针织系统和用于针织机的针
文献发布时间:2024-01-17 01:23:17
背景技术
许多年来,各种各样的针织系统和成圈针已经为人所知。在针织机中,通常使用包括凹槽的针引导装置,成圈针在该凹槽中被引导,并且可在指向工作方向(workingdirection,有时也称为前进方向)的凹槽的纵向方向上平移地移动。在圆形针织机中,这些针引导装置典型地是其基本形状为圆柱形并且其圆柱轴线指向工作方向的针织圆筒。凹槽因此布置在针织圆筒的圆柱形基部表面上。在扁平针织机中,这些针引导装置典型地是具有基本矩形形状的针床。这种针床中的凹槽布置在针床的平面基部表面上,所述平面基部表面指向高度方向。高度方向与工作方向成直角。针对扁平针织机的针床和针对圆形针织机的针织圆筒两者都构成针引导装置。在它们的前端部处,针大多数具有成圈元件(在大多数情况下成形为钩),在针织过程期间可利用该成圈元件形成线圈。针引导装置具有沿着针引导装置的外围方向间隔开限定的距离并排布置的多个凹槽,所述距离对应于节距。在此上下文中,外围方向与工作方向和高度方向成直角,并且沿着针引导装置的基部区域延伸。因此,在针织圆筒的情况下,外围方向总是沿着针织圆筒的圆柱形基部区域切向地延伸。每个针包括至少一个驱动针踵(butt),针可经由所述至少一个驱动针踵平移地移动。为此,针的驱动针踵与凸轮接合,该凸轮在针引导装置的外围方向上具有弯曲轮廓。在凸轮和针引导装置之间在外围方向上的相对运动启动在针的驱动针踵中在工作方向上的平移运动。
WO2012055591A1示出了一种具有针的针织机,该针在向后的柄部分中在滑动凹槽或引导凹槽中被引导,并且在向前的工作部分中在成圈凹槽或边缘凹槽中被引导。引导凹槽和边缘凹槽布置在针织圆筒上,其中相关联的引导凹槽和边缘凹槽在针织圆筒的外围方向上相互偏移。各自在其自己的引导凹槽和其自己的边缘凹槽中被引导的成圈针能够借助于弹性弯曲来补偿这种偏移。以这种方式,最初直的针可在引导凹槽中和边缘凹槽中都被引导,边缘凹槽在外围方向上相对于所述引导凹槽偏移。然而,具有高针节距的已知成圈针(即具有大柄宽度的针)并不是为这种负载而设计的。因此,它们具有较短的使用寿命,并且比通常的成圈针消耗更多的功率。
发明内容
基于现有技术,因此本发明的目的是设计一种针织系统和针,其相比先前已知的针织系统和针显示出更大的稳定性,更不容易磨损,并且需要更少的功率。
该目的借助于权利要求1和11实现。一种针织系统的特征在于具有指向高度方向的基部表面的针引导装置以及至少一个引导凹槽,所述至少一个引导凹槽布置在针引导装置的基部表面上并基本上在工作方向上延伸,其中工作方向与高度方向成直角。至少一个边缘凹槽布置在针引导装置的基部表面上,并且在外围方向和工作方向上相对于所述至少一个引导凹槽偏移,所述外围方向在针引导装置的基部表面上以与工作方向和高度方向成直角的方式延伸。至少一个针具有在其指向正工作方向的第一端部处结合有成圈元件的工作部分,以及在其指向负工作方向的第二端部处的柄部分,其中,在所述柄部分和所述工作部分之间插置有弯曲部分,其中所述至少一个针具有在外围方向和工作方向上具有方向分量的弯曲部。所述至少一个针的工作部分容纳在成圈凹槽中,并且所述至少一个针的柄部分容纳在引导凹槽中。如果在所述至少一个针的弯曲部分中至少一个凹部布置在其指向外围方向或高度方向的侧表面中的至少一个处,和/或所述至少一个针的弯曲部分以在外围方向上在工作部分和柄部分之间产生塑性柄偏移的方式塑性地形成,则是有利的。侧表面在这里是在外围方向和高度方向上界定针的表面。特别有利的是,在所述至少一个针的弯曲部分中,至少两个凹部限定在其指向外围方向或高度方向的侧表面中的至少一个上。例如,多个凹部可限定在相同的侧表面上,或者在两个侧表面上在每种情况下限定一个凹部。在指向外围方向的侧表面上限定至少一个凹部并且在指向高度方向的侧表面上限定至少一个凹部也是可能的。存在于边缘凹槽和引导凹槽之间的在外围方向上的偏移由针借助于其弯曲部分中的弹性或塑性弯曲部来补偿。只有这样,针的柄部分才可能容纳在引导凹槽中,并且其工作部分容纳在边缘凹槽中,该边缘凹槽在外围方向上相对于引导凹槽偏移。在弯曲部分中具有凹部的针的柄部分和工作部分可构造成具有更大的稳定性,而不需要用于在弯曲部分中的弯曲部的更高的弯曲力。例如,针高度可增加。由于撬动效应,在柄部分中增加的针高度使得驱动力(特别是从凸轮传递到针的驱动针踵的驱动力)能够以较低的支撑力更好地支撑在引导通道中。因此,这种类型的针不仅显示出更大的稳定性,而且更不容易磨损,并且需要更少的功率。引导凹槽和边缘凹槽可以不同的方式制造:例如,它们可借助于机加工方法引入针引导装置。凹槽(引导凹槽和边缘凹槽两者)也有可能由插入基部表面中的壁形成,这些壁伸出到基部表面上方并与相邻的壁形成凹槽。根据本发明的针织系统可包括通过先前为此目的已知的所有生产和构造方法制成的引导凹槽和边缘凹槽。对于所述至少一个针的凹部,以下适用:有利的是通过诸如磨削或铣削的机加工过程和/或诸如轧制的成形过程和/或诸如冲压的分型过程来产生凹部。磨削凹部是特别有利的。通过机加工和成形方法产生的凹部(特别是磨削凹部)可廉价且精确地制造。在凹部的区域中,针的横截面比在周围区域中小。
如果在指向外围方向的侧表面处的至少一个凹部具有10μm至100μm、有利地30μm至70μm的凹部深度,和/或在指向高度方向的侧表面处的至少一个凹部具有150μm至500μm、有利地200μm至400μm的凹部深度,则获得进一步的优点。这里的凹部深度是凹部表面下沉到限定凹部的侧表面之下的深度。因此,在指向外围方向的侧表面上的凹部的情况下,凹部表面也指向外围方向,并且在指向高度方向的侧表面上的凹部的情况下,凹部表面也指向高度方向。如果凹部太深,则针在弯曲部分中会被弱化太多。这然后将阻止利用由于驱动力而改进的针的支撑所产生的优点,特别是在柄部分中。另一方面,如果凹部不够深,则不能充分地提高针在柄部分和工作部分中的稳定性。上面提及的选择范围对于小于0.6mm的通常针宽度和小于4mm的针高度已被证明是有利的。
如果所述至少一个凹部在与工作方向和外围方向成直角的高度方向上在整个针高度上延伸,则是有利的。在整个针高度上延伸的凹部比仅在针高度的一部分上延伸的凹部需要较不复杂的生产方法。然而,在针高度的最大90%、优选地最大80%上延伸的凹部也是有利的。针的弯曲性质也可通过不在整个针高度上延伸的凹部来优化。
如果所述至少一个凹部在工作方向上在针的整个弯曲部分上延伸,则是有利的。因此,弯曲部分在工作方向上的长度与对应于凹部在工作方向上的延伸的凹部长度相同。如果所述至少一个凹部在工作方向上在弯曲部分的最大80%、优选地最大50%上延伸,则获得额外的优点。因此,凹部长度小于在工作方向上弯曲部分的长度。特别地,针也可在没有凹部的地方弯曲。如果在指向外围方向的针的侧表面中的一个上限定至少两个凹部,则是特别有利的。因此,多个凹部限定在相同的侧表面上。在多个侧表面上在每种情况下限定多于一个的凹部也是可能的。如果设置在侧表面上的所述至少两个凹部在工作方向和/或高度方向上彼此间隔开,则是有利的。
特别有利的是一种针织系统,在该系统的情况下,处于伸出状态和/或缩回状态的所述至少一个针的所述至少一个凹部完全在所述至少一个边缘凹槽和/或所述至少一个引导凹槽外部。如已经提及的,针能够在边缘凹槽和引导凹槽中在工作方向上平移地移动。在这种情况下,针的伸出状态是其中针的成圈元件在工作方向上从边缘凹槽伸出最远的状态。针的缩回状态是其中成圈元件在工作方向上从边缘凹槽伸出最短距离的状态。另外,在伸出状态和缩回状态下,工作部分容纳在边缘凹槽中,并且柄部分容纳在引导凹槽中。针织系统以这样的方式构造,即当针处于伸出或缩回状态时,针的弯曲部分中的凹部不接合边缘凹槽或引导凹槽,从而防止在针织期间产生的大量污垢(例如,绒毛、刮擦的金属或灰尘)通过凹部引入引导凹槽和边缘凹槽中。这减少了摩擦,并且在针织系统上的磨损和其功率消耗方面是有利的。
如果处于缩回状态的所述至少一个针的所述至少一个凹部在所述至少一个引导凹槽外部的程度为凹部长度的至少60%、然而优选地为80%(这对应于凹部在工作方向上的延伸量),和/或如果处于伸出状态的所述至少一个针的所述至少一个凹部在所述至少一个边缘凹槽外部的程度为凹部长度的至少60%,然而优选地为80%,则是进一步有利的。根据对针织系统和要生产的针织品提出的要求,可能无法将针织系统构造成使得凹部在缩回状态下也完全在引导凹槽外部和/或在伸出状态下完全在边缘凹槽外部。在这种情况下,如果凹部在引导和/或边缘凹槽外部的程度为凹部长度的至少60%(这对应于凹部在工作方向上的延伸量),则是有利的。在这种情况下,引入引导凹槽和/或边缘凹槽中的污垢的量不足以阻止根据本发明的针织系统的所述优点被利用。
还有利的是一种针织系统,其包括至少一个驱动针踵和弯曲部分间隙,所述至少一个驱动针踵布置在所述至少一个针的柄部分中并在高度方向上伸出到周围的柄部分上方,该弯曲部分间隙对应于在所述至少一个驱动针踵和弯曲部分之间在工作方向上的距离,其中,弯曲部分间隙至少与对应于针在缩回状态和延伸状态之间在工作方向上的路径的延伸长度一样大。以这种方式,针的驱动针踵区域总是容纳在引导凹槽中,并且作用在驱动针踵上的驱动力得到更好的支持。然而,直接与驱动针踵交界的针的区域暴露于高机械负载。由于恒定的(在针织期间也是交替的)弹性弯曲,针的弯曲部分同样是必须承受高机械负载的区域。为了避免这些高负载在过渡区域中重叠,因此,如果驱动针踵与弯曲部分间隔开足够远,则是有利的。
如果所述至少一个针的工作部分和柄部分在工作方向上基本上彼此平行地延伸,则获得进一步的优点。如果工作部分和引导部分在工作方向上彼此平行地延伸,并且针平移地移动,则成圈元件在工作方向上执行线性运动。如果在柄部分和驱动部分之间存在角向偏移,这可能导致成圈元件在外围方向上的额外移动。这将导致针织缺陷和不均匀的线圈结构。此外,针的工作部分和边缘凹槽之间产生的力会更大,导致增加的磨损和功率消耗。在这种情况下,这两个部分的相互平行是理想的。针和相应的引导凹槽和边缘凹槽之间的制造公差和游隙几乎总是导致工作部分和柄部分之间的小角向偏移。在这种情况下,表述“基本上平行”意味着工作部分和柄部分在常规使用的制造方法的技术公差极限内尽可能平行。
还有利的是根据本发明的针织系统,其具有至少一个引导壁和至少一个附加杆,所述至少一个引导壁在外围方向上限制所述至少一个引导凹槽,所述至少一个附加杆在工作方向上邻接所述至少一个引导壁并布置在针引导装置的基部表面上,其中,对于引导壁宽度(b
如果在沿着工具的纵向方向在工作部分的中间延伸的工作部分中心线和沿着工具的纵向方向在柄部分的中间延伸的柄部分中心线之间存在在外围方向上的柄偏移S,则获得额外的优点,该柄偏移S由塑性柄偏移S
如果至少两个针的柄部分容纳在一个且相同的引导凹槽中,则是有利的。壁是形成引导凹槽所需的。作用在针的驱动针踵上的横向力被释放到这些壁上。如果两个或更多个针容纳在相同的引导凹槽中,则给定数量的针所需的引导凹槽以及因此引导壁的数量减少——相应地安装空间被更好地利用。因此,在不改变针引导装置在外围方向上的尺寸的情况下(例如,在针织圆筒的情况下,在不增加圆筒的周长或直径的情况下),操作更大数量的针并获得更细的节距是可能的。
还有利的是具有以下特征的针:
-成圈元件,其布置在针的指向正工作方向的第一端部处,
-柄部分,其适于容纳在针引导装置的引导凹槽中并且布置在针的指向负工作方向的第二端部处,
工作部分,其结合有成圈元件并且适于容纳在针引导装置的边缘凹槽中,
-弯曲部分,其在工作方向上插置在柄部分和工作部分之间,
其特征在于,在针的弯曲部分中,至少一个凹部布置在其指向外围方向或高度方向的侧表面中的至少一个处,和/或弯曲部分以在与工作方向成直角的宽度方向上在工作部分和柄部分之间产生塑性柄偏移的方式塑性地形成。塑性柄偏移也存在于其中没有外力作用在针上的状态下。在其引导凹槽和边缘凹槽布置成使得针必须补偿工作部分和柄部分之间在外围方向上的偏移的针引导装置的情况下,先前已知的针暴露于高弹性变形。由于针的塑性变形,在这种情况下,弹性变形以及所述弹性变形所需的力减小。
如果在指向外围方向的侧表面处的至少一个凹部具有10μm至100μm、有利地30μm至70μm的凹部深度,和/或在指向高度方向的侧表面处的至少一个凹部具有150μm至500μm、有利地200μm至400μm的凹部深度,则是有利的。如果凹部太深,则针在弯曲部分中会被弱化太多。另一方面,如果凹部不够深,则不能充分地提高针在柄部分和工作部分中的稳定性。上面提及的选择范围对于小于0.6mm的常规针宽度已经证明是有利的,因为在柄部分和工作部分中在稳定性和耐磨性方面获得了积极效果,但是同时,针在弯曲部分中不会被弱化太多。
如果所述至少一个凹部在与工作方向和宽度方向成直角的高度方向上在整个针高度上延伸,则获得进一步的优点。在整个针高度上延伸的凹部比仅在针高度的一部分上延伸的凹部需要较不复杂的生产方法。
然而,在高度方向上在针高度的最大90%、优选地最大80%上延伸的凹部也是有利的。如果凹部在高度方向上的高度(即凹部高度)是针高度的最大90%,然而优选地是最大80%,则是特别有利的。针的弯曲性质也可特别适用于具有不在整个针高度上延伸的凹部的针织系统。因此,凹部相对于针高度在高度方向上的延伸量影响针在弯曲部分中的刚性和强度。
如果工作部分和柄部分在工作方向上基本上彼此平行地延伸,也是有利的。在针织过程期间,针织机的针通常在针的工作方向上执行纯平移运动。如果工作部分和柄部分相互平行,则有利于精确的针织移动。
附图说明
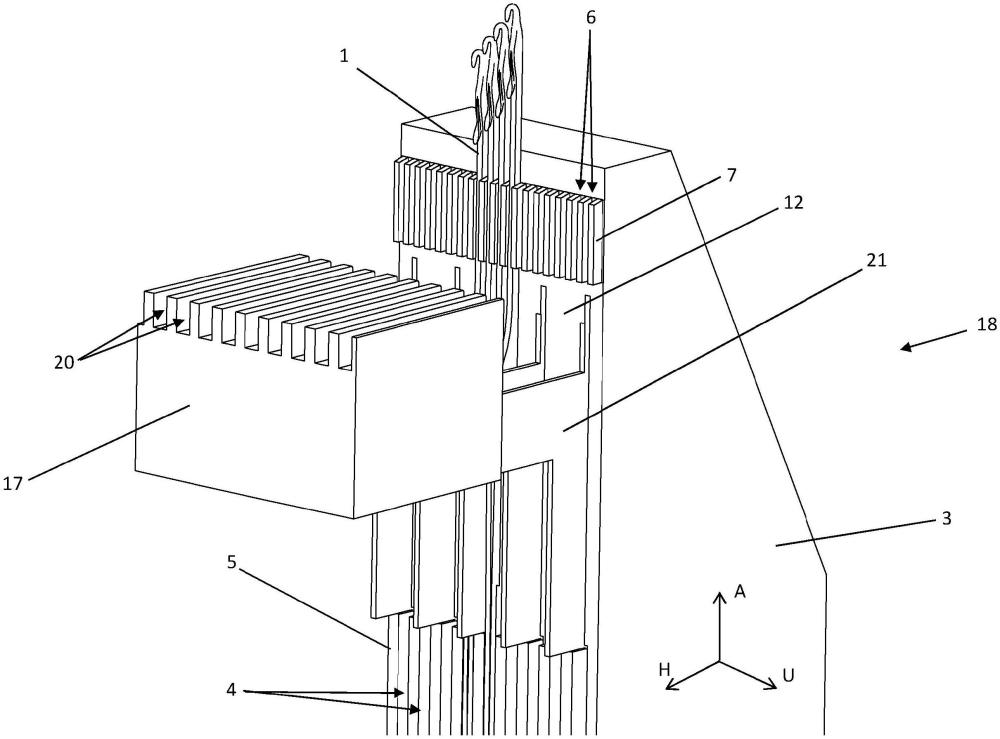
图1示出了具有引导凹槽4和边缘凹槽6、附加杆21、针1和沉降片支架17的针引导装置3的一部分。
图2示出了针1的侧视图。
图3示出了在弯曲部分9中既不塑性地也不弹性地形成的针1的俯视图。
图4以放大的形式示出了图3的细节A。
图5示出了具有引导凹槽4和边缘凹槽6、附加杆21以及处于伸出状态的一个针和处于缩回状态的一个针的针引导装置3的基部表面12的俯视图。
图6以图5中的放大细节示出了节距t、柄偏移S和两个柄部分中心线27之间的距离,该距离对应于柄宽度ds。
图7示出了在弯曲部分9中塑性地形成的成圈针1。
图8示出了在弯曲部分9中塑性地形成的针1,以及叠加在其上的成圈针1塑性地和弹性地形成的状态。
图9示出了具有凹部11的针1,该凹部11在高度方向H上在针高度13的小于80%上延伸。
图10示出了在凹部11的位置处穿过图9的针1的H-U平面中的截面。
图11示出了具有两个凹部11的针1,这两个凹部11设置在指向高度方向H的侧表面23上。
图12示出了在凹部11的位置处穿过图11的针1的H-U平面中的截面。
具体实施方式
图1示出了具有多个引导凹槽4的针引导装置3的一部分的三维视图,所述引导凹槽4布置在针引导装置3的基部表面12上,并且通过引导壁5在外围方向U上彼此间隔开。在工作方向A和外围方向U上相对于引导凹槽4偏移的多个边缘凹槽6布置在针引导装置3的基部表面12上,并且通过边缘壁7在外围方向U上彼此间隔开。附加杆21在工作方向A上邻接每隔一个引导壁5。附加杆21支撑沉降片支架17,该沉降片支架17适于在沿高度方向H延伸的沉降片凹槽20中引导沉降片。与呈针织圆筒形式的针引导装置3相关,沉降片支架17由于其圆形形状也被称为沉降片环。多个针1布置在引导凹槽4和边缘凹槽6中,其中两个针1总是一起布置在一个引导凹槽4中,并且每个针1总是单独布置在边缘凹槽6中。
图2示出了针1的侧视图,针1在其指向工作方向A的前端部处具有工作部分10,该工作部分10结合有呈钩的形状的圈建立元件2。工作部分10适于容纳在针引导装置3的边缘凹槽6中。在其远离成圈元件2的另一端部处,针1包括柄部分8,该柄部分适于容纳在针引导装置3的引导凹槽4中。弯曲部分9插置在柄部分8和工作部分10之间。针高度13是在弯曲部分9中的针1在高度方向H上的高度。针1在外围方向U和高度方向H上由侧表面23界定。在弯曲部分9中,凹部11限定在指向外围方向U的侧表面23上,并且在工作方向A上在弯曲部分9的整个长度上延伸,并且在高度方向H上在整个针高度13上延伸。在柄部分8中布置有驱动针踵16,在驱动针踵16和弯曲部分9之间的距离(即弯曲部间隙19)大于驱动针踵长度14。当针1在操作中时,通过在驱动针踵16处引入力,针1被致动以在工作方向A上执行平移运动。在弯曲部分9中,针能够弹性地变形和/或塑性地形成,使得工作部分10和柄部分8在外围方向U上相互偏移。从理想的观点来看,工作部分10和柄部分8总是在工作方向上精确平行地对准。
图3示出了在弯曲部分9中既不塑性地也不弹性地形成的图2的针1的俯视图。分成柄部分8、弯曲部分9和工作部分10的子部分对应于图2的情况。柄部分8、弯曲部分9和工作部分10精确地位于中心线15上,在外围方向U上没有任何相互偏移。在其前端部处,在工作方向A上,针1具有成形为钩的成圈元件2。在弯曲部分9中,凹部11限定在指向外围方向U的两个侧表面23上。然而,对于针织系统的所有实施例,其弯曲部分9仅具有限定在指向外围方向U或高度方向H的一个侧表面23上的凹部11的针1也是有利的。图3还指示了细节A的位置,该细节在图4中放大示出。
图4示出了图3的细节A。与柄部分宽度ds和工作部分宽度dA相比,两个凹部11中的每一个将在弯曲部分9中的针1在外围方向U上的宽度(即弯曲部分宽度dB)减小凹部深度22。凹部深度22在前述选择范围内。为了更清楚地示出凹部11,凹部深度22在图中不是按比例绘制的,而是与针的其它部件相比被放大。
图5示出了针引导装置3的基部表面12的部段的俯视图。针引导装置可为用于圆形针织机的针织圆筒或用于扁平针织机的针床。图5的相关特征可被分配给针引导装置3的两种变型。在图的左端,示出了多个引导凹槽4,在其中一个引导凹槽中容纳了两个针1,即针1的柄部分8彼此并排布置在引导凹槽4中。两个针1的工作部分10各自布置在边缘凹槽6中。示出了多个引导凹槽4,它们通过引导壁5彼此间隔开。还示出了多个边缘凹槽6,它们通过边缘壁7彼此间隔开。为了清楚起见,仅一个引导凹槽4、一个边缘凹槽6、一个引导壁5和一个边缘壁7设置有附图标记。图5中的下针1示出为处于伸出状态,其中成圈元件2从边缘凹槽6向外突出最大量。相比之下,图5中的两个针1中的上针示出为处于缩回状态,其中成圈元件2从边缘凹槽6向外突出最小量。在伸出状态下,针1相对于其在缩回状态下的位置在工作方向A上移位延伸长度25。在伸出状态下(下针),下针1的凹部11完全在引导凹槽4和边缘凹槽6外部。因为这是在正工作方向A上的平移运动期间的结束位置,当针移动时,凹部11也不会在任何其它位置中伸入边缘凹槽6中。以这种方式,减少了污垢向边缘凹槽中的引入。在缩回状态下(上针1),上针1的凹部11完全在边缘凹槽6外部,并且达到凹部长度24的三分之二在引导凹槽4外部的程度。因为这是在负工作方向A上的平移运动期间的结束位置,当针移动时,不存在凹部11在引导凹槽6外部小于凹部长度24的三分之二的其它位置。在图5中,两个引导壁5各自由附加壁21邻接。两个附加壁21的附加壁宽度b
图6示出了图5中的放大细节。在针1的柄部分8的相应柄部分中心线27和工作部分10的工作部分中心线28之间在外围方向U上存在柄偏移S。相邻针1的柄部分中心线27之间的距离对应于柄宽度d
图7示出了针1的俯视图,在弯曲部分9中,针1以这样的方式形成,即在工作部分10的工作部分中心线28和柄部分8的柄部分中心线27之间存在柄偏移S。变形可为塑性和/或弹性变形。尽管在针1在针引导装置3中在工作方向A上的平移运动期间柄偏移S不改变,但是变形的形状不是恒定的,而是根据针1的偏转而改变。在弯曲部分9中,在指向外围方向U的两个侧表面23上限定凹部11。这些凹部11减小了针1在弯曲部分9中在外围方向U上的宽度。在弯曲部分9中的仅一个侧表面23上具有凹部11的针1也是有利的。在指向外围方向U的侧表面23上的凹部11的凹部深度22在10μm至100μm、更有利地30μm至70μm的在前述选择范围内。在图7中,凹部深度22和柄偏移S没有按比例绘制,而是被放大以便更清楚地示出它们。
图8示出了图5的针1。柄部分中心线27和工作部分中心线28之间的柄偏移S由塑性柄偏移S
图9示出了针1的侧视图。在其指向外围方向U的侧表面23上,针1具有凹部11,该凹部11在高度方向H上在针高度13的小于80%上延伸。在该图中不可见的指向外围方向U的另一个侧表面23上,针1具有第二凹部11。凹部11在工作方向A上的凹部长度24小于弯曲部分9在工作方向A上的长度的50%。然而,如果凹部长度24高达弯曲部分9的长度的100%或小于50%,也是有利的。
图10示出了在凹部11的位置处穿过图9的针1的H-U平面中的截面。凹部表面29指向外围方向U,并且它们中的每一个相对于指向外围方向U的侧表面23缩进凹部深度22;即,凹部11中的每一个使弯曲部分宽度d
图11示出了针1的侧视图。在其指向高度方向H的两个侧表面23中的每一个上,针1具有在弯曲部分9的整个宽度上在外围方向U上延伸的凹部11。在指向高度方向H的侧表面23上的凹部11的凹部深度22在150μm至500μm、更有利地200μm至400μm的前述选择范围内。两个凹部11在工作方向A上的凹部长度24小于在工作方向A上的弯曲部分9的长度的50%。然而,对于针织系统18和针1的所有实施例,也可设想凹部长度24高达弯曲部分9的长度的100%或小于50%。
图12示出了在凹部11的位置处穿过图11的针1的H-U平面中的截面。凹部11在整个弯曲部分宽度d