一种SMT料盘自动收放卷装置
文献发布时间:2023-06-23 06:30:03
技术领域
本发明涉及料盘自动收放卷领域,具体涉及一种SMT料盘自动收放卷装置。
背景技术
SMT(SurfaceMountedTechnology,表面贴装技术)料带编带成盘(SMT料盘)后在某些场景下(例如在SMT料盘发货前的最终确认时、对现有自动设备包装料后全检或抽检料盘状态及已包装料严重缺陷时、对大批量已包装料进行外观复检确认时等)需对料盘编带进行放卷和收卷。目前常用的料盘收放卷方式是由人手工撕开料带胶带,并手工放出料带,或由人手工将料带前段挂入半自动放卷设备上,再由设备对料带进行放卷,最后的收卷也需人工处理;这两种方式都有以下难点:料带的胶带需人工撕开,料带尾部需人工插入料盘卡槽,料带驱动孔挂入驱动针轮需人工挂入;也即现有的料盘的收放卷都需要人工操作,限制了此类应用场景的自动化和规模化。
发明内容
为了弥补上述现有技术的不足,本发明提出一种SMT料盘自动收放卷装置。
本发明的技术问题通过以下的技术方案予以解决:
一种SMT料盘自动收放卷装置,其特征在于,包括工作台、位于所述工作台顶面的供料机构、料盘导向机构、料盘推拉机构、料盘旋转驱动机构、撕胶带和回穿带机构、料带张紧机构、空盘绕带机构和料带牵引机构,以及位于所述工作台底面的下料机构;其中:所述供料机构、所述料盘导向机构和所述下料机构自上而下地布置在所述工作台的同一侧;所述料盘旋转驱动机构、所述撕胶带和回穿带机构、所述张紧机构和所述空盘绕带机构并排布置成一条直线工作区,所述料带牵引机构用于在与该直线工作区平行的区域内运动以牵引料带;所述供料机构用于向所述料盘导向机构逐盘供料;所述料盘导向机构用于将料盘变为直立状态,并引导料盘进入所述料盘推拉机构;所述料盘推拉机构用于将料盘推入或脱离料盘旋转驱动机构,并将收卷好料带的料盘送入所述下料机构;所述料盘旋转驱动机构用于驱动料盘旋转从而将料带收放;所述撕胶带和回穿带机构D用于将料带前部的胶带撕开或将料带尾部引导插入料盘的卡槽内;所述料带牵引机构用于在放卷时将被所述撕胶带和回穿带机构撕开了胶带的料带前部牵引至所述空盘绕带机构内夹紧,并用于在收卷时将料带尾部牵引伸入所述撕胶带和回穿带机构;所述料带张紧机构用于驱动料带按均匀速度放卷、收卷,并确保料带张紧和防止料带抖动;所述空盘绕带机构用于暂时卷绕已检测完成的料带;所述下料机构用于接收所述料盘推拉机构中已完成检测后收卷好料带的料盘。
本发明与现有技术对比的有益效果包括:本发明的SMT料盘自动收放卷装置中料盘由供料机构滑入料盘导向机构,并进入料盘推拉机构被定位,随后料盘被推入料盘旋转驱动机构,撕胶带和回穿带机构撕开料带的胶带,料带牵引机构牵引料带经由料带张紧机构而在空盘绕带机构上暂时收卷,实现料带的放卷,当放卷完成后,料带尾部再由料带牵引机构牵引经由撕胶带和回穿带机构而至料盘旋转驱动机构上被反转卷回料盘,完成收卷后下料到下料机构,通过上述设计,可以实现SMT料盘的自动拆带、挂带、放卷和收卷。
附图说明
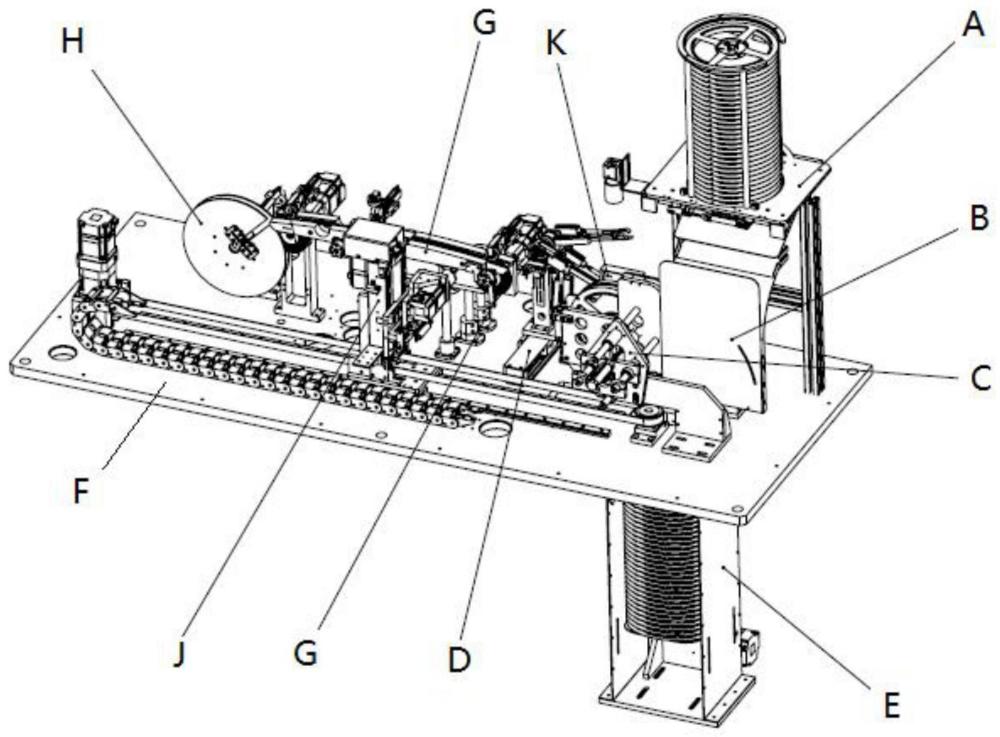
图1为本发明一实施例的SMT料盘自动收放卷装置的整体结构立体图;
图2为本发明一实施例的供料机构A的俯视立体图;
图3为本发明一实施例的供料机构A的仰视立体图;
图4a、4b和4c分别为本发明一实施例的料盘导向机构B的立体图、俯视图和B-B向剖视图;
图5为本发明一实施例的料盘推拉机构的前向立体图;
图6为本发明一实施例的料盘推拉机构的后向立体图;
图7为本发明一实施例的料盘旋转驱动机构的前向立体图;
图8为本发明一实施例的料盘旋转驱动机构的后向立体图;
图9为图7所示的旋转驱动轴K2的立体图;
图10为本发明一实施例的撕胶带和回穿带机构的前向立体图;
图11为本发明一实施例的撕胶带和回穿带机构的后向立体图;
图12为本发明一实施例的料带张紧机构的立体图;
图13a和13b分别为本发明一实施例的空盘绕带机构前向和后向立体图。
图14为本发明一实施例的料带牵引机构立体图。
图15a和15b分别为本发明一实施例的下料机构的前向和后向立体图。
具体实施方式
下面对照附图并结合优选的实施方式对本发明作进一步说明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
需要说明的是,本实施例中的左、右、上、下、顶、底等方位用语,仅是互为相对概念,或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
本发明具体实施方式提供一种SMT料盘自动收放卷装置,其是用于SMT料盘(本文中简称为“料盘”)的自动拆带、挂带、放卷和收卷,其将一个料盘上的料带先放卷至一个空盘上,检测完成后,再将该空盘上的料带收卷回至料盘上进行下料。
如图1所示,SMT料盘自动收放卷装置包括工作台F、位于所述工作台F顶面的供料机构A、料盘导向机构B、料盘推拉机构C、料盘旋转驱动机构K、撕胶带和回穿带机构D、料带张紧机构G、空盘绕带机构H和料带牵引机构J,以及位于所述工作台F底面的下料机构E。其中:所述供料机构A、所述料盘导向机构B和所述下料机构E自上而下地布置在所述工作台F的同一侧;所述料盘旋转驱动机构K、所述撕胶带和回穿带机构D、所述张紧机构G和所述空盘绕带机构并排布置成一条直线工作区(料带在收放卷时在该直线工作区内是张紧且无弯折、扭曲变形等),所述料带牵引机构J可在与该直线工作区平行的区域内运动(优选实施例中,料带牵引机构J的导轨J1与该直线工作区平行),提供料带牵引功能。
所述供料机构A用于向所述料盘导向机构B逐盘供料,例如,操作员可在供料机构A内水平堆叠放置多盘料盘,从供料机构A的底部可将料盘按顺序逐一供料给料盘导向机构B。所述料盘导向机构B用于将料盘变为直立状态,并引导料盘进入所述料盘推拉机构C;在具体的示例中,在供料机构A内呈水平状态(即料盘的盘面与水平面平行)的料盘在进入料盘导向机构B后,在料盘导向机构B内会变换成直立状态(即盘面与水平面垂直)。
所述料盘推拉机构C的一个位置衔接料盘导向机构B,另一个位置可以与料盘旋转驱动机构K连接或者从料盘旋转驱动机构K上脱离,用于保持料盘为直立状态、定位料盘中心孔位置后将料盘推入或脱离料盘旋转驱动机构K(在优选实施例中,是推入或脱离料盘旋转驱动机构K的旋转驱动轴K2),并将收卷好料带的料盘送入所述下料机构E。
所述料盘旋转驱动机构K用于驱动料盘旋转从而将料带收放。所述撕胶带和回穿带机构D用于将料带前部的胶带撕开或将料带尾部引导插入料盘的卡槽内。所述料带牵引机构J用于在放卷时将被所述撕胶带和回穿带机构D撕开了胶带的料带前部牵引至所述空盘绕带机构H内夹紧,并用于在收卷时将料带尾部牵引伸入所述撕胶带和回穿带机构D。所述料带张紧机构G用于驱动料带按均匀速度放卷、收卷,并确保料带张紧和防止料带抖动。所述空盘绕带机构H用于暂时卷绕已检测完成的料带。所述下料机构E用于接收所述料盘推拉机构C中已完成检测后收卷好料带的料盘。
在优选的实施例中,如图2和3所示,所述供料机构A包括机架A7、气缸A6、料盘存放部A1、两个托举臂A5、托举臂开合气缸A4、料带前部的胶带检测相机A3以及托板A2;其中:所述机架A7安装在所述工作台F上,所述料盘存放部A1位于所述机架A7的台面上;所述胶带检测相机A3安装于所述机架A7上并位于所述撕胶带和回穿带机构D上方,用于检测和定位料带前部的胶带位置以为所述撕胶带和回穿带机构D定位其工作位;所述托板A2位于所述料盘存放部A1的底面,所述气缸A6的一端连接所述托板A2,另一端连接所述机架A7,以用于驱动所述托板A2向下打开预定的角度而使得料盘从所述料盘存放部A1的底部经所述托板A2滑入所述料盘导向机构B;所述两个托举臂A5和所述托举臂开合气缸A4均安装于所述机架A7上,所述两个托举臂A5在所述托举臂开合气缸A4的驱动下闭合以夹住料盘或打开以松开料盘。
在优选的实施例中,如图4a、4b和4c所示,所述料盘导向机构B包括弧形倾斜板B1(例如,采用半径为120mm的圆弧板)、平面板B2和倾斜导向板B3,所述弧形倾斜板B1的凸面和所述平面板B2之间构成一竖槽,所述倾斜导向板B3位于所述竖槽内,所述弧形倾斜板B1的凸面用于接收从所述供料机构A滑入的料盘,所述倾斜导向板B3用于使得在所述竖槽内已变为直立状态的料盘在其上滚动而进入所述料盘推拉机构。
在优选的实施例中,如图5和6所示,所述料盘推拉机构C包括底板C3、侧挡板C2、两块推拉板C5、推拉驱动轴C13、弹簧C4、导向轴C6、直线轴承C7、推拉驱动气缸C8、驱动气缸C9;其中:所述底板C3、所述侧挡板C2和所述两块推拉板C5共同构成保持料盘为直立状态的空间,所述底板C3可开合地连接在两块推拉板C5之间的底部(料盘从料盘导向机构B滚下后从两块推拉板C5之间的前部进入上述空间,底板C3的一条短边活动连接在两块推拉板C5之间的后部的底部,底板C3的另一条短边可相对于两块推拉板C5的底部开合,在其闭合时,保持料盘在上述空间内,在其打开时,料盘从上述空间经由底板C3滑入下料机构E),所述侧挡板C2连接在两块推拉板C5之间的后部;所述驱动气缸C9也连接在两块推拉板C5的后部(也即,侧挡板C2、底板C3的一条短边和驱动气缸C9都位于同一侧)用于驱动所述底板C3向下打开预定的角度而使得料盘下料;所述导向轴C6的一端连接在其中一块推拉板C5上,所述导向轴C6的另一端与所述直线轴承C7连接,所述推拉驱动轴C13的一端连接所述推拉驱动气缸C8,所述推拉驱动轴C13的另一端连接弹簧C4中心的芯轴,弹簧C4中心的芯轴在弹簧位置为滑动伸缩连接,弹簧C4在此处既起推的动作,作用在推拉板C5,又将同时给推拉驱动轴C13反向推力,起到缓冲作用,使此处的推拉动作具有弹簧作用的缓冲行程,防止料盘中心轴四周的3组槽口因未能对准旋转驱动轴K2端部的K11而导致的料盘损坏;所述推拉驱动气缸C8用于驱动两块推拉板C5整体前后运动,使得在其被推动时与所述料盘旋转驱动机构K连接(即与旋转驱动轴K2连接,使得料盘固定在旋转驱动轴K2上并由旋转驱动轴K2驱动而在两块推拉板C5之间旋转从而将料带从料盘上进行放卷或收卷),而被拉时与所述料盘旋转驱动机构K分离(即,使得收卷好的料盘从旋转驱动轴K2上分离而进行后续的下料)。更优选地,导向轴C6、直线轴承C7有多组,本例中共有4组导向轴C6和直线轴承C7,起到两块推拉板C5前后滑动的支撑和导向作用。
在优选的实施例中,如图7、8和9所示,所述料盘旋转驱动机构K包括旋转驱动轴K2、气缸K8和挡块K9;其中,所述旋转驱动轴K2包括芯轴K6、3片活动胀紧套K12、端部导向头K10和3个固定的定位齿K11;所述端部导向头K10位于所述旋转驱动轴K2的端部,3个固定的定位齿K11间隔地位于所述旋转驱动轴K2的外部,3片活动胀紧套K12分别安装在3个固定的定位齿K11的间隔处并与定位齿K11的斜面配合;所述气缸K8用于驱动所述挡块K9而推动所述芯轴K6向前使得所述3片活动胀紧套K12松开或松开所述芯轴K6使得所述3片活动胀紧套K12松开胀紧;所述3片活动胀紧套K12可随着所述芯轴K6的伸缩而膨胀和收缩从而实现料盘的胀紧和松开,所述3个固定的定位齿K11分别用于插入料盘的3个定位槽以定位料盘。更优选地,如图7所示,根据需要,料盘旋转驱动机构K还可以包括光源K3以为胶带检测相机A3拍摄料带的胶带时提供光源、料盘二维码标签K7的拍照相机K4以及拍照相机K4的光源K5。
在优选的实施例中,如图10、11所示,所述撕胶带和回穿带机构D包括支架D14、撕胶带摆杆D2、撕胶带的夹爪D1、夹取胶带的驱动气缸D5、胶带压头D3、胶带压头的驱动气缸D13、料带回穿杆D4、直线模组D9、料带放卷时的托举卡槽D7、料带位置检测传感器D6、第一轴承D15、第一气缸D8、第二气缸D12、第二轴承D10;其中,撕胶带摆杆D2的头部为铲形结构,所述料带回穿杆D4的内部具有导向槽用于使料带沿所述导向槽滑动而最终伸入料盘的卡槽内,所述导向槽的喇叭状的槽口D11位于料带回穿杆D4的尾部;夹取胶带的驱动气缸D5安装在撕胶带摆杆D2上并与夹爪D1连接,夹爪D1安装在撕胶带摆杆D2上并位于铲形结构的上方,夹取胶带的驱动气缸D5用于驱动所述夹爪D1上下运动与铲形结构而夹住或松开胶带端部;撕胶带摆杆D2的尾部通过第一轴承D15安装在支架D14上,所述第一气缸D8为撕胶带摆杆D2的摆动提供驱动力,用于驱动撕胶带摆杆D2沿所述第一轴承D15旋转预定角度;胶带压头D3安装在料带回穿杆D4上并位于料带回穿杆D4的头部,所述胶带压头的驱动气缸D13与胶带压头D3连接用于驱动胶带压头D3压紧胶带;料带回穿杆D4的尾部通过第二轴承D10安装在支架D14上;所述第二气缸D12为料带回穿杆D4的摆动提供驱动力,用于驱动所述料带回穿杆D4沿所述第二轴承D10旋转预定角度。撕胶带摆杆D2和料带回穿杆D4被各自独立驱动而摆动,以便在收卷和放卷时互不干涉并避让料带牵引机构J。托举卡槽D7安装在所述支架D14上,并位于所述料带回穿杆D4的外侧,在料带放卷时用于托举料带,防止料带抖动和限制料带尾部摆动,所述检测传感器D6安装在所述托举卡槽D7上,用于检测记录料带的结束位置。所述支架D14安装在所述直线模组D9上。
在优选的实施例中,如图14所示,所述料带牵引机构J包括安装架J8、夹爪J5、夹爪旋转驱动电机J3、夹爪伸缩驱动气缸J2、导轨J1、电机J6、同步齿形带J7和驱动丝杆J4;其中:所述安装架J8安装在所述导轨J1上,夹爪旋转驱动电机J3、所述夹爪伸缩驱动气缸J2和所述驱动丝杆J4安装于所述安装架J8上,所述夹爪J5分别与所述夹爪旋转驱动电机J3、所述夹爪伸缩驱动气缸J2以及所述驱动丝杆J4连接;所述同步齿形带J7分别传动连接所述安装架和所述电机J6;所述夹爪旋转驱动电机J3用于驱动所述夹爪J5旋转预定角度;所述夹爪伸缩驱动气缸J2用于驱动所述夹爪J5伸出或收回;所述驱动丝杆J4用于驱动所述夹爪J5升降;所述电机J6用于驱动所述同步齿形带J7带动所述安装架在所述导轨J1上直线行走。
在优选的实施例中,如图12所示,所述料带张紧机构G包括后针轮G5、前针轮G6、弧形导轨G2、后端料带压紧轮G1、档杆G3、摆动气缸G7、前端料带压紧轮G4;其中:所述后针轮G5和所述后端料带压紧轮G1相互配合并安装于所述弧形导轨G2的一端,所述前针轮G6和所述前端料带压紧轮G4相互配合并安装于所述弧形导轨G2的另一端,从而通过所述后端料带压紧轮G1和所述前端料带压紧轮G4将料带压紧在相应的所述后针轮G5和所述前针轮G6上;后针轮G5和前针轮G6各由一个伺服电机(未标号)单独驱动,通过后针轮G5和前针轮G6动作的配合,可实现料带挂带、张紧、匀速驱动等多种功能;后端料带压紧轮G1和前端料带压紧轮G4也各自被单独驱动,后端料带压紧轮G1和前端料带压紧轮G4起到将料带压紧在相应的针轮上,防止料带脱针的功能,所述摆动气缸G7与所述档杆G3连接,用于驱动所述档杆G3摆动,以将料带下垂部分摆至所述后针轮G5上方,防止卡带;所述弧形导轨G2是料带在工作时的支撑,设有弧形槽,用于限位料带,使料带在张紧时紧贴弧形槽的表面(弧度的大小足以使得料带可贴合在弧形槽的表面),防止料带抖动和偏移,弧形导轨G2及其弧形槽的设置使料带在张紧的时候自然紧贴导轨表面,无需增加盖板就可使料带在导轨上的各处均贴紧导轨,避免未贴紧引起的料带震动抖动。
在优选的实施例中,如图13a和13b所示,所述空盘绕带机构H包括两个夹块H2、槽H3、空盘H1、伸缩气缸H4、两个楔形块H5和空盘旋转驱动气缸H6;其中,所述两个楔形块H5与所述伸缩气缸H4连接,并分别与所述两个夹块H2连接,所述伸缩气缸H4用于带动所述楔形块H5而将所述两个夹块H2打开或夹紧;所述两个夹块H2用于夹住料带前部的胶带;所述空盘H1用于暂时缠绕料带,所述槽H3设置在所述空盘H1的盘面上,用于使所述料带牵引机构J牵引的胶带通过;所述空盘旋转驱动气缸H6与所述空盘H1连接,用于驱动所述空盘旋转而使得所述收卷在所述空盘H1上或从所述空盘H1放卷。
在优选的实施例中,如图15a和15b所示,所述下料机构E包括具有料盘托板的储存仓E6、导向滑板E1、检测料盘位置的传感器E3、驱动料盘托板升降的电机E5以及带动料盘托板升降的同步齿形带E4;其中,所述导向滑板E1倾斜设置在所述储存仓E6的入口处,用于接收从所述料盘推拉机构C中已完成检测后收卷好料带的料盘;所述同步齿形带E4分别与所述电机E5和所述储存仓E6的料盘托板连接,所述电机E5带动所述同步齿形带E4运动而驱动料盘托板升降;所述传感器E3用于检测储存仓E6中的料盘位置以判断下料是否完成。
以上SMT料盘自动收放卷装置工作时,料盘从供料机构A滑入料盘导向机构B,并进入料盘推拉机构C被定位,随后料盘被推入料盘旋转驱动机构K,撕胶带和回穿带机构D撕开料带的胶带,料带牵引机构J牵引料带经由料带张紧机构G而在空盘绕带机构H上暂时收卷,实现料盘上料带的放卷,当放卷完成后,料带尾部再由料带牵引机构G牵引经由撕胶带和回穿带机构D而至料盘旋转驱动机构K上被反转卷回料盘,完成收卷后下料到下料机构E。具体的工作过程如下:
一、放卷过程
供料机构A:料盘由人工按统一方向(本例中为水平方向)叠放到供料机构A内,该供料机构A被配置为一次可容纳30盘料盘(当然也可以根据需要而配置为容纳更多或更少的料盘),最底部的料盘由料盘底部托板A2托举支撑,在底部料盘开始供料前,托举臂开合气缸A4伸开,带动左右两个托举臂A5闭合夹住底部第二料盘,并托举底部第二料盘及其以上的料盘,随后,气缸A6收缩,带动托板A2向下摆动,最底部料盘随即沿倾斜的托板A2滑下,进入导向机构B。
导向机构B:滑下的料盘沿导向机构B的起导向作用的弧形倾斜板B1继续下滑,进入弧形倾斜板B1和平面板B2之间的竖槽内(该竖槽中,优选一次只承载一个料盘),此时料盘由水平状态变为直立状态,料盘到达倾斜导向板B3,并沿倾斜导向板B3向前滚动,进入料盘推拉机构C。
料盘推拉机构C:从导向机构B内滚下的料盘进入料盘推拉机构C内,料盘推拉机构C固定在4根导向轴C6上,每根导向轴C6对应连接一个直线轴承C7,导向轴C6以直线轴承C7为导向和承载,如图5所示,C1表示已滚入料盘推拉机构的料盘,此时料盘C1的中心孔位置以料盘C1的外径为准,被底板C3、两块推拉板C5和侧挡板C2围成的空间限位,使得料盘C1的中心孔位置对准料盘旋转驱动机构K,料盘推拉机构C将料盘C1推入并固定在料盘旋转驱动机构K。
料盘旋转驱动机构K:料盘推拉机构C中的料盘C1的中心孔位置对准料盘旋转驱动机构K的旋转驱动轴K2,此时,料盘旋转驱动机构K的气缸K8收缩,带动挡块K9推动旋转驱动轴K2的芯轴K6向前,并使处于胀紧状态的3片活动胀紧套K12收缩松开,随后料盘推拉机构C中的推拉驱动气缸C8推动料盘C1向前,当料盘C1的中心进入旋转驱动轴K2的端部导向头K10后,因3个固定的定位齿K11此时可能未对准料盘C1的卡槽,料盘C1的前进会被阻挡,此时料盘推拉机构C的弹簧C4起到缓冲作用,料盘C1被定位齿K11阻挡后弹簧C4会回弹缓冲,防止推拉驱动气缸C8的推力直接作用于料盘C1而将料盘C1挤坏,随后,旋转驱动轴K2缓慢转动,定位齿K11在转动过程中会逐渐对准料盘C1的卡槽,当完全对准后,料盘C1就可在弹簧C4的推力下完全插入旋转驱动轴K2,此时,气缸K8伸出,带动挡块K9松开芯轴K6,使活动胀紧套K12再次胀紧并固定住料盘C1,此时,料盘便完全固定在了料盘旋转驱动机构K的旋转驱动轴K2上,如图7所示,K1表示已经推入旋转驱动轴K2的料盘(即对应上述的料盘C1)。
撕胶带和回穿带机构D:料盘K1随后开始在料盘旋转驱动机构K的旋转驱动轴K2上转动,位于料盘旋转驱动机构K上方的胶带检测相机A3通过视觉检测寻找料盘上料带的胶带(通常是黄色胶带)端部,并使胶带端部定位在合适位置(胶带检测相机A3是视觉检测系统的一部分,可提供相机视野区域内物体形状、颜色等特征信息的捕捉,记录其在视野位置变化情况,且具备图形像素计算能力,以达到对胶带端部的位置检测,通过旋转料盘带动料带头旋转,配合相机检测返回的数据确认胶带端部在预定的位置内),随后,撕胶带摆杆D2由直线模组D9驱动以对准料盘K1,第一气缸D8驱动撕胶带摆杆D2沿第一轴承D15向下摆动使撕胶带摆杆D2的头部(为薄壁的铲形结构)落在胶带端部,料盘K1继续转动带动胶带端部而被撕胶带摆杆D2的头部铲起,随后,夹取胶带的驱动气缸D5推动撕胶带的夹爪D1向下靠近撕胶带摆杆D2的头部而夹住胶带端部,随后第一气缸D8推动撕胶带摆杆D2向上摆动,将胶带撕起。
料带牵引机构J:该料带牵引机构J在放卷时将料带前部牵引至空盘绕带机构H内夹紧,并在收卷时将料带尾部牵引伸入料带回穿杆D4的导向槽内,在放卷和收卷时可以起到防止料带弯折、卡滞的作用。具体地,被撕胶带摆杆D2撕起后的胶带从料盘内部被向上摆起到料盘外部,随后料带牵引机构J的夹爪J5移动至被撕起的胶带旁,夹爪旋转驱动电机J3旋转带动夹爪J5旋转一定角度,将夹爪J5对准胶带(由于撕胶带摆杆D2把胶带撕开并抬起后,此时料带头的位置基本每次都是固定的,通过调试对位就能实现夹爪J5对准胶带),然后夹爪伸缩驱动气缸J2推动夹爪J5向前伸向胶带,随后夹爪J5夹住胶带,进入料带张紧机构G。
料带张紧机构G:料带牵引机构J中的夹爪J5牵引胶带经过托举卡槽D7、后针轮G5、导轨G2、前针轮G6,当料带前端下垂部分经过后针轮G5时,挡杆G3由摆动气缸G7带动而摆动,将料带下垂部分摆至后针轮G5上方,防止卡带,料带由后端料带压紧轮G1和后针轮G5、前端料带压紧轮G4和前针轮G6压紧并张紧紧贴在弧形导轨G2的仿形的弧形槽内,料带牵引机构J中的夹爪J5将胶带经由料带张紧机构G牵引至空盘绕带机构H。
空盘绕带机构H:用于将前面放卷出来的已检测完成(例如通过配合电子显微镜或者机器视觉系统,在料带张紧机构G的区域上进行对料带及其包装产品的外观检测,如产品是否缺失、是否破损,混料,方向等)的料带暂时缠绕在该空盘绕带机构H的空盘H1内。具体地,当夹爪J5移动至空盘绕带机构H时,伸缩气缸H4带动两个楔形块H5打开两个夹块H2,夹爪J5经过槽H3将胶带牵引至空盘H1的中心孔位置,随后两个夹块H2闭合夹紧胶带头,夹爪J5松开并退出,此时,料带便挂在了空盘绕带机构H的空盘H1上,空盘旋转驱动气缸H6驱动空盘H1旋转而将料带收卷在空盘H1上。
二、收卷过程
配合检测机构使用,放卷过程中在导轨上方进行检测,料带全部检测完成后,进行收卷,过程如下:
当料带全部从料盘K1中放卷完成,料带尾端经过料带放卷时的托举卡槽D7,并被料带位置检测传感器D6检测到尾部经过,此时,放卷暂停,夹爪J5夹住料带尾部,当料带内产品全部检测完成后,夹爪J5牵引着料带尾部回穿料盘(即将料带再收卷至料盘K1上):首先撕胶带和回穿带机构D中的直线模组D9将料带回穿杆D4移动至固定在旋转驱动轴K2上的料盘K1中线(即料盘K1的中心处),料带回穿杆D4由第二气缸D12驱动沿第二轴承D10向下摆动,料带回穿杆D4的端部(即胶带压头D3所在的料带回穿杆D4头部)对准料盘K1的料带卡槽口,夹爪J5牵引料带尾部将料带伸入导向槽的槽口D11,后针轮G5和前针轮G6共同驱动料带从料带回穿杆D4的内部的导向槽伸入料带回穿杆D4,料带尾部从料带回穿杆D4的端部出口(即胶带压头D3所在的料带回穿杆D4的头部)伸入料盘K1的料带卡槽内,随后料盘K1和后针轮G5配合转动,将料带收卷至料盘K1上,胶带压头的驱动气缸D13驱动胶带压头D3向下运动,使得料带前端的胶带由胶带压头D3压实在料带上,完成料盘收卷。
下料机构E:当料带完成检测并完全收卷回原料盘K1后,料盘旋转驱动机构K中的气缸K8收缩,带动挡块K9推动旋转驱动轴K2的芯轴K6,并使胀紧状态的3片活动胀紧套K12收缩松开,随后料盘推拉机构C的推拉驱动气缸C8推动料盘K1向后动作,将料盘K1从旋转驱动轴K2脱出,底板C3在驱动气缸C9驱动下打开,料盘沿着摆下的底板C3自然滚下(如图6所示,C10表示摆至下方状态的底板(其与图5中底板C3是同一块底板的不同状态),C11表示收卷完成后待下料的料盘),经下料机构E的导向滑板E1至储存仓E6,此时检测料盘位置的传感器E3检测到有料盘(如图15a中,E2表示储存储存仓E6内的料盘),驱动料盘托板升降的电机E5带动同步齿形带E4运动而驱动料盘托板向下移动,直到传感器E3检测到无料盘信号,下料完成。至此整个放卷、收卷的工作过程完成。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干等同替代或明显变型,而且性能或用途相同,都应当视为属于本发明的保护范围。