一种铝屑热熔挤压成型装置及方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及一种工程领域,更具体的说是一种铝屑热熔挤压成型装置及方法。
背景技术
铝屑热熔挤压成型装置是一种常见的工程机械,例如专利号为CN215468083U的一种铝棒压力成型机用防堵除铁进料装置,该装置包括下料筒体和安装在下料筒体侧壁的除铁口,所述除铁口的外侧固定连接有固定座。该实用新型经过下料筒体的铝屑中的铁杂质被间接的吸附在长桶上,并随着磁钢条的抽拉运动,运动至除铁挡板位置处,失去磁吸附力,并自由下落至通往收集袋的通道内,但是该装置不够灵活,且功能比较单一。
发明内容
本发明目的在于提供一种铝屑热熔挤压成型装置及方法,以解决上述提出的技术问题。
为实现上述目的,本发明的一种铝屑热熔挤压成型装置及方法的具体技术方案如下:
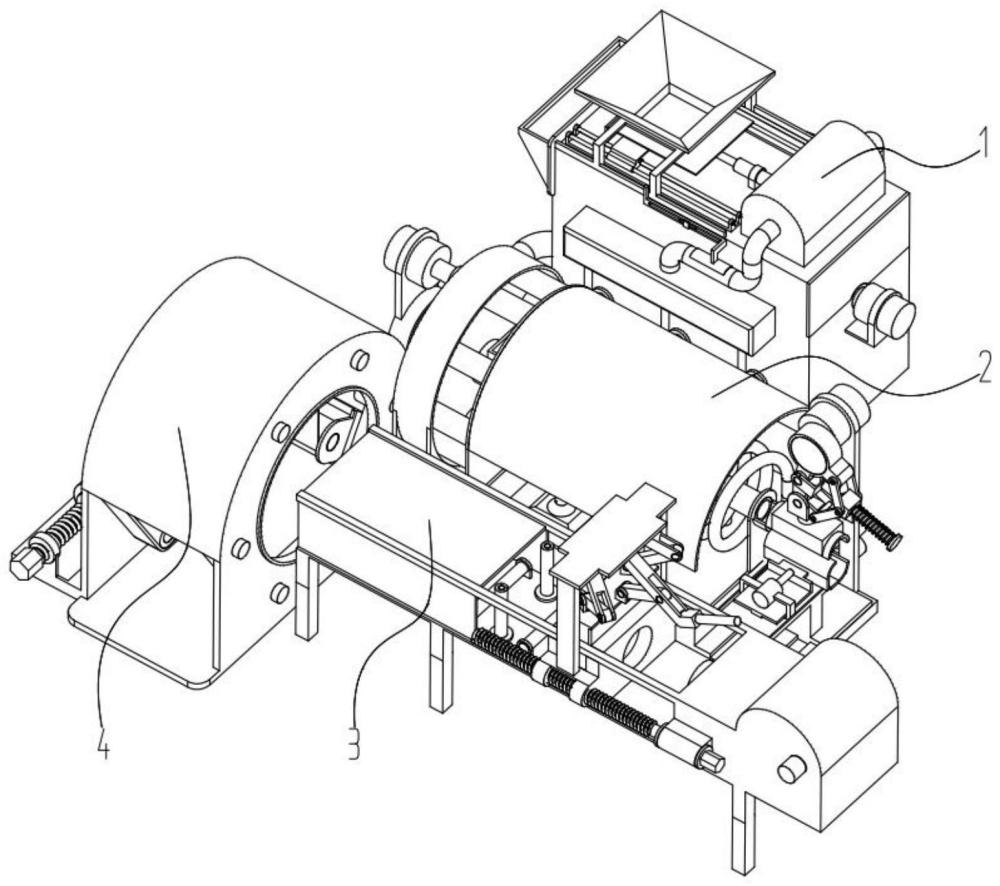
一种铝屑热熔挤压成型装置,包括铝屑热熔部件,所述铝屑热熔部件侧面连接有成棒部件,所述成棒部件侧面连接有加工成型部件,所述加工成型部件前端连接有包装部件。
作为本技术方案的进一步优化,本发明一种铝屑热熔挤压成型装置,所述铝屑热熔部件包括外壳一,所述外壳一下端固定有出液管,所述外壳一上端固定安装有燃料箱,所述燃料箱与管道一固定连接,所述管道一与阀门滑动连接,所述阀门与阀门盘固定安装,所述阀门盘与阀门管固定连接,带动管道一与分料管固定连接,所述分料管与管道二固定连接,所述管道二与喷火器固定连接,所述外壳一与喷火器固定连接,所述外壳一与电机一固定连接,所述电机一与转筒固定连接,所述外壳一与转筒转动连接,所述外壳一与挡板滑动连接,所述外壳一与料斗固定连接,所述外壳一与气缸一固定连接,所述气缸一与移动板固定连接,所述移动板与推板固定连接。
作为本技术方案的进一步优化,本发明一种铝屑热熔挤压成型装置,所述成棒部件包括外壳二,所述外壳二与电机二固定连接,所述电机二与圆盘固定连接,所述圆盘与长管固定连接,带动外壳二与气缸二固定连接,所述气缸二与推杆固定连接,所述外壳二与外管固定连接,所述外壳二与电机三固定连接,所述电机三与螺杆一固定连接,所述外壳二与冷水槽固定连接,所述冷水槽与水泵固定连接,所述外壳二与支架一固定连接,所述支架一与电机四固定连接,所述电机四与偏心轮固定连接,所述偏心轮与外轮配合连接,所述外轮与转杆一铰接连接,所述外轮与转杆二铰接连接,所述转杆二与滑块一滑动连接,所述滑块一与弹簧一固定连接,所述转杆二与弹簧一固定连接,所述转杆一与转杆三铰接连接,所述转杆三与转杆四铰接连接,所述转杆二与转杆四铰接连接,所述转杆四与压杆转动连接,所述支架一与气缸三固定连接,所述气缸三与滑块二固定连接,所述支架一与滑块二滑动连接,所述支架一与气缸四固定连接,所述气缸四与上支架一固定连接,所述滑块二与上支架一滑动连接,所述上支架一与气缸五固定连接,所述气缸五与上支架二固定连接,所述外壳二与外壳一固定连接。
作为本技术方案的进一步优化,本发明一种铝屑热熔挤压成型装置,所述加工成型部件包括外壳三,所述外壳三与电机五固定连接,所述电机五与圆杆固定连接,所述圆杆与转杆五固定连接,所述转杆五与转杆六转动连接,所述转杆六与转杆七转动连接,所述转杆七与推杆二转动连接,所述外壳三与转杆七滑动连接,所述外壳三与螺杆二转动连接,所述螺杆二与移动架二螺纹连接,所述外壳三与移动架二滑动连接,所述移动架二与压杆二转动连接,所述压杆二与转杆八铰接连接,所述移动架二与转杆八转动连接,所述转杆八与模具外架转动连接,所述模具外架内放置有模具,所述外壳三与水平轮转动连接,带动外壳三与竖直轮转动连接,所述外壳三与外壳二固定连接。
作为本技术方案的进一步优化,本发明一种铝屑热熔挤压成型装置,所述包装部件包括外壳四,所述外壳四与螺杆三螺纹连接,所述螺杆三与滑架转动连接,所述外壳四与滑架滑动连接,所述滑架与电机五固定连接,所述电机五与转轮一固定连接,所述转轮一与转轮二配合连接,所述转轮二与转轮三固定连接,所述转轮三与皮带五配合连接,所述皮带五与保护膜支架固定连接,所述保护膜支架与保护膜转动连接。
一种铝屑热熔挤压成型装置及方法的使用方法,包括以下步骤:
S1、铝屑热熔部件,过程包括如下:
S1.1、将铝屑放入料斗内,拉出挡板,启动气缸一带动移动板后移,料斗内的铝屑落入外壳一上,再次启动气缸一带动移动板与推板前移,将铝屑向前推进外壳一内,并进入铝屑转筒;
S1.2、启动喷火器,燃料箱内的燃料从管道一进入分料管并经过管道二为喷火器提供原料,喷火器喷出火焰,为转筒内铝屑加热,启动电机一带动转筒转动,进而带动铝屑随着转筒一起转动,进而喷火器可充分对铝屑加热,加热融化后的铝屑液体透过转筒小孔,落到外壳一底部,铝液从出液管流进成棒部件内;
S2、成棒部件,过程包括如下:
S2.1、铝液流入长管,启动电机二带动圆盘转动,储存有铝液的长管转动,长管转动到上端,启动气缸二带动推杆前移,进而将铝液推进外管内,启动电机三带动螺杆一转动,进而将滤液向前传递,启动水泵将冷水向上抽取,对滤液降温形成铝棒,铝棒从外管前端出去;
S2.2、启动电机四带动偏心轮转动,带动外轮转动,带动转杆四上下往复运动,带动压杆上下往复运动,进而将铝棒切断,但遇到坚硬部位时,转杆一与转杆三可转动,滑块一可在转杆二上滑动,进而起到缓冲的作用,切断的铝棒落在上支架一上,启动气缸五带动上支架二前移,进而将铝棒固定住,启动气缸三带动滑块二前移,启动气缸四带动上支架一托着铝棒前移,铝棒运动到推杆二前方;
S3、加工成型部件,过程包括如下:
启动电机五带动圆杆转动,带动转杆五转动,带动转杆六运动,带动转杆七运动,进而带动推杆二在外壳三上往复运动,当推杆二向前运动,进而将铝棒向前压缩,铝棒经过模具被挤压成型铝合金,经过水平轮与竖直轮向前运动,向上拉动压杆二带动转杆八转动,带动模具外架上移,带动模具上移,进而方便更换模具;
S4、包装部件,过程包括如下:
启动电机五带动转轮一转动,带动转轮二转动,带动转轮三转动,带动皮带五转动,进而带动保护膜支架与保护膜转动,将保护膜一端缠绕在铝合金上,转动螺杆三带动滑架移动,进而带动机五与转轮一移动,进而改变转轮一与转轮二接触位置,进而改变转轮二转速,进而改变转轮三与皮带五的转速,进而改变保护膜缠绕在铝合金上的速度,进而改变保护膜包装的厚度。
本发明一种铝屑热熔挤压成型装置及方法的有益效果为:
1.启动喷火器,燃料箱内的燃料从管道一进入分料管并经过管道二为喷火器提供原料,喷火器喷出火焰,为转筒内铝屑加热,启动电机一带动转筒转动,进而带动铝屑随着转筒一起转动,进而喷火器可充分对铝屑加热;
2.向上拉动压杆二带动转杆八转动,带动模具外架上移,带动模具上移,进而方便更换模具;
3.转动螺杆三带动滑架移动,进而带动机五与转轮一移动,进而改变转轮一与转轮二接触位置,进而改变转轮二转速,进而改变转轮三与皮带五的转速,进而改变保护膜缠绕在铝合金上的速度,进而改变保护膜包装的厚度。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
图1是本发明的整体结构示意图;
图2是本发明的铝屑热熔部件结构示意图一;
图3是本发明的铝屑热熔部件结构示意图二;
图4是本发明的铝屑热熔部件结构示意图三;
图5是本发明的铝屑热熔部件结构示意图四;
图6是本发明的成棒部件结构示意图一;
图7是本发明的成棒部件结构示意图二;
图8是本发明的成棒部件结构示意图三;
图9是本发明的加工成型部件结构示意图一;
图10是本发明的加工成型部件结构示意图二;
图11是本发明的包装部件结构示意图一;
图12是本发明的包装部件结构示意图二。
图中:1、铝屑热熔部件;101、外壳一;102、出液管;103、燃料箱;104、管道一;105、阀门;106、阀门盘;107、阀门管;108、分料管;109、管道二;110、喷火器;111、电机一;112、转筒;113、挡板;114、料斗;115、气缸一;116、移动板;117、推板;2、成棒部件;201、外壳二;202、电机二;203、圆盘;204、长管;205、气缸二;206、推杆;207、外管;208、电机三;209、螺杆一;210、冷水槽;211、水泵;212、电机四;213、偏心轮;214、外轮;215、转杆一;216、转杆二;217、滑块一;218、弹簧一;219、转杆三;220、转杆四;221、压杆;222、支架一;223、气缸三;224、滑块二;225、气缸四;226、上支架一;227、气缸五;228、上支架二;3、加工成型部件;301、外壳三;302、电机五;303、圆杆;304、转杆五;305、转杆六;306、转杆七;307、推杆二;308、螺杆二;309、移动架二;310、压杆二;311、转杆八;312、模具外架;313、模具;314、水平轮;315、竖直轮;4、包装部件;401、外壳四;402、螺杆三;403、滑架;404、电机五;405、转轮一;406、转轮二;407、转轮三;408、皮带五;409、保护膜支架;410、保护膜。
具体实施方式
下面结合附图对本发明作进一步详细说明。
实施例一:
将铝屑放入料斗114内,拉出挡板113,启动气缸一115带动移动板116后移,料斗114内的铝屑落入外壳一101上,再次启动气缸一115带动移动板116与推板117前移,将铝屑向前推进外壳一101内,并进入铝屑转筒112,启动喷火器110,燃料箱103内的燃料从管道一104进入分料管108并经过管道二109为喷火器110提供原料,喷火器110喷出火焰,为转筒112内铝屑加热,启动电机一111带动转筒112转动,进而带动铝屑随着转筒112一起转动,进而喷火器110可充分对铝屑加热,加热融化后的铝屑液体透过转筒112小孔,落到外壳一101底部,铝液从出液管102流进成棒部件2内;
实施例二:
铝液流入长管204,启动电机二202带动圆盘203转动,储存有铝液的长管204转动,长管204转动到上端,启动气缸二205带动推杆206前移,进而将铝液推进外管207内,启动电机三208带动螺杆一209转动,进而将滤液向前传递,启动水泵211将冷水向上抽取,对滤液降温形成铝棒,铝棒从外管207前端出去,启动电机四212带动偏心轮213转动,带动外轮214转动,带动转杆四220上下往复运动,带动压杆221上下往复运动,进而将铝棒切断,但遇到坚硬部位时,转杆一215与转杆三219可转动,滑块一217可在转杆二216上滑动,进而起到缓冲的作用,切断的铝棒落在上支架一226上,启动气缸五227带动上支架二228前移,进而将铝棒固定住,启动气缸三223带动滑块二224前移,启动气缸四225带动上支架一226托着铝棒前移,铝棒运动到推杆二307前方;
实施例三:
启动电机五302带动圆杆303转动,带动转杆五304转动,带动转杆六305运动,带动转杆七306运动,进而带动推杆二307在外壳三301上往复运动,当推杆二307向前运动,进而将铝棒向前压缩,铝棒经过模具313被挤压成型铝合金,经过水平轮314与竖直轮315向前运动,向上拉动压杆二310带动转杆八311转动,带动模具外架312上移,带动模具313上移,进而方便更换模具313;
实施例四:
启动电机五404带动转轮一405转动,带动转轮二406转动,带动转轮三407转动,带动皮带五408转动,进而带动保护膜支架409与保护膜410转动,将保护膜410一端缠绕在铝合金上,转动螺杆三402带动滑架403移动,进而带动机五404与转轮一405移动,进而改变转轮一405与转轮二406接触位置,进而改变转轮二406转速,进而改变转轮三407与皮带五408的转速,进而改变保护膜410缠绕在铝合金上的速度,进而改变保护膜包装的厚度。