紧密的袜头缝边编织工艺
文献发布时间:2024-01-17 01:18:42
技术领域
本发明涉及袜子边编织领域,特别涉及一种紧密的袜头缝边编织工艺。
背景技术
在现有技术中,袜子是日常生活中不可或缺的产品,在穿着中能够起到保护脚部的作用。传统开口袜机编织的袜子的袜头,通常需要人工进行对目套口缝合,或者吂缝方式进行袜头的缝合。随着技术的发展,能够缩短袜品的生产时间、减少人工成本的全成型袜机逐渐地被广泛应用。
目前,全成型袜机带有袜头自动缝合功能,在编织袜头缝边时,通常沿用与袜头相同的纱线配置(即一组主纱和一组弹性包覆纱),在全部织针工作的状态下编织1行或2行平纹结构,然后经自动缝合装置对目缝合。
然而,使用上述袜头缝边编织工艺制作的袜子的袜头,在缝缝处受力拉伸后,袜头缝合处的线圈往往容易被拉大,穿着中缝边位置容易产生破洞,同时在布面形成较大的线圈孔洞,从而影响袜子的使用寿命和外观质量。
此外,缝缝处在袜子穿着过程中受到的摩擦和拉力比较大,会容易产生破洞,影响袜子的使用寿命。
因此,改进全成型袜机的袜头缝边编织工艺,以改善袜品质量就尤为重要了。
基于此,本申请发明人设计了一种紧密的袜头缝边编织工艺,以期克服上述技术问题。
发明内容
本发明要解决的技术问题是为了克服现有技术中袜头缝边编织工艺编织的袜头缝边容易被拉大,影响使用寿命和外观质量等缺陷,提供一种紧密的袜头缝边编织工艺。
本发明是通过下述技术方案来解决上述技术问题的:
一种紧密的袜头缝边编织工艺,其特点在于,所述紧密的袜头缝边编织工艺包括以下步骤:
S
其中,n取自然数;
S
根据本发明的一个实施例,所述步骤S
S
S
S
S
根据本发明的一个实施例,所述步骤S
根据本发明的一个实施例,所述添纱组织中面纱的垫纱纵角的范围为15-30度,所述添纱组织中地纱的垫纱纵角的范围为30-55度。
根据本发明的一个实施例,所述面纱的垫纱横角小于所述地纱的垫纱横角。
根据本发明的一个实施例,所述地纱为弹性包覆纱或弹性纱线或化纤长丝纱。
根据本发明的一个实施例,所述面纱为精梳棉纱、纯纺或混纺短纤纱线或长丝纱线。
根据本发明的一个实施例,所述步骤S
根据本发明的一个实施例,所述步骤S
准备原料:根据袜子设计和工艺要求准备原材料;
准备程序链条:根据袜子的款式、花型、结构等要求,准备上机编织的花型图案、程序链条;
上机编织准备:根据编织工艺,准备机器,包括但不限于检查机器、穿纱、导入上机编织的程序链条;
编织袜子主体:导入袜子程序链条后,开始编织袜子罗口、袜腿、袜跟、脚部和袜头。
根据本发明的一个实施例,所述原材料包括主纱、氨纶包覆纱、橡筋线和缝头缝合线;所述主纱包括棉纱、羊毛纱线、涤纶纱、锦纶纱、短纤纯纺/混纺纱线,或长丝纱。
本发明的积极进步效果在于:
本发明紧密的袜头缝边编织工艺,具有如下诸多优势:
一、利用改进的袜头缝边工艺,可以改善袜头缝边处线圈容易拉大的问题,同时对袜头缝边线圈进行了加固。
二、缝边的线圈结构更加紧密、拉伸变形小、线圈强力高。
三、在完成对目缝合之后,对袜头缝缝处用力拉伸时,线圈的拉伸变形很小、线圈依旧很紧密,不会出现线圈拉伸变形产生较大线圈孔洞的问题。
四、增加一组弹性包覆纱编织后,对袜头缝边位置也起到了加固作用,提高了袜头缝边的强度。
五、提升袜子的实用寿命和外观质量。
六、所述袜头缝边编织工艺可以在带有自动缝头装置的各类织袜机器上实施,且可以应用于各种不同的袜子品种的袜头缝边编织,以及不同原材料和组织结构编织的袜品。
附图说明
本发明上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变的更加明显,在附图中相同的附图标记始终表示相同的特征,其中:
图1为本发明紧密的袜头缝边编织工艺的流程图。
图2为本发明紧密的袜头缝边编织工艺采用的导纱装置示意图。
图3为本发明紧密的袜头缝边编织工艺采用的织针示意图。
图4为本发明紧密的袜头缝边编织工艺中袜头缝边编织示意图。
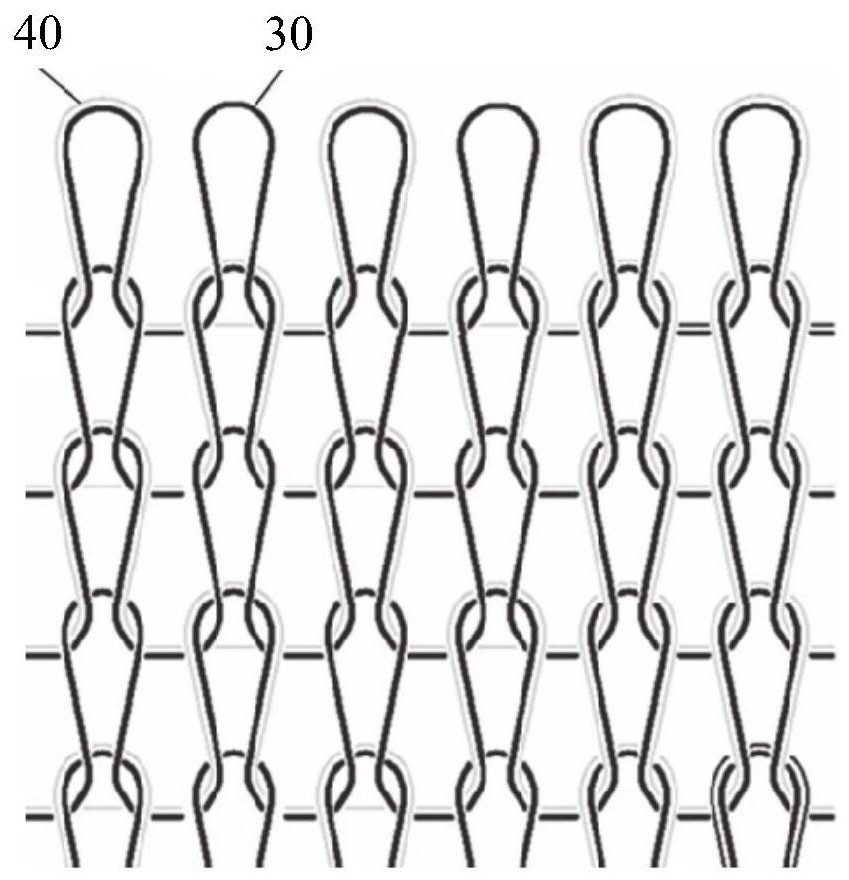
图5为本发明紧密的袜头缝边编织工艺中添纱组织的线圈示意图。
图6为本发明紧密的袜头缝边编织工艺中成圈集圈的线圈示意图。
图7为本发明紧密的袜头缝边编织工艺中袜头编织示意图。
具体实施方式
为让本发明的上述目的、特征和优点能更明显易懂,以下结合附图对本发明的具体实施方式作详细说明。
现在将详细参考附图描述本发明的实施例。现在将详细参考本发明的优选实施例,其示例在附图中示出。在任何可能的情况下,在所有附图中将使用相同的标记来表示相同或相似的部分。
此外,尽管本发明中所使用的术语是从公知公用的术语中选择的,但是本发明说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。
此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本发明。
如图1所示,本发明公开了一种紧密的袜头缝边编织工艺,其包括以下步骤:
首先,在步骤S
准备原料:根据袜子设计和工艺要求准备原材料。
所述原材料优选地包括主纱、氨纶包覆纱、橡筋线和缝头缝合线等等。所述主纱优选地包括棉纱、羊毛纱线、涤纶纱、锦纶纱、短纤纯纺/混纺纱线,或长丝纱等等。
准备程序链条:根据袜子的款式、花型、结构等要求,准备上机编织的花型图案、程序链条;
上机编织准备:根据编织工艺,准备机器,包括但不限于检查机器、穿纱、导入上机编织的程序链条;
编织袜子主体:导入袜子程序链条后,开始编织袜子罗口、袜腿、袜跟、脚部和袜头。
在编织袜子主体(罗口、袜腿、袜跟、脚部)部分之后,进行编织袜尖。通常袜尖是使用2个纱嘴编织:分别编织面纱(各类短纤纱线或化纤长丝纱线)和地纱(通常为弹性包覆纱)。
接着进行袜头缝边的编织,具体为:
步骤S
其中,n取自然数。所述地纱优选为弹性包覆纱或弹性纱线或化纤长丝纱。所述面纱优选为精梳棉纱、纯纺或混纺短纤纱线或长丝纱线。
此处,添纱组织的所有线圈或部分线圈是由两根或两根以上的纱线组成的。集圈是纬编花式组织的结构单元之一,即编织过程中织针沿三角上升到集圈高度、针钩中的旧线圈不脱出,针钩内垫入新纱线形成未封闭的悬弧,旧线圈形成了拉长的线圈。
如图4所示,图中从上到下依次为缝边的第1行、第2行、第3行,示意图最左侧的为机器的第一枚织针,即低脚织针的中间一枚织针。其中,织针起针到退圈高度、喂入纱线完成线圈编织标注为A,织针起针到集圈高度、喂入纱线,编织集圈标注为B,高脚织针的第1~4枚织针标注为C。
进一步优选地,所述步骤S
步骤S
步骤S
步骤S
其中,n取自然数。例如,本实施例以1×1成圈集圈为例。当然袜头缝边编织的交错1×1成圈集圈结构可以替换为其他成圈集圈组合,包括但不限于1×1成圈集圈,1×2成圈-集圈等。
步骤S
其中,n取自然数。例如,本实施例以1×1成圈集圈为例。当然袜头缝边编织的交错1×1成圈集圈结构可以替换为其他成圈集圈组合,包括但不限于1×1成圈集圈,1×2成圈-集圈等。
此外,在所述步骤S
袜头缝边编织的1×n成圈-集圈结构(例如1×1成圈集圈)的编织行数和排列方式包括但不限于2行交错的1×n成圈集圈(例如1×1成圈集圈)编织工艺。
如上所述,所述步骤S1在袜尖部分编织完成后,编织袜头缝边,通常编织2~3行缝边。本实施例是以3行缝边设计为例。
编织缝边的用纱:在袜尖编织用2个纱嘴编织(1组面纱+1组地纱)的基础上,再将第三个穿地纱(弹性包覆纱)纱嘴进入编织区编织,即使用3个纱嘴(1组面纱+2组地纱(弹性包覆纱))、通过添纱的编织方法编织缝边,以增加缝边线圈的紧密度和弹性。
编织结构:本实施例中袜头缝边有2行交错的1×1成圈-集圈结构,集圈线圈会一定程度上限制上一编织循环中成圈线圈的可拉伸长度。因此可以缝边布面更紧密。
步骤S
袜头缝边编织结束时,由缝头转移臂的抓钩以眼对眼(一组线圈对一枚钩针)的方式钩取袜头缝边线圈,并转移到缝头装置上,然后进行缝合,完成袜头缝制。
当袜头缝合后,还需要进行如下处理:
袜子后处理:对袜子进行水洗、烘干定型处理。
袜品检验、包装:定型后的袜子进行品质检验、包装。
如图2所示,本发明紧密的袜头缝边编织工艺,采用的导纱装置中,所述纱线从纱筒退绕经送纱装置后,先穿过导纱嘴组上方的导纱孔10,之后穿入相应的导纱嘴的导纱管20中,并用线夹固定纱线。
在编织时,导纱嘴20移到垫纱位置将纱线带入编织区,纱线被上升到集圈高度或成圈高度的织针钩取完成编织相应线圈结构编织,线夹打开释放纱线。
本实施例是在带自动缝头装置的全成型袜机上实施,在编织袜头缝边时使用3个导纱嘴,包括1个面纱导纱嘴和2个地纱导纱嘴分别用于1组面纱和2组地纱的垫纱。
袜头缝边线圈是添纱组织,添纱组织编织工艺要求面纱的垫纱纵角的范围最优选为15-30度,地纱的垫纱纵角的范围最优选为30-55度。
同时,面纱的垫纱横角要小于地纱的垫纱横角,使地纱越贴近针杆针头越好。本实施例中选用的面纱导纱嘴和地纱导纱嘴能够满足添纱组织工艺要求。
如图3所示,本发明实施例采用的两种织针为:高脚织针11和低脚织针12。织针的针踵是作用于三角轨道控制织针沿三角轨道工作。当三角进去工作半位,只有高脚织针的针踵可以进入三角轨道内,沿三角轨道工作,而低脚织针的针踵不能进入三角轨道,即不能工作。当三角进入工作全位时,高脚织针和低脚织针的针踵都能进入三角轨道、并沿三角轨道工作。
如图5所示,添纱组织的所有线圈或部分线圈是由两根或两根以上的纱线组成的。本实施例中袜子缝边线圈是添纱组织,即由面纱30和地纱40编织而成。袜头缝边编织使用的面纱包括但不限于1组,使用的地纱包括但不限于1组或2组。袜头缝边编织使用的面纱(精梳棉纱)可以替换为其他材质、色彩的纯纺或混纺短纤纱线或者长丝纱线。2组弹性包覆纱也可替换为不同规格、材质的弹性纱线或弹性包覆纱线、或者化纤长丝纱,如尼龙等。
本实施例中面纱精梳棉纱始终呈现在线圈正面,即袜头缝边的正面;地纱弹性包覆纱始终呈现在线圈反面,即袜头缝边的反面。弹性包覆纱作为地纱参与编织也提升了缝边面料的弹性。
如图6所示,成圈编织的线圈标记为50,集圈编织的线圈标记为60。成圈编织即织针上升到完全退圈高度,将针钩中的旧线圈脱到针杆上,针钩内垫入新纱线并弯纱成圈形成线圈,针钩内只有新线圈。集圈编织即织针上升到集圈高度,旧线圈仍旧含在针钩内,针钩内垫入新纱线并弯纱成圈,针钩内包含旧线圈与新垫入的纱线悬弧。
此处,缝边位置的1×1的集圈编织能够限制线圈的拉伸形变,避免缝边在拉伸作用下出现过大拉伸。
如图7所示,袜筒标记为70,袜头标记为71和袜头缝边标记为72。袜机编织完脚部的袜筒后,部分织针退出工作位置开始编织袜头,编织袜头时针筒正反复运动、同时通过选针编织袋状袜头部分,袜头编织结束后全部织针出针按照组织结构设计编织袜头缝边。
本发明紧密的袜头缝边编织工艺制成的袜头缝头处在拉伸状态下,袜头缝合装置处的线圈在拉伸时缝边位置的线圈仍然很紧密,没有被拉大的线圈孔洞问题。
根据上述描述,本发明紧密的袜头缝边编织工艺,带有自动缝头功能的全成型袜机的袜头缝边,改进为2行交错的1×1成圈-集圈编织工艺,增加线圈行之间线圈的紧密度、减少线圈拉伸变形。袜头开口经过对目缝合后,缝边位置线圈的拉伸形变小,能有效提升袜品缝头品质。
其选用1组面纱和2组弹性包覆纱编织缝边线圈,即缝边处的单个线圈包含1组面纱和2组弹性包覆纱,增加了缝边线圈的紧密度、强度和弹性。
本发明紧密的袜头缝边编织工艺是在带有袜头自动缝合功能的全成型袜机上编织袜头缝边工艺的改进,即改善袜头缝边处的线圈编织结构,同时在编织成圈时增加一组弹性包覆纱编织出紧密的线圈,使经过对目缝合后的袜头缝边处的线圈更加紧密、牢固。
使用局部织针编织的袜头部分编织完成后,在原袜子主体用纱的基础上增加一组弹性包覆纱编织两行交错的1×n成圈集圈结构形成袜头缝边,然后由袜头自动缝合转移臂通过眼对眼的方式将袜头缝边的线圈转移到缝盘上,并由袜头缝边装置完成袜头的对目缝合。
使用这种缝边编织工艺制作的袜子的袜头缝合处的线圈更加紧致,线圈拉伸形变小,用力拉伸后缝边处的线圈也没有过大线圈孔洞问题,使用3组纱线编织的缝边的耐磨性更加优异。
这种袜头缝边编织工艺编织的缝边的线圈结构更加紧密、拉伸变形小、线圈强力高。在完成对目缝合之后,对袜头缝缝处用力拉伸时,线圈的拉伸变形很小、线圈依旧很紧密,不会出现线圈拉伸变形产生较大线圈孔洞的问题。同时,增加一组弹性包覆纱编织后,对袜头缝边位置也起到了加固作用,提高了袜头缝边的强度。
这种缝头工艺可以在带有自动缝头装置的各类织袜机器上实施,包括但不限于平纹配置、普通毛圈配置、任意毛圈配置的单针筒袜机、双针筒袜机等。这种缝头工艺可以应用于各种不同的袜子品种的袜头缝边编织,包括但不限于长袜、中筒袜、短袜,以及不同原材料和组织结构编织的袜品。
综上所述,本发明紧密的袜头缝边编织工艺,具有如下诸多优势:
一、利用改进的袜头缝边工艺,可以改善袜头缝边处线圈容易拉大的问题,同时对袜头缝边线圈进行了加固。
二、缝边的线圈结构更加紧密、拉伸变形小、线圈强力高。
三、在完成对目缝合之后,对袜头缝缝处用力拉伸时,线圈的拉伸变形很小、线圈依旧很紧密,不会出现线圈拉伸变形产生较大线圈孔洞的问题。
四、增加一组弹性包覆纱编织后,对袜头缝边位置也起到了加固作用,提高了袜头缝边的强度。
五、提升袜子的实用寿命和外观质量。
六、所述袜头缝边编织工艺可以在带有自动缝头装置的各类织袜机器上实施,且可以应用于各种不同的袜子品种的袜头缝边编织,以及不同原材料和组织结构编织的袜品。
本申请使用了特定词语来描述本申请的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本申请至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一替代性实施例”并不一定是指同一实施例。此外,本申请的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本发明的保护范围。