倾斜传感器组装生产线
文献发布时间:2024-01-17 01:13:28
技术领域
本发明属于产品组装和零配件组装技术领域,尤其涉及一种倾斜传感器组装生产线。
背景技术
茶和咖啡中均含有咖啡因等提神物质,许多人会在工作时冲泡茶或咖啡进行饮用,以振奋精神,提高工作质量。但是过量摄入咖啡因会导致失眠和影响肠胃功能,因此市面上出现了一种水壶,通过在壶身上设置倾斜传感器,倾斜传感器记录用户的饮料倾倒次数,在达到预定次数后提醒用户适量饮用。
常规的倾斜传感器组装方法为人工将各个零件组装在一起,完成组装后再进行功能测试,这样会导致各个产品的品质不一致,次品率较高;且由于各个步骤的失误累计导致倾斜传感器的整体质量下降,无法通过质量检测,需要重新返工,造成生产效率降低。因此,有必要设计一种新的方案以取代现有的人工组装倾斜传感器的方式,以解决上述问题。
发明内容
本发明的目的在于提供一种倾斜传感器组装生产线,旨在解决现有技术中人工组装倾斜传感器导致产品质量差,需要重新返工进而导致生产效率较低的技术问题。
为实现上述目的,本发明实施例提供一种倾斜传感器组装生产线,包括:
第一模组,所述第一模组包括第一机械手以及设置于所述第一机械手侧旁的通电检测装置、断点焊接装置和第一组装装置;所述通电检测装置用于连通倾斜传感器的PCBA上预设的断点处,以进行通电检测;所述断点焊接装置用于将倾斜传感器的PCBA上预设的断点处焊接导通;所述第一组装装置用于将倾斜传感器的PCBA、导光柱和顶盖组装在一起;
第二模组,所述第二模组包括第二机械手以及设置于所述机械手侧旁的第二组装装置和超声焊接装置;所述第二组装装置用于将倾斜传感器的顶盖和底盖组装在一起;所述超声焊接装置用于将倾斜传感器的顶盖和底盖焊接固定;
第三模组,所述第三模组包括第三机械手和设置于所述第三机械手侧旁的气密测试装置和功能测试装置;所述气密测试装置用于检测倾斜传感器的顶盖和底盖的焊接紧密程度;所述功能测试装置用于检测倾斜传感器的工作状态。
作为一种优选方案,所述通电检测装置包括安装座、支撑架、安装座驱动机构、测试板和测试板驱动机构;所述安装座设置于所述第一模组上并用于放置倾斜传感器的PCBA;所述支撑架设置于所述安装座的上方;所述安装座驱动机构带动所述安装座前后活动,以使所述安装座远离或靠近所述支撑架;所述测试板设置于所述支撑架的底部并位于所述安装座的上方,所述测试板上设置有测试探针;所述测试板驱动机构带动所述测试板上下活动,以使所述测试探针伸入倾斜传感器的PCBA上预设的断点处进行通电检测。
作为一种优选方案,所述断点焊接装置包括定位座、定位座驱动机构、焊接机构、焊接驱动机构和视觉检测机构;所述定位座设置于所述第一模组上并用于放置倾斜传感器的PCBA;所述定位座驱动机构带动所述定位座前后活动;所述焊接机构设置于所述定位座的上方;所述焊接驱动机构带动所述焊接机构上下活动;所述视觉检测机构设置于所述定位座的上方。
作为一种优选方案,所述第一组装装置包括安装台、顶盖送料机构、导光柱送料机构、组装机构、待位机构和水平转运机构;所述安装台设置于所述第一模组上;所述顶盖送料机构设置于所述安装台的侧旁,所述顶盖送料机构用于运送倾斜传感器的顶盖至所述安装台上;所述导光柱送料机构设置于安装台的侧旁,所述导光柱送料机构用于运送倾斜传感器的导光柱;所述组装机构设置于所述安装台的上方,所述组装机构用于抓取所述导光柱送料机构运送的倾斜传感器的导光柱,并将倾斜传感器的导光柱组装固定于所述安装台上的倾斜传感器的顶盖中;所述待位机构设置于所述安装台的侧旁;所述水平转运机构连接所述待位机构和所述安装台。
作为一种优选方案,所述第二组装装置包括底盖放置盘、移动平台、底盖抓取机构和合盖机构;所述底盖放置盘设置于所述第二模组上并用于放置倾斜传感器的底盖;所述移动平台设置于所述底盖放置盘的侧旁;所述底盖抓取机构设置于所述移动平台上并位于所述底盖放置盘的上方,所述底盖抓取机构用于抓取所述底盖放置盘中倾斜传感器的底盖;所述合盖机构设置于所述底盖抓取机构的下方,所述合盖机构用于放置倾斜传感器的底盖和顶盖并扣合固定。
作为一种优选方案,所述超声焊接装置包括滑动夹具、超声焊接头和焊接台;所述滑动夹具设置于所述第二模组上;所述超声焊接头可活动地设置于所述滑动夹具上;所述焊接台设置于所述超声焊接头的底部。
作为一种优选方案,所述气密测试装置包括固定座、密封座、密封座驱动机构和进气组件;所述固定座设置于所述第三模组上;所述密封座设置于所述固定座的上方,所述密封座和所述固定座围构形成有放置倾斜传感器的测试腔;所述密封座驱动机构带动所述密封座上下活动;所述进气组件设置于所述固定座的侧旁并连通所述测试腔,所述进气组件用于向所述测试腔内充气。
作为一种优选方案,所述功能测试装置包括支撑座、转动架、转动架驱动机构和按键气缸组;所述支撑座设置于所述第三模组上;所述转动架可转动地设置于所述支撑座上,所述转动架用于放置倾斜传感器;所述转动架驱动机构设置于所述支撑座上并带动所述转动架转动;所述按键气缸组设置于所述转动架的下方,所述按键气缸组用于测试倾斜传感器的按键工作状态。
作为一种优选方案,所述第三模组还包括有激光打标装置,所述激光打标装置设置于所述第三机械手的侧旁。
作为一种优选方案,所述第一模组包括可分离的多个第一移动平台,所述第二模组包括多个可分离的第二移动平台;所述第三模组包括多个可分离的第三移动平台;所述通电检测装置、所述断点焊接装置和所述第一组装装置分别设置于对应的所述第一移动平台上;所述第二组装装置、所述超声焊接装置分别设置于对应的所述第二移动平台上;所述气密测试装置和所述功能测试装置和分别设置于对应的所述第三移动平台上。
本发明实施例提供的倾斜传感器组装生产线中的上述一个或多个技术方案至少具有如下技术效果之一:
通过第一模组、第二模组和第三模组上的各个装置相互配合,实现倾斜传感器的全自动组装和质量检测,自动化程度高,降低人工成本;同时避免人工组装带来的误差,提高整体的良品率,生产效率更高。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
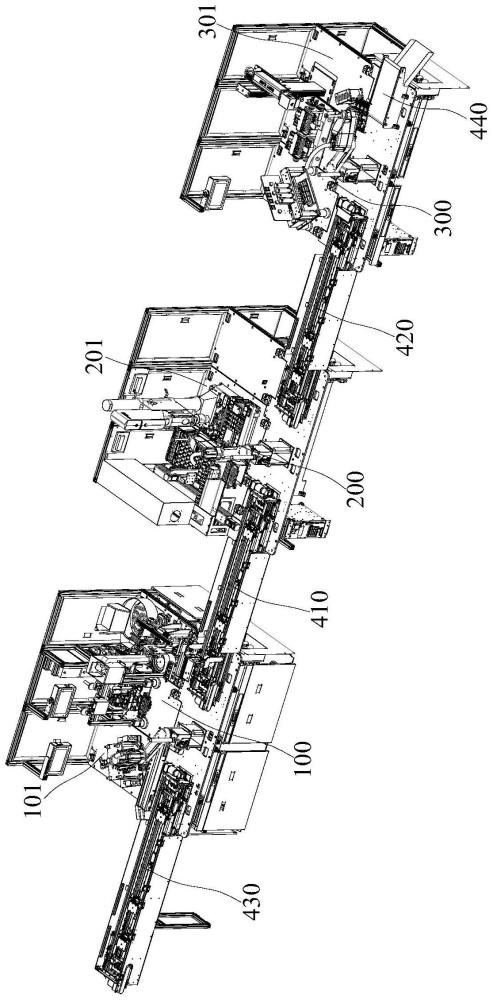
图1为本发明实施例提供的倾斜传感器组装生产线的整体结构图;
图2为本发明实施例提供的倾斜传感器组装生产线的第一模组结构图;
图3为本发明实施例提供的倾斜传感器组装生产线的通电检测装置结构图;
图4为本发明实施例提供的倾斜传感器组装生产线的断电焊接装置结构图;
图5为本发明实施例提供的倾斜传感器组装生产线的第一组装装置结构图;
图6为本发明实施例提供的倾斜传感器组装生产线的第一组装装置另一角度的结构图
图7为本发明实施例提供的倾斜传感器组装生产线的第二模组结构图;
图8为本发明实施例提供的倾斜传感器组装生产线的第二组装装置结构图;
图9为本发明实施例提供的倾斜传感器组装生产线的超声焊接装置结构图;
图10为本发明实施例提供的倾斜传感器组装生产线的第三模组结构图;
图11为本发明实施例提供的倾斜传感器组装生产线的气密测试装置结构图;
图12为本发明实施例提供的倾斜传感器组装生产线的功能测试装置结构图;
图13为本发明实施例提供的倾斜传感器组装生产线的激光打标装置结构图;
其中,图中各附图标记:
100-第一模组;110-第一机械手;120-通电检测装置;121-安装座;122-支撑架;123-安装座驱动机构;124-测试板;125-测试板驱动机构;126-测试探针;130-断点焊接装置;131-定位座;132-定位座驱动机构;133-焊接机构;134-焊接驱动机构;135-视觉检测机构;140-第一组装装置;141-安装台;142-顶盖送料机构;143-导光柱送料机构;144-组装机构;145-待位机构;146-水平转运机构;147-旋转转运机构;
200-第二模组;210-第二机械手;220-第二组装装置;221-底盖放置盘;222-移动平台;223-底盖抓取机构;224-合盖机构;225-纸片架;230-超声焊接装置;231-滑动夹具;232-超声焊接头;233-焊接台;
300-第三模组;310-第三机械手;320-气密测试装置;321-固定座;322-密封座;323-密封座驱动机构;324-进气组件;325-测试腔;326-压力显示机构;330-功能测试装置;331-支撑座;332-转动架;333-转动架驱动机构;334-按键气缸组;340-激光打标装置;
410-第一传送装置;420-第二传送装置;430-进料装置;440-出料装置。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明的实施例,而不能理解为对本发明的限制。
在本发明实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
在本发明的一个实施例中,如图1所示,提供一种倾斜传感器组装生产线,包括依次设置的第一模组100、第二模组200和第三模组300。
如图2所示,所述第一模组100用于组装检测倾斜传感器的电气模块,所述第一模组100包括第一机械手110以及设置于所述第一机械手110侧旁的通电检测装置120、断点焊接装置130和第一组装装置140。
如图3所示,所述通电检测装置120用于连通倾斜传感器的PCBA上预设的断点处,以进行通电检测。所述通电检测装置120包括安装座121、支撑架122、安装座驱动机构123、测试板124和测试板驱动机构125。所述安装座121设置于所述第一模组100上并用于放置倾斜传感器的PCBA;所述支撑架122设置于所述安装座121的上方;所述安装座驱动机构123带动所述安装座121前后活动,以使所述安装座121远离或靠近所述支撑架122,本实施例中所述安装座驱动机构123为气缸;所述测试板124设置于所述支撑架122的底部并位于所述安装座121的上方,所述测试板124上设置有测试探针126;所述测试板驱动机构125带动所述测试板124上下活动,以使所述测试探针126伸入倾斜传感器的PCBA上预设的断点处进行通电检测,所述测试板驱动机构125为气缸。
如图4所示,所述断点焊接装置130用于将倾斜传感器的PCBA上预设的断点处焊接导通,所述断点焊接装置130包括定位座131、定位座驱动机构132、焊接机构133、焊接驱动机构134和视觉检测机构135。所述定位座131设置于所述第一模组100上并用于放置倾斜传感器的PCBA;所述定位座驱动机构132带动所述定位座131前后活动,所述定位座驱动机构132为气缸;所述焊接机构133设置于所述定位座131的上方;所述焊接驱动机构134带动所述焊接机构133上下活动,所述焊接驱动机构134为气缸;所述视觉检测机构135设置于所述定位座131的上方,用于检测焊接位置并观察焊点状态。
如图5-图6所示,所述第一组装装置140用于将倾斜传感器的PCBA、导光柱和顶盖组装在一起。所述第一组装装置140包括安装台141、顶盖送料机构142、导光柱送料机构143、组装机构144、待位机构145和水平转运机构146。所述安装台141设置于所述第一模组100上;所述顶盖送料机构142设置于所述安装台141的侧旁,所述顶盖送料机构142用于运送倾斜传感器的顶盖至所述安装台141上;所述导光柱送料机构143设置于安装台141的侧旁,所述导光柱送料机构143用于运送倾斜传感器的导光柱;所述组装机构144设置于所述安装台141的上方,所述组装机构144用于抓取所述导光柱送料机构143运送的倾斜传感器的导光柱,并将倾斜传感器的导光柱组装固定于所述安装台141上的倾斜传感器的顶盖中,所述组装机构144通过真空吸附的方式吸取倾斜传感器的导光柱;所述待位机构145设置于所述安装台141的侧旁;所述水平转运机构146连接所述待位机构145和所述安装台141,所述水平转运机构146为气缸。
所述第一组装装置140还包括旋转转运机构147,所述旋转转运机构147设置于所述安装台141的侧旁,所述旋转转运机构147抓取所述顶盖送料机构142上倾斜传感器的顶盖,并旋转一定角度后放置于所述安装台141上。所述旋转转运机构147通过真空吸附的方式吸取倾斜传感器的顶盖,所述旋转转运机构147为气缸。
如图7所示,所述第二模组200用于组装倾斜传感器成品,所述第二模组200包括第二机械手210以及设置于所述机械手210侧旁的第二组装装置220和超声焊接装置230。
如图8所示,所述第二组装装置220用于将倾斜传感器的顶盖和底盖组装在一起,所述第二组装装置220包括底盖放置盘221、移动平台222、底盖抓取机构223和合盖机构224。所述底盖放置盘221设置于所述第二模组200上并用于放置倾斜传感器的底盖;所述移动平台222设置于所述底盖放置盘221的侧旁;所述底盖抓取机构223设置于所述移动平台222上并位于所述底盖放置盘221的上方,所述底盖抓取机构223用于抓取所述底盖放置盘221中倾斜传感器的底盖;所述合盖机构224设置于所述底盖抓取机构223的下方,所述合盖机构224用于放置倾斜传感器的底盖和顶盖并扣合固定。
所述第二组装装置220还包括用于堆叠纸片的纸片架225,所述底盖抓取机构223抓取所述纸片架225上的纸片并放置于倾斜传感器的底盖中,然后再抓取倾斜传感器的底盖并放置于所述合盖机构224中。所述底盖抓取机构223通过真空吸附的放置吸取倾斜传感器的底盖以及纸片。
如图9所示,所述超声焊接装置230用于将倾斜传感器的顶盖和底盖焊接固定,所述超声焊接装置230包括滑动夹具231、超声焊接头232和焊接台233。所述滑动夹具231设置于所述第二模组200上;所述超声焊接头232可活动地设置于所述滑动夹具231上;所述焊接台233设置于所述超声焊接头232的底部。
如图10所示,所述第三模组300用于检测倾斜传感器成品功能,所述第三模组300包括第三机械手310和设置于所述第三机械手310侧旁的气密测试装置320、功能测试装置330和激光打标装置340。
如图11所示,所述气密测试装置320用于检测倾斜传感器的顶盖和底盖的焊接紧密程度,所述气密测试装置320包括固定座321、密封座322、密封座驱动机构323和进气组件324。所述固定座321设置于所述第三模组300上;所述密封座322设置于所述固定座321的上方,所述密封座322和所述固定座321围构形成有放置倾斜传感器的测试腔325;所述密封座驱动机构323带动所述密封座322上下活动,所述密封座驱动结构323为气缸;所述进气组件324设置于所述固定座321的侧旁并连通所述测试腔325,所述进气组件324用于向所述测试腔325内充气。
所述气密测试装置320还包括压力显示机构326,用于显示所述测试腔325内的气压,若测量值小于预定值,则表示有气体进入到了倾斜传感器内部,即倾斜传感器的顶盖和底盖密封不牢固,为不合格品。
如图12所示,所述功能测试装置330用于检测倾斜传感器的工作状态,所述功能测试装置330包括支撑座331、转动架332、转动架驱动机构333和按键气缸组334。所述支撑座331设置于所述第三模组300上;所述转动架332可转动地设置于所述支撑座331上,所述转动架332用于放置倾斜传感器;所述转动架驱动机构333设置于所述支撑座331上并带动所述转动架332转动,所述转动架驱动机构333为电机;所述按键气缸组334设置于所述转动架332的下方,所述按键气缸组334用于测试倾斜传感器的按键工作状态。
如图3所示,所述激光打标装置340用于为倾斜传感器成品打印标签信息。本实施例中,所述激光打标装置340为现有技术,在此不做展开描述。
其中,所述第一机械手110、第二机械手210和第三机械手310均为现有技术中常见的六轴机械手,在此不做展开描述。
在本发明的另一个实施例中,如图1所示,所述第一模组100和所述第二模组200之间设置有第一传送装置410,所述第一传送装置410用于将所述第一模组100上的倾斜传感器的PCBA转运至所述第二模组200。所述第二模组200和所述第三模组300之间设置有第二传送装置420,所述第二传送装置420用于将所述第二模组200上地倾斜传感器成品转运至所述第三模组300。
此外,所述第一模组100的一侧设置有进料装置430,所述第三模组300的一侧设置有出料装置440。
在本发明的另一个实施例中,如图1所示,所述第一模组100包括可分离的多个第一移动平台101,所述第二模组200包括多个可分离的第二移动平台201;所述第三模组300包括多个可分离的第三移动平台301。所述通电检测装置120、所述断点焊接装置130和所述第一组装装置140分别设置于对应的所述第一移动平台101上;所述第二组装装置220、所述超声焊接装置230分别设置于对应的所述第二移动平台201上;所述气密测试装置320、所述功能测试装置330和所述激光打标装置340分别设置于对应的所述第三移动平台301上。通过上述设置,
详述本发明的工作流程如下:
步骤S1:将倾斜传感器的PCBA通过进料装置430运送至所述第一模组100的侧旁,所述第一机械手110夹取倾斜传感器的PCBA并放置于所述通电检测装置120的安装座121上。
步骤S2:所述安装座驱动机构123带动所述安装座121移动至所述支撑架122的下方,所述测试板驱动机构125带动所述测试板124向下活动,以使所述测试探针126伸入倾斜传感器的PCBA上预设的断点处进行通电检测。
步骤S3:所述第一机械手110将倾斜传感器的PCBA转运至所述断点焊接装置130的所述定位座131上,所述定位座驱动机构132带动所述定位座131移动至所述焊接机构133的下方,所述焊接驱动机构134带动所述焊接机构133向下活动将倾斜传感器的PCBA上预设的断点处焊接导通。
步骤S4:所述旋转转运机构146吸取所述顶盖送料机构142运送的倾斜传感器的顶盖,并放置于所述安装台141上;所述组装机构144吸取所述导光柱送料机构143上的倾斜传感器的导光柱并运送至所述安装台141上,与所述安装台141上倾斜传感器的顶盖组装在一起;所述水平转运机构146将倾斜传感器的顶盖运送到所述待位机构145上,所述第一机械手110将倾斜传感器的PCBA转运至所述待位机构145上与倾斜传感器的顶盖组装在一起形成倾斜传感器半成品;所述第一机械手110将倾斜传感器半成品转运至所述第一传送装置410上。
步骤S5:所述第二机械手210抓取所述第一传送装置410上的倾斜传感器半成品并放置于所述合盖机构224上;所述底盖抓取机构223抓取所述纸片架225上的纸片并放置于倾斜传感器的底盖中,然后再抓取倾斜传感器的底盖并放置于所述合盖机构224中;所述合盖机构224合拢,使放置于所述合盖机构224中的倾斜传感器半成品和底盖组装在一起形成倾斜传感器成品。
步骤S6:所述第二机械手210抓取倾斜传感器成品放置于超声焊接装置230的焊接台233上,所述超声焊接头232对倾斜传感器成品进行焊接固定;所述第二机械手210抓取倾斜传感器成品放置于所述第二传送装置400上。
步骤S7:所述第三机械手310抓取所述第二传送装置400上的倾斜传感器成品放置于所述气密测试装置320的所述固定座321上,所述密封座驱动机构323带动所述密封座322下压,将倾斜传感器成品密封于所述测试腔325中,所述进气组件324向所述测试腔325中充气,以判定倾斜传感器成品焊接的牢固程度。
步骤S8:所述第三机械手310抓取所述固定座321上的斜传感器成品放置于所述转动架332上,所述转动架驱动机构333带动所述转动架332倾斜,所述按键气缸组334按压倾斜传感器的按键,以测试倾斜传感器的功能是否正常。
步骤S9:所述第三机械手310抓取所述固定座321上的斜传感器成品放置于所述激光打标装置340的下方预定位置,所述激光打标装置340为倾斜传感器成品打印标签信息;所述第三机械手310抓取倾斜传感器成品放置于所述出料装置440上。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。