纬编复式割圈绒织物及其编织方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及针织技术领域,具体为纬编复式割圈绒织物及其编织方法。
背景技术
纬编割圈绒织物用双针床圆纬机织造,双针床机的针盘(或针筒)配置织针,将地纱和毛绒纱编织成平针添纱底组织,针筒(或针盘)配置刀针(或一体针),只钩取毛绒纱形成拉长圈弧,刀针的刀刃将圈弧割断形成毛绒,依附于底组织上,编织成割圈毛绒面料。现有的割圈绒织物,在一个成圈系统只在一处喂入绒纱,并按规律在织针上间隔成圈,连续成圈针数和间隔针数一般相同,多为1-3针,绒纱连续成圈针数反映了绒纱在织物中的固结牢度,连续成圈针数越多,固结牢度好,而连续编织针数越多相应的绒纱形成的拉长圈弧越少,毛绒越稀。一般割圈绒织物在割圈绒横列之间还设计平素针织结构横列,用于调节面料的密度、克重、绒圈的牢度及脱散性等性能。
纬编割圈绒织物除可生产割圈平绒,还可对刀针用选针机构进行选针,控制刀针的工作状态,从而生产提花割圈绒。在采用不同的压针深度的刀针三角时,还可以生产不同毛高的凹凸割圈绒。
对双针床割圈绒机进行改进后还可编织一面为比较细密的平纹结构,另一面则由部分割圈绒、部分成圈线圈相间配置的复合结构的割圈绒面料。细密面将割圈绒的粗糙反面覆盖住,改善了割圈绒的服用性能。
割圈绒织物由于具有各种优良的性能和外观,被广泛地应用于服饰、玩具、地毯、车饰和家纺等领域,需求量大。
然而,现行的割圈毛绒采用一个编织横列只喂入一根毛绒纱,要获得高密满针割圈绒,就采用一针固结编织方法,而一针固结很容易发生毛绒的掉毛现象,很少用来做服用面料,用这种结构做地毯时,会采用背胶来加固,增加了生产工序和成本,还对环境产生不利影响;用多针固结方法生产割圈织物时,可以减少掉毛现象的发生,但毛绒的密度会减少,变稀松,难于做出高端毛绒产品;在做多色提花毛绒织物时,兼顾毛绒固结牢度时,毛绒的密度更小,更稀松,导致出现露底现象,大大降低了产品的使用价值,难于让市场所接受。
要进一步提高割圈绒产品的性能、品质和产品的多样性,实现产品的升级换代,在技术上解决好割圈绒既确保固结牢度又满足毛绒密度的织物和编织方法,显得十分迫切和重要。
发明内容
针对上述情况,为弥补上述现有缺陷,本发明提供了一种纬编复式割圈绒织物及其编织方法。
本发明提供如下的技术方案:本发明提出的纬编复式割圈绒织物,由地纱和毛绒纱编织而成,所述地纱在纬编复式割圈绒织物的添纱线圈结构中形成底组织,每根地纱形成一个横列底组织,所述毛绒纱在纬编复式割圈绒织物的添纱线圈结构中形成割圈毛绒,所述毛绒纱在一个横列底组织中以多根/复式分次方式按各自规律相间编织多针/单针固结线圈,所述固结线圈为毛圈纱与地纱一同编织的添纱线圈,所述毛绒纱的每根纱在多针/单针固结线圈之间的圈弧根据需要割断,所述圈弧包括浮线或沉降弧,所述割圈毛绒横列之间可以设计普通针织结构的编织横列,所述纬编复式割圈绒织物包括素色绒织物、提花绒织物和高低绒织物种类。
进一步地,所述纬编复式割圈绒织物采用双针床圆纬机编织,在织机的一个针床上配置多针道织针及可复式喂入毛绒纱的三角系统和导纱器,在另一个针床上配置刀针和专用的三角编织系统以及其它辅助装置,编织提花绒织物时还需配置对刀针起选针作用的提花装置。
进一步地,所述刀针为普通刀针,也可以是组合刀针。
为说明的方便,在叙述编织方法时,设定双针床圆纬机的上针盘配置成圈织针,下针筒配置刀针,同时以此为准各自配备三角系统,导纱系统以及选针系统。割圈编织横列之间的普通织物组织不作编织过程的详细描述。
本发明还提出了一种纬编复式割圈绒织物的编织方法,具体包括后置复式同步成圈编织法、前置复式同步编织法、复式分步割圈绒编织法、提花复式割圈绒的编织法和高低复式割圈绒的编织法。
进一步地,所述后置复式同步成圈编织法具体指:
(1)全部织针退圈后,地纱导纱器喂入地纱,压针三角作用后地纱垫入织针,织针压到套圈位置,针钩握持地纱;
(2)将部分织针在三角作用下推到集圈的位置,其它织针仍握持地纱,地纱仍呈伸直状态,地纱将推到集圈位置的织针针舌打开,同时与这部分织针相配的部分刀针也同步挺到高位,绒纱导纱器对这部分织针和刀针喂纱,织针和刀针分别由各自的三角作用进行压针,绒纱垫入织针及刀针针钩内,三角进一步工作让织针握持绒纱回到套圈位置,与末参加工作的织针平齐,刀针与织针间隔配置时,刀针握持纱线处于织针的针背或稍高的位置,以能让纱线在较低张力状态稳定地被织针握持并且使织针与刀针之间不相碰撞为准。这样就完成了一根绒纱的垫纱;对另外部分的织针和刀针组合重复这个过程,即可完成多根绒纱的喂入垫纱,这时导纱器、织针钩和刀针钩构成了一个绒纱编织横列纱的导纱通道;
(3)地纱和绒纱垫到织针和刀针后,用压针三角将纱线在织针上弯纱成圈,形成平针添纱线圈,同时所有刀针在三角作用下将绒纱同步形成拉长的圈弧;
(4)全部织针参与工作,完成一个平素/平针织物横列的编织,刀针不参加工作;
(5)用压纱盘将刀针上形成的拉长圈弧的绒纱压住,刀针由挺针三角作用,用刀刃将圈弧割断,形成毛绒。如刀针采用组合刀针,则不用压纱盘,而直接用刀针的刀刃来割断圈弧。
这种先将地纱喂入编织系统,后喂入绒纱,完成垫纱后,织针、刀针同步压针弯纱形成线圈和圈弧,最终形成割圈绒织物的方法,称为后置复式同步割圈绒编织法。
进一步地,所述前置复式同步编织法具体指:
(1)将部分织针和相应的刀针由各自三角作用挺针,织针挺针到退圈位置,刀针挺针到可垫纱位置,导纱器对织针和刀针同时喂入绒纱,之后压针三角将织针压到套圈位置,刀针针头压到织针的针背高度(刀针间隔排列时,刀针钩和织针钩可以平齐),完成绒纱对织针和刀针的垫纱。另一部分织针和相应的刀针重复这个垫入绒纱的过程,即完成多根绒纱对不同织针和刀针的垫纱。垫纱完成后,导纱器、织针针钩和刀针针钩构建了绒纱导纱通道;
(2)由挺针三角作用,将全部织针推至集圈的位置,导纱器只对织针喂入地纱,接着织针和刀针由压针三角作用,织针完成地纱垫纱,与各自的绒纱一起弯纱成圈,形成平针添纱结构;刀针将绒纱同时形成拉长的圈弧;
(3)全部织针参与工作,完成一个平素/平针织物横列的编织,刀针不参加工作;
(4)用压纱盘将刀针上形成的拉长圈弧的绒纱压住,刀针由挺针三角作用,用刀刃将圈弧割断,形成毛绒。如刀针采用组合刀针,则不用压纱盘,而直接用刀针的刀刃来割断圈弧。
这种先将多根绒纱喂入编织系统,后喂入地纱,织针、刀针同步压针形成线圈和圈弧,最后割圈,形成割圈绒织物的方法,称之为:前置复式同步割圈绒编织法。
进一步地,所述复式分步割圈绒编织法具体指:在上述后置复式同步成圈编织法、前置复式同步编织法二种方法的基础上,每次喂入的绒纱垫到刀针后,刀针继续由压针三角作用,把刀针压到最终需要的深度,形成拉长的绒纱圈弧,即每根绒纱形成圈弧都是分别进行的,用这种分步编织绒圈弧的方法时,织针在进入成圈阶段,刀针要作一定的回退,为绒纱形成线圈向织针提供需要的纱线,减少编织张力,避免断纱。
这种绒纱分步直接编织成绒圈弧的方法,称为:复式分步割圈绒编织法。
进一步地,所述提花复式割圈绒的编织法具体指:在后置复式同步成圈编织法、前置复式同步编织法、复式分步割圈绒编织法的基础上,将一个横列喂入的绒纱分别采用不同的色纱,一个循环内的刀针分别对应不同的色纱,提花割圈毛绒要得到单色色块,就要让一个循环排列的刀针(显色单元)中只有一种色纱对应的刀针工作,形成毛绒,不形成毛绒的绒纱在该刀针的位置不被刀针割断只形成浮线,该浮线被形成的显色毛绒所覆盖,处于显色毛绒的里面,从而获得单色显色区,这样就需要对一个循环排列的刀针有选择地出针工作,编织时要采用纬编选针机构,做小花型时可选用机械式选针机构,做大花型时可选用电子选针机构;选针机构一般选用二工位,采用选针机构编织时,刀针可以采用单针锺针,刀针的压针动作由刀针的压针三角对针锺作用产生;刀针的挺针动作由选针机构来完成,这样就可对每个显色单元根据需要来指定颜色,可以是单色的,也可以是混色,从而得到各种图案的多色提花割圈绒。
这种采用选针机构对刀针进行选针工作而形成的复式平纹提花割圈绒的编织方法称为:提花复式割圈绒编织法。
进一步地,所述高低复式割圈绒的编织法具体指:多种毛高的绒织物一般要形成一定的图案,图案的部分区域是高毛绒,另一部分是低毛绒,甚至是无毛绒,这样就形成具有凹凸效应立体感的花纹,要获得高低割圈绒,在编织绒纱的喂入系统也要配置至少二工位的选针装置,即织机要具备提花割圈绒机的功能,同时配置可编织出高低毛高的刀针和刀针三角系统,所以高低复式割圈绒的编织就是在提花复式割圈绒的基础上,构造出高低毛绒的刀针走针针道就可实现;
在分步成圈的编织系统中,将提花割圈绒可达到的毛绒长设定为最长的毛高,其它毛绒长依次减小,就可形成不同毛高的割圈绒。编织时就是将一个横列中首先喂入的这根绒纱,在压针三角的作用下将选中的刀针形成的圈弧压到最深的位置,形成最长的毛绒圈弧,而接着喂入的毛绒纱其压针深度逐步减少,依次类推,即可获得不同长度的毛高,之后经割圈就形成了高低割圈绒;
在同步成圈的编织系统中,可以将刀针针脚设计成不同的高度,刀针压针三角用不同的厚度分别与之对应,同时不同厚度压针三角的压针深度设计成需要的值,针脚越长的针压针深度越深,形成的圈弧越长,割圈后形成的毛绒越高,这也可以形成高低割圈绒;
选针机构采用三工位时,刀针三角系统作适当的调整,还可获得满针绒/全部刀针都工作的素色高低割圈绒。
这种在提花割圈的基础上,同时配置高低割圈绒三角,从而获得高低割圈毛绒的方法称为:高低复式割圈绒编织法。
另外,在本方案的基础上,在割圈绒的生产中,将全部刀针替换成无舌钩针,可以生产纬编毛圈织物;将部分刀针替换成无舌钩针可以生产毛圈与割圈绒交织的双效应织物均在本方案的保护范围内。
采用上述结构本发明取得的有益效果如下:本发明提出的纬编复式割圈绒织物及其编织方法,在同一个编织横列中,分别将多根绒纱喂入编织系统,并在不同的部位形成各自的毛绒,可使编织底布的全部织针上都可形成绒纱线圈(固结线圈)。本技术的主要优势是:
(1)在可靠的毛绒固结牢度的基础上,极大地提高了毛绒的密度,从而可以采用更加精细的原料,来生产高端的细密毛绒制品,实现割圈绒产品的升级换代,满足高端市场的要求;
(2)采用复式割圈绒生产技术,可使多色(多种高度毛绒)提花割圈绒面料成为实用产品。采用复式生产方式使织物避免了露底,花纹清晰度高,层次感强,手感丰满,可满足人们对多色割圈绒提花织物的美好向往;
(3)复式割圈绒一根地纱同时固结多根绒纱,固结效率高,地纱的用纱比例小,可相对降低原料成本;
(4)复式圈绒的多根割圈绒纱在一个横列里完成编织,减少了平针结构的编织系统数,增加了织机割圈绒编织系统的安装数量,可明显提高织机的生产效率。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
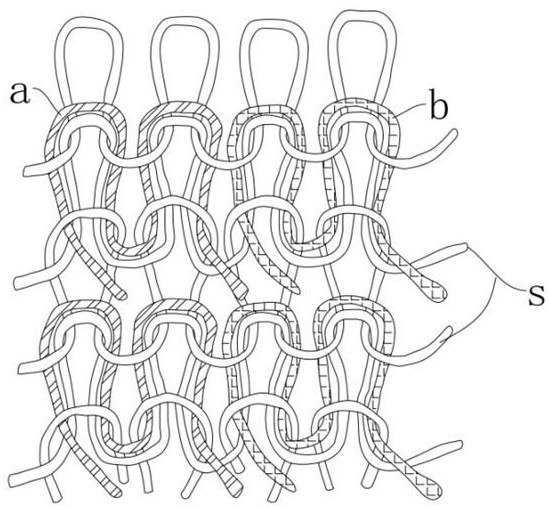
图1为本发明纬编复式割圈绒织物及织造编织方法的二针固结二线复式割圈绒织物结构示意图;
图2为本发明纬编复式割圈绒织物及织造编织方法的后置复式割圈绒同步编织法编织机件运动轨迹示意图;
图3为本发明纬编复式割圈绒织物及织造编织方法的前置复式割圈绒分步编织法编织机件运动轨迹示意图;
图4为本发明纬编复式割圈绒织物及织造编织方法的后置复式割圈绒分步编织法编织机件运动轨迹示意图;
图5为本发明纬编复式割圈绒织物及织造编织方法的前置复式割圈绒同步编织法编织机件运动轨迹示意图;
图6为本发明纬编复式割圈绒织物及织造编织方法的前置复式高低割圈绒分步编织法编织机件运动轨迹示意图;
图7为本发明纬编复式割圈绒织物及织造编织方法的后置复式高低割圈绒同步编织法编织机件运动轨迹示意图;
图8为本发明纬编复式割圈绒织物及织造编织方法的二针固结二色提花复式割圈绒编织图;
图9为本发明纬编复式割圈绒织物及织造编织方法的二针固结三色提花复式割圈绒编织图;
图10为本发明纬编复式割圈绒织物及织造编织方法的二针双绒纱固结三色提花复式割圈绒编织图;
图11为本发明纬编复式割圈绒织物及织造编织方法的二针双绒纱固结四色提花复式割圈绒编织图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
实施例:
为说明复式割圈绒的编织方法,以如下配置的织机为例,在双针床割圈绒织机上,上针盘可配置4针道织针,可按要求组合,4针道三角按照复式编织要求排列;下针筒按照与上针盘织针对应的针道数排列刀针;编织提花割圈绒时,配置有二工位的提花机构;编织高低毛绒织物时,配置可以进行不同弯纱深度的刀针及刀针三角。
1、复式后置同步割圈绒的生产方法
对于图1所示结构的二针固结二线复式割圈绒,其编织图如图8所示,织机上针按AABB二针道满针排列舌针,下针筒的刀针在针槽内按ab秩序对应于BB和AA的针间间隔排列。
现在结合如图2所示的织针、刀针运动轨迹图,来说明后置复式分步割圈绒的生产方法:
第一步,随着针筒的运动,织针进入I部,从织针运动轨迹线1可知:挺针三角作用于织针A和B,使织针退圈,接着地纱导纱器F
第二步:织针到II部,织针A挺出到集圈位置(不退圈),织针B仍握持地纱S,将A针的针舌打开,为织针垫纱创造条件。从刀针运动轨迹线2可知:刀针a与织针A一同上升到垫纱高度,绒纱导纱器Fa对织针和刀针喂入绒纱a并进行垫纱,在各自压针三角作用下,织针被压到套圈位置(同不参加工作的B针位置),刀针a针头压到织针针背线L2略偏上。
织针到III部时,织针B和刀针b工作,其它过程同II部时的织针A和刀针a的动作。
地纱和绒纱经过I、II和III部后,完成了对织针AB和刀针ab的垫纱,同时,创建了绒纱a、b和地纱S的后续用纱的导纱通道。
第三步:在III部的最后阶段,织针AB继续由压针三角作用,进行弯纱、套圈、脱圈、成圈,形成平针添纱结构,同时刀针ab在刀针压针三角作用下,将绒纱a、b拉下,形成圈弧。完成图8中U绒纱横列的编织。
第四步:织针到达IV部,全部织针AB参加工作,织针挺针后,喂入编织纱S,之后进行垫纱、弯纱、套圈、脱圈和成圈,完成平针横列的编织。实现了图8中的V横列的编织。这个部分刀针不参加工作。
第五步:编织到V部时,压纱盘O将绒圈纱a、b压住,刀针上升,刀刃将绒纱圈弧割断,形成毛绒。刀针割绒后,退回到针筒口。
至此,完成了二线割圈绒一个循环横列的编织。
2、复式前置分步割圈绒的生产方法
对图1的复式割圈绒织物也可用复式前置分步成圈法生产,其编织图如图8所示。现结合图3对其编织方法加于说明:
第一步:编织到I部,挺针三角同时作用于织针A,使其退圈;作用于刀针a,使其上升到垫纱高度,这时绒纱导纱器Fa将绒纱喂入织针A和刀针a,接着织针A由压针三角作用退回到套圈位置(不脱圈),处于上针盘筒口线L1外,握持绒纱a,而刀针压针三角连续作用,直接将绒纱a拉长到需要的绒纱长度,形成最终的绒圈长。
第二步:编织到II部,织针B和刀针b分别由各自的三角系统进行与第一步中织针A和刀针a相同的动作。至此,完成了所有绒纱a、b对织针AB的垫纱和刀针的成圈。
第三步:编织到III部,织针AB全部工作,绒纱由专用的压纱片T拦住,使绒纱不随织针挺出,让悬挂于织针上的绒纱圈弧把织针AB的针舌打开,打开针舌的织针处于集圈的位置,这时地纱导纱器F
为使编织过程能顺利进行,在织针AB弯纱时,握持绒纱的刀针ab作适量的回退,以利织针获得弯纱所需要的绒纱。
第四步:织针到达IV部,全部织针AB参加工作,织针挺针后,喂入编织纱S,之后进行垫纱、弯纱、套圈、脱圈和成圈,完成平针横列的编织。实现了图8中的V横列的编织。这个部分刀针不参加工作。
第五步:编织到V部,压纱盘O将绒圈纱压住,刀针上升,刀刃将绒纱圈弧割断,形成毛绒。刀针割绒后,退回到针筒口。
至此,完成了二线割圈绒一个循环横列编织过程。
3、复式后置分步割圈绒的生产方法
对于图1,复式割圈绒织物还可以用复式后置分步成圈法来编织,编织图如图8所示,其编织过程作如下(结合图4)说明:
第一步:织针进入I部,全部织针AB由挺针三角作用,到达退圈位置,老线圈从针钩里退到针杆上,地纱导纱器F
第二步:织针进入II部,织针A由挺针三角作用,被推到集圈位置,仍被织针B握持的地纱S将织针A的针舌打开,同时,刀针a在刀针三角作用下,上升到垫纱高度,绒纱导纱器Fa给织针A和刀针a喂纱,织针A由三角作用,完成垫纱,并使织针处于套圈状态。刀针a由刀针三角作用而下降,垫到绒纱后,针头处于织针的针背线L2位置,完成绒纱a的垫纱过程,压针三角继续作用,将刀针a压到最大的深度,直到完成绒纱圈弧。
织针进入III部,织针B和刀针b重复织针A和刀针a在II部的动作。经过II、III部的编织,完成了绒纱在刀针ab上的后置编织。
第三步:编织到III部最后阶段时,全部刀针a、b分别到达最低点,织针一起工作,在压针三角作用下,老线圈套圈、脱圈、新纱(地纱、绒纱)弯纱、成圈。织针AB弯纱时,刀针ab配合作一定的回退,以利于编织顺利进行。至此,织针AB形成了添纱平针结构的线圈。完成图8中U横列的编织。
第四步:织针到达IV部,全部织针AB参加工作,织针挺针后,喂入编织纱S,之后进行垫纱、弯纱、套圈、脱圈和成圈,完成平针横列的编织。实现了图8中的V横列的编织。这个部分刀针不参加工作。
第五步:编织到V部,压纱盘O将绒圈纱压住,刀针ab上升,刀刃将绒纱圈弧割断,形成毛绒。刀针ab割绒后,退回到针筒口,处于针筒筒口线L3。
至此,完成了二线割圈绒一个循环横列编织过程。
4、复式前置同步成圈割圈绒生产方法
对于图1,复式割圈绒织物还可以用复式前置同步成圈方法来编织。其编织过程如下:
第一步:编织到I部,织针A挺到退圈位置,刀针a上升到垫纱高度,绒纱导纱器Fa对织针和刀针分别喂纱,在压针三角作用下,织针A到达套圈位置,刀针a到达织针的针背L2处。这样绒纱a完成了对织针A、刀针a的垫纱。
编织到II部,织针B、刀针b重复上述织针A、刀针b相应的动作,也完成绒纱b对织针和刀针的垫纱。这时,导纱器Fa、Fb、织针A、B,刀针a、b形成了绒纱的导纱通道。
第二步:编织到III部,织针AB挺到集圈高度,被刀针ab握持的绒纱将织针AB的针舌打开,地纱导纱器F
第三步:织针到达IV部,全部织针AB参加工作,织针挺针后,喂入编织纱S,之后进行垫纱、弯纱、套圈、脱圈和成圈,完成平针横列的编织。实现了图8中的V横列的编织。这个部分刀针不参加工作。
第四步:编织到V部,压纱盘O将绒圈纱压住,刀针ab上升,刀刃将绒纱圈弧割断,形成毛绒。刀针割绒后,退回到针筒口L3处。
至此,完成了二线割圈绒一个循环横列编织过程。
在这个编织方法中,在II部也可以先让绒纱形成最终的圈弧,之后在III部安装挡纱片T,辅助绒纱打开针舌(如图5中虚线所示),在织针成圈时,刀针配合作一些回退,以改善纱线的编织张力。这个刀针针道也能完成这个编织横列。
5、提花割圈绒编织方法
在前述的1-4的四个复式割圈绒的编织方法中,对喂入绒纱的刀针配置选针机构,用于选择刀针的工作状态,再辅助于合理的穿纱,从而实现提花割圈绒的生产。现将其编织方法作如下说明:
在编织图8所示的割圈绒结构中,将ab分别视作二种不同颜色的绒纱,可获得一个二色割圈绒的显色单元。其显色单元宽度为4针(AABB)组成,对应2枚(ab)刀针,在同一个横列中,可以选择刀针a、b或a+b这三种组合的进行工作。这样的配置使刀针数是织针针数的一半。这种刀针/织针配置记作2/4组合,4为显色单元宽度(针数),2为该显色单元内的刀针数,单色显色的色数。
刀针没有被选中工作,其对应的绒纱没有拉长圈弧,只表现为在底布上的浮线,形成添纱浮线结构,不形成毛绒。
显色单元中只有刀针a(或b)选中工作,只看到一种色a(或b),为单色显示,由它组成的区域是单色区。而当显示单元内刀针ab都工作,则在显色单元内是显示出二色,由此组成的区域是混色区。而当在显色区域没有刀针工作,则就成为无绒(光底)区域。用这四种显色组合进行二色花纹设计,即可生产出需要的二色提花割圈绒。
在生产提花割圈绒面料时,依据花型设计的要求,在不同区域选择不同的显色单元中的颜色区,从而形成提花割圈绒。在生产多色割圈绒产品时,显色单元要作新的设计。用编织图9可以得到配置为3/6的三色提花割圈绒。用编织图8做二个循环,可以得到配置为4/8的四色提花割圈绒。
用图8和9编织的织物结构,其每个织针针钩内绒纱只垫入一种(一根),与地纱一起成圈形成二线平针添纱线圈结构。而需要更进一步提高毛绒密度,可以采用将复式喂入的其中二种(二根)绒纱垫入一个织针针钩内,与地纱一起使织针编织成三线(双重绒纱)添纱平针结构,其编织如图10、11所示。图10构成了配置为3/3的三色提花结构;图11构成了配置为4/4的四色提花结构。将图11中的穿纱改为ab二色循环即可得到配置为2/2二色提花割圈绒。
在图10和11中,刀针与织针的数量是相等的,因此割圈绒密度更密,更适合生产精致丰满厚实的割圈绒产品。
采用双重绒纱添纱结构的割圈绒,用同色纱线满刀针工作(如图10、11),可以编织二针固结满针毛绒(一个织针一个割圈绒)的高密割圈绒。毛绒高度合适时可以做成二针固结天鹅绒(单面毛圈的剪毛产品),这种天鹅绒产品可以避免严重的掉毛现象。
采用双重绒纱添纱结构的提花割圈绒,用于地毯产品其固结可靠,毛绒密实,可以减少地毯背胶工序。
双重绒纱添纱结构的提花割圈绒一个成圈线圈中的二根绒纱是交叉割圈的,即在同一个显色单元内只有其中的一根绒纱是被割断的,另一根不被割断,这时,如果无底纱喂入也是可以编织成布,形成无底提花割圈绒织物,但设计时要注意少用小的单色色块,不用混色色块和纵向长度较大的纵条纹,以免影响到织物的强力,降低使用价值。
提花复式割圈绒织物的织机上,将一组刀针或几组刀针换成无舌针,则可以生产出割圈绒与毛圈交织的提花织物。如把刀针全部换成无舌针,则可以编织毛圈织物。
6、高低复式割圈绒织物的编织方法
高低复式割圈绒的编织方法在提花割圈绒的编织方法基础上,仅仅将显色单元中的显色看作是绒纱的不同长度即可。当显色单元内无刀针工作即为无绒。显示a、b和c时,则分别表示不同的绒长,a最长,依次递减。在织物上就可以设计出由不同绒长区域的图案,形成凹凸提花毛绒织物。当然将a、b和c同时看作是不同的颜色也是可以的,可以生产多色凹凸提花毛绒织物。在一个显色单元内有二种以上毛绒高度时可称为混合毛长区。
因不同毛高的压针深度的不同,高低毛割圈绒织物的提花机构的三角系统在相同毛高提花机构的基础上要作调整,才能适应高低毛高的编织。下述是二个例子:(1)图6为前置复式分步高低割圈绒的一个成圈机件运动轨迹,其刀针的压针深度分为二个高度,可采用提花机再配置一套压针深度较小的三角就可以实现。(2)图7为后置复式同步高低割圈绒的一个成圈机件运动轨迹,其刀针的压针深度分为二个高度,可在用针脚长短不同的刀针提花机上再配置一套对不同针脚压针深度不同的厚薄三角来实现。
要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物料或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物料或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。