水化反应形成最终强度;其中硅质材料主要来源于花岗岩矿粉;
相邻两阶段之间的升温速率为5℃/h;
将得到的基板固定于模具中,并加热于150℃后,进行浇筑粘流态的PVC基植物纤维复合材料,再于13MPa压制成型,即得所述秆纤维增强无机防火装饰板;选用的模具,基板面上可以压制厚度为0.5cm的装饰层;
其中,浇筑粘流态的PVC基植物纤维复合材料是按照如下步骤制得:
将PVC、PVC复合热稳定剂、丙烯酸酯类改性剂、碳酸钙,均匀混合后,再加入木粉,于100℃热搅拌混合,并在低速捏合机中慢速混合直到材料冷却至55℃,随后于200℃加热熔融混合,即得粘流态的PVC基植物纤维复合材料。
实施例2
一种秸秆纤维增强防火装饰板,参见图1所示,包括基板1及所述基板1 两面上设置的装饰层2;
所述基板内阵列贯穿设有多个柱体3,每个柱体3两端均与所述基板1两侧的所述装饰层2连接;
所述基板1是含秸秆纤维制成的蒸压加气混凝土板;
所述装饰层2和所述柱体3均是PVC基植物纤维复合材料。
基板的原料各组分按重量的配比为:预处理秸秆纤维27份,玄武岩矿粉 200份,水泥50份,生石灰60份,石膏20份,铝粉膏0.45份,水270份;
装饰层2和柱体3为PVC基植物纤维复合材料的原料各组分按重量的配比为:PVC75份,玉米秸秆粉10份,PVC复合热稳定剂4份,丙烯酸酯类改性剂3份,碳酸钙8份。
上述的秸秆纤维增强防火装饰板的制备方法,包括以下步骤:
将预处理秸秆纤维、非金属矿粉与一定量的水通过球磨的形式均匀混合,获得浆料;
将水泥、生石灰、石膏及剩余的水加入所述浆料中,搅拌混合,再加入铝粉膏,继续搅拌混合均匀后,获得混合浆料;
将混合浆料浇筑成基板坯体,在基板坯体制备的过程中,在其上阵列设置多个通孔,其通孔的直径为0.5cm;随后将基板坯体于22℃升至75℃分三个阶段进行蒸压养护,获得基板;根据浇筑模具尺寸的选择,可浇筑成 1cm、2cm、3cm、4cm、5cm厚度的基板,在本实施例中选用浇筑3cm厚坯体的模具;
蒸压养护的过程中,在密闭的条件下进行,便于保持相对湿度,蒸汽压力为0.5MPa,蒸汽温度为180℃,养护过程中的相对湿度为85%;
第一阶段于22℃保温5h;此阶段使蒸压混凝土板坯体发生初步的水化反应形成初凝坯体;
第二阶段升至45℃保温5h;此阶段从初凝向终凝进行,石灰与水发生较为充分的水化反应,且在秸秆纤维加入下,增进了反应体系之间的粘结力,使坯体达到一定的强度;
第三阶段于75℃保温5h;此阶段使坯体在高温蒸压养护时,进一步使硅质材料和钙质材料发生剧烈水化反应形成最终强度;其中硅质材料主要来源于玄武岩矿粉;
相邻两阶段之间的升温速率为5℃/h;
将得到的基板固定于模具中,并加热于120℃后,进行浇筑粘流态的PVC基植物纤维复合材料,再于12MPa压制成型,即得所述秆纤维增强无机防火装饰板;选用的模具,基板面上可以压制厚度为0.5cm的装饰层;
其中,浇筑粘流态的PVC基植物纤维复合材料是按照如下步骤制得:
将PVC、PVC复合热稳定剂、丙烯酸酯类改性剂、碳酸钙,均匀混合后,再加入玉米秸秆粉,于110℃热搅拌混合,并在低速捏合机中慢速混合直到材料冷却至50℃,随后于180℃加热熔融混合,即得粘流态的PVC基植物纤维复合材料。
实施例3
一种秸秆纤维增强防火装饰板,参见图1所示,包括基板1及所述基板1 两面上设置的装饰层2;
所述基板内阵列贯穿设有多个柱体3,每个柱体3两端均与所述基板1两侧的所述装饰层2连接;
所述基板1是含秸秆纤维制成的蒸压加气混凝土板;
所述装饰层2和所述柱体3均是PVC基植物纤维复合材料。
基板的原料各组分按重量的配比为:预处理秸秆纤维35份,花岗岩矿粉 270份,水泥70份,生石灰100份,石膏30份,铝粉膏0.8份,水320份;
装饰层2和柱体3为PVC基植物纤维复合材料的原料各组分按重量的配比为:PVC7110份,小麦秸秆粉25份,PVC复合热稳定剂6份,丙烯酸酯类改性剂5份,碳酸钙12份。
上述的秸秆纤维增强防火装饰板的制备方法,包括以下步骤:
将预处理秸秆纤维、非金属矿粉与一定量的水通过球磨的形式均匀混合,获得浆料;
将水泥、生石灰、石膏及剩余的水加入所述浆料中,搅拌混合,再加入铝粉膏,继续搅拌混合均匀后,获得混合浆料;
将混合浆料浇筑成基板坯体,在基板坯体制备的过程中,在其上阵列设置多个通孔,其通孔的直径为0.5cm;随后将基板坯体于26℃升至80℃分三个阶段进行蒸压养护,获得基板;根据浇筑模具尺寸的选择,可浇筑成 1cm、2cm、3cm、4cm、5cm厚度的基板,在本实施例中选用浇筑1cm厚坯体的模具;
蒸压养护的过程中,在密闭的条件下进行,便于保持相对湿度,蒸汽压力为1MPa,蒸汽温度为210℃,养护过程中的相对湿度为95%;
第一阶段于26℃保温3h;此阶段使蒸压混凝土板坯体发生初步的水化反应形成初凝坯体;
第二阶段升至50℃保温3h;此阶段从初凝向终凝进行,石灰与水发生较为充分的水化反应,且在秸秆纤维加入下,增进了反应体系之间的粘结力,使坯体达到一定的强度;
第三阶段于80℃保温3h;此阶段使坯体在高温蒸压养护时,进一步使硅质材料和钙质材料发生剧烈水化反应形成最终强度;其中硅质材料主要来源于花岗岩矿粉;
相邻两阶段之间的升温速率为10℃/h;
将得到的基板固定于模具中,并加热于200℃后,进行浇筑粘流态的PVC基植物纤维复合材料,再于15MPa压制成型,即得所述秆纤维增强无机防火装饰板;选用的模具,基板面上可以压制厚度为0.5cm的装饰层;
其中,浇筑粘流态的PVC基植物纤维复合材料是按照如下步骤制得:
将PVC、PVC复合热稳定剂、丙烯酸酯类改性剂、碳酸钙,均匀混合后,再加入小麦秸秆粉,于90℃热搅拌混合,并在低速捏合机中慢速混合直到材料冷却至50℃,随后于220℃加热熔融混合,即得粘流态的PVC基植物纤维复合材料。
对比例1
与实施例1相同,不同之处在于,未加入预处理秸秆纤维。
为了说明本发明提供的一种秸秆纤维增强防火装饰板的各项性能,仅对实施例1~3及对比例1进行相关性能的检测。
对实施例1~3及对比例1提供的基板进行测试采用GB15762中涉及的方法进行测试。见表1所示。
表1为实施例1~3及对比例1提供的基板所使用的蒸压加气混凝土的性能
从表1可知,本发明提供的装饰板,通过将秸秆纤维及非金属矿粉及其他原料的有效调配,加工成为基板的蒸压加气混凝土,该基板在预处理秸秆纤维的作用下相关性能均优于未加入秸秆纤维的装饰板,说明在预处理秸秆纤维的作用下,增强了利用非金属矿粉生产的蒸压加气混凝土的力学性能,采用预处理的秸秆纤维,主要是将秸秆经过蒸爆水煮后,将秸秆纤维中绝大多数的半纤维素降解及木质素软化,且将结构中束状结构被分离,从而增强了板材的力学性能,并且也提升了与非金属矿粉间的粘结力。
对本发明提供的秸秆纤维增强防火装饰板力学性能的测试过程中,
其冲击性能的测试按照GB/T 1843进行测试;抗压强度的测试按照GB/T 23450进行测试;见表2所示;
表2为实施例1~3及对比例1提供的装饰板的检测数据
从表2可知,本发明提供的装饰板,在PVC基植物纤维复合材料的保护下,大大增强了装饰板的冲击强度及抗压强度,且能够是蒸压混凝土基板的可加工厚度最低可以控制在1cm左右,避免蒸压加气混凝土板材由于厚度薄而在装饰过程中出现破损的问题。
本发明提供的装饰板,主要是以蒸压加气混凝土板为主要的板材,燃烧性能可以达到A2级,而在其表面制备一层PVC装饰层后,虽然PVC的燃烧性能才能达到B1级,但是在整个装饰板中的占比较少,为此,本发明提供的装饰板整体具有优良的防火性能。
综上,本发明提供的秸秆纤维增强防火装饰板在制备的过程中,以带有阵列设置的多个通孔基板置于模具的中央,为了避免浇筑粘流态与基板瞬时冷却,在浇筑前对基板进行预热,再向内浇筑粘流态的PVC基植物纤维复合材料,能够有效将PVC基植物纤维复合材料粘附于基板上;另外,蒸压加气混凝土板的表比较粗糙,且还有大量的孔隙,在粘流态的PVC基植物纤维复合材料浇筑时,容易填充其中,能够有效提升装饰板整体的力学性能。
本发明在制备基板的过程中使用了大量的秸秆,以及非金属矿粉有效的利用,从而避免了秸秆焚烧,及矿山粉尘对环境的严重污染。
本发明提供的装饰板中,其装饰板的装饰层及位于基板内的柱体均采用的是PVC基植物纤维复合材料中,使用一定量的植物纤维,也可进一步对秸秆有效的利用,进一步避免了采用秸秆焚烧方式来环境污染。
本发明提供的装饰板,无机材料占据主要成份的装饰板,具有防火,无甲醛特性,能够大量用于外墙体及室内装修。
本发明提供的装饰板,大量的使用了丢弃的秸秆及非金属矿山产生的矿粉,有效的避免了农作物焚烧,以及粉尘对环境的污染,为我们环保事业做出应有的贡献。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内也意图包含这些改动和变型在内。
- 一种秸秆纤维增强防火装饰板及其制备方法
- 一种秸秆纤维增强的喷涂式磷石膏基防火砂浆及其制备方法和应用