一种缝纫机的缝纫方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明属于缝纫机技术领域,涉及一种缝纫机的缝纫方法。
背景技术
缝纫机用于对多层缝料进行缝合,也能够对单层缝料进行拼接,或者在缝料上形成一种或多种线迹,对于不同的缝纫需求,缝纫机在缝纫过程中需要完成直缝、倒缝、剪线、抬压脚、放压脚等动作,而每一动作均需要通过内部的控制单元控制驱动单元进行驱动,如果上述多个动作需要通过多个驱动单元各自驱动则导致结构复杂,尤其是控制稳定性下降,且在缝纫过程中,不同的模式需要对上述动作做不同的组合、排序等,这也对控制稳定性提出较高的要求,反之,控制稳定性的下降也导致缝纫模式受到局限,导致缝纫模式较为单一。
发明内容
本发明的目的是针对现有的技术存在上述问题,提出了一种缝纫机的缝纫方法,用以解决现有缝纫机控制缝纫模式较为单一,且控制稳定性较差的问题。
本发明的目的可通过下列技术方案来实现:一种缝纫机的缝纫方法,其特征在于,包括以下步骤:
步骤S1:缝纫机开机,控制器初始化,电机找到原点;
步骤S2:读取当前设定值,按设定值运行至待机状态;
步骤S3:电机运行至设定的正缝针距,判断踏板工作模式,若为前踏且前加固缝开关开启,则进入步骤S4;若为前踏且前加固缝开关关闭,则进入直缝;
步骤S4:电机按前加固缝段数和前加固缝针数摆动,进行前加固缝;
步骤S5:电机运行至设定的正缝针距,判断踏板工作模式,当为后踏时,若后加固缝开关开启,则进入步骤S6,若后加固缝开关关闭且剪线功能开关开启,则进入步骤S7,若后加固缝开关关闭和剪线功能开关均关闭,则进入步骤S9;
步骤S6:电机按后加固缝段数和后加固缝针数摆动,进行后加固缝,完成后若剪线功能开关开启,则进入步骤S7,若剪线功能开关和停车抬压脚开关均关闭,则进入步骤S8;
步骤S7:执行剪线功能,完成剪线后若停车抬压脚开关和剪线抬压脚开关均关闭,则进入步骤S8;
步骤S8:电机反转回至正缝针距;
步骤S9:缝纫结束。
电机存在缝纫、剪线和抬压脚三种状态区域,而缝纫分为正缝和倒缝两个状态区域,当电机处于上述状态区域时能够实现相应的正缝、倒缝、剪线和抬压脚功能,而倒缝则是加固缝步骤之一,为此在缝纫机面板上也能够输入对上述功能进行控制的设定值,通过输入不同的设定值来实现不同的缝纫模式,设定值可以在缝纫前预先输入,也能够在缝纫过程中输入来更改设定值,从而改变缝纫模式,踏板工作模式是缝纫过程中可通过踏板进行人为控制的,其包括前踏、中踏、后踏和半反踏。在缝制时先启动缝纫机,缝纫机的控制器初始化,而电机则找到其原点位置,该原点位于正缝状态区域与倒缝状态区域的临界位置,控制器能够读取输入的设定值,通过不同的设定值,如通过前加固缝开关控制该缝纫模式是否需要加固缝,通过剪线功能开关控制该缝纫模式是否需要剪线,通过半反踏抬压脚开关停车抬压脚开关及剪线抬压脚开关控制该缝纫模式是否需要抬压脚,从而可以对缝纫过程中直缝、前加固缝、后加固缝、剪线、抬压脚等功能进行自动选择和组合,从而实现不同的缝纫模式,同时直缝、前加固缝、后加固缝、剪线及抬压脚均是通过电机转动至相应区域来控制,使得控制更加稳定。
在上述的缝纫机的缝纫方法中,在上述步骤S3中,在进入直缝后若半反踏抬压脚开关或停车抬压脚开关开启,则执行抬压脚A;若半反踏抬压脚开关和停车抬压脚开关均关闭,且踏板工作模式为后踏时,则判断后加固缝开关和剪线功能开关,若后加固缝开关开启,则进入步骤S6,若后加固缝开关关闭,剪线功能开关开启,则进入步骤S7,若后加固缝开关和剪线功能开关均关闭,则进入步骤S9。在进入直缝后通过半反踏抬压脚开关和停车抬压脚开关来控制是否需要抬压脚,通过后加固缝开关控制是否需要后加固缝,通过剪线功能开关控制是否需要剪线,进而使得进入直缝后的缝纫模式多样化。
在上述的缝纫机的缝纫方法中,执行抬压脚A包括以下步骤:
步骤A1:电机反转抬压脚;
步骤A2:电机正转下放压脚;
在完成步骤A2后,若踏板工作模式为中踏或者前踏,则进入步骤S5,在直缝过程中实现抬压脚。若踏板工作模式为后踏时,则判断后加固缝开关和剪线功能开关,若后加固缝开关开启,则进入步骤S6,若后加固缝开关关闭,剪线功能开关开启,则进入步骤S7,若后加固缝开关和剪线功能开关均关闭,则进入步骤S9。在直缝过程中完成抬压脚后,可以选择后加固缝或者剪线等,缝纫模式多样化。
在上述的缝纫机的缝纫方法中,在上述步骤S2中,当前设定值包括正缝针距、剪线抬压脚开关、停车抬压脚开关、半反踏抬压脚开关、剪线功能开关、前加固缝开关、前加固缝段数、前加固缝针数、后加固缝开关、后加固缝段数和后加固缝针数中的一个或者多个。各开关用于控制相应功能的开启与关闭,加固缝段数表示加固缝区域往复缝制次数,针数表示加固缝区域缝制一段需要的针数。
在上述的缝纫机的缝纫方法中,在上述步骤S5中,在电机运行至设定的正缝针距后,若停车抬压脚开关开启,则进入步骤A1。在前加固缝后电机运行至设定正缝针距,然后可以选择抬压脚。
在上述的缝纫机的缝纫方法中,在上述步骤S7中,完成剪线后若停车抬压脚开关或者剪线抬压脚开关开启,则执行抬压脚C。即在剪线后可以选择抬压脚并继续直缝,也可以不选择抬压脚而继续直缝。
在上述的缝纫机的缝纫方法中,执行抬压脚C包括以下步骤:
步骤C1:电机正转抬压脚;
步骤C2:电机正转下放压脚;
步骤C3:电机正转运行至正缝针距,然后进入步骤S9。在完成抬压脚后继续直缝至缝纫结束。
在上述的缝纫机的缝纫方法中,在上述步骤S6中,在完成后加固缝后,若剪线功能开关关闭,且停车抬压脚开关开启,则进入步骤D,
步骤D:电机反转抬压脚;
在完成步骤D后进入步骤C2。在完成后加固缝后且剪线功能开关关闭,则可以选择抬压脚,然后继续直缝。
在上述的缝纫机的缝纫方法中,在上述步骤S3中,若踏板工作模式为半反踏,则进入步骤B;
步骤B:反转抬压脚;
在完成步骤B后,若踏板工作模式为中踏,则进入步骤S3。缝制初期,电机运行至设定正缝针距后可以选择抬压脚,进行取放布料。
在上述的缝纫机的缝纫方法中,在上述步骤S9中,缝纫结束后进入步骤S2。在缝纫结束后可以重新输入设定值,控制器重新读取设定值并进行新一次缝纫。
与现有技术相比,本缝纫机的缝纫方法具有以下优点:
1、通过对正缝针距、剪线抬压脚开关、半反踏抬压脚开关、停车抬压脚开关、剪线功能开关、前加固缝开关、后加固缝开关等设定值的输入控制,能够对直缝、前加固缝、后加固缝、剪线、抬压脚进行组合和重复,进而实现至少12种缝纫模式。
2、调节针距、剪线、抬压脚以及加固缝均通过一个电机转动至不同状态区域来进行控制,从而使得控制更加稳定。
3、由于设定值还包括前加固缝开关和后加固缝开关,使得加固缝更加细化,可以仅选择前加固缝或者后加固缝,也可以两者依次进行。
附图说明
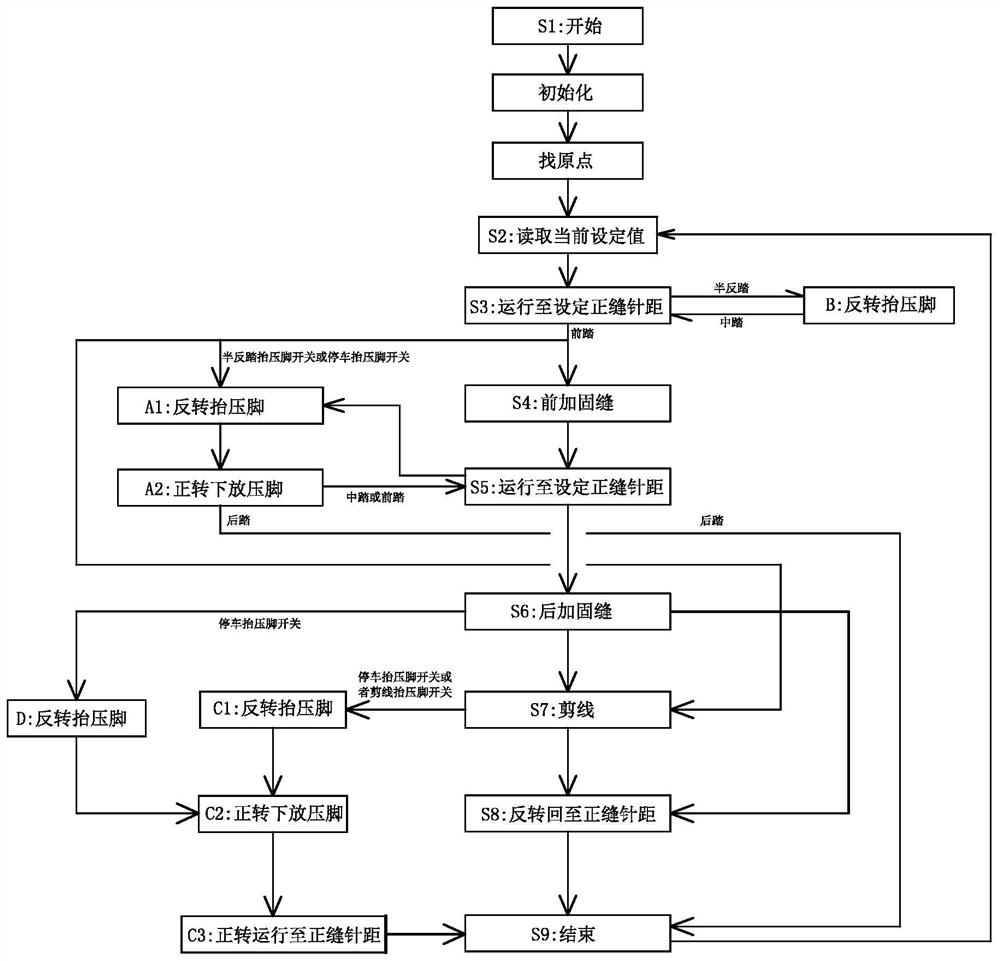
图1是缝纫方法的流程示意图。
图2是电机的运行区域状态图。
图3是缝纫模式一的流程控制图。
图4是缝纫模式二的流程控制图。
图5是缝纫模式三的流程控制图。
图6是缝纫模式四的流程控制图。
图7是缝纫模式五的流程控制图。
图8是缝纫模式六的流程控制图。
图9是缝纫模式七的流程控制图。
图10是缝纫模式八的流程控制图。
图11是缝纫模式九的流程控制图。
图12是缝纫模式十的流程控制图。
图13是缝纫模式十一的流程控制图。
图14是缝纫模式十二的流程控制图。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1所示,一种缝纫机的缝纫方法,缝纫机的面板用于输入设定值,设定值包括正缝针距、剪线抬压脚开关、半反踏抬压脚开关、停车抬压脚开关、剪线功能开关、前加固缝开关、后加固缝开关、前加固缝段数、前加固缝针数、后加固缝段数和后加固缝针数,踏板具有四种工作模式,分别为前踏、中踏、半反踏和后踏,用于缝纫过程中人为控制,缝纫方法包括以下步骤:
步骤S1:缝纫机开机,控制器初始化,电机找到原点;缝纫机开机启动,控制器将数据初始化,电机则找到原点,电机存在如图2所示的正缝、倒缝、剪线和抬压脚四种状态区域,原点则位于正缝与倒缝的临界区域,然后手动输入上述的设定值,设定值可以在缝纫开启前进行输入,也可以在缝纫过程中进行更改。
步骤S2:读取当前设定值,按设定值进入待机状态。
步骤S3:电机运行至设定的正缝针距,判断踏板工作模式,若踏板工作模式为半反踏,则进入步骤B,实现抬压脚来取放布料;
其中步骤B:反转抬压脚,在完成步骤B后若踏板工作模式为中踏则返回步骤S3;
在步骤S3中,若踏板工作模式为前踏,则判断前加固缝开关是否开启,若开启则进入步骤S4,若前加固缝开关关闭,则进入直缝;
步骤S4:电机按前加固缝段数和前加固缝针数摆动,进行前加固缝;
步骤S5:电机运行至设定的正缝针距,此时若停车抬压脚开关开启,则进入步骤A1;否则,判断踏板工作模式,当为后踏时判断后加固缝开关和剪线开关是否开启,若后加固缝开关开启,则进入步骤S6,若后加固缝开关关闭且剪线功能开关开启,则进入步骤S7,若后加固缝开关关闭和剪线功能开关均关闭,则进入步骤S9;
步骤S6:电机按后加固缝段数和后加固缝针数摆动,进行后加固缝;完成后判断停车抬压脚开关和剪线功能开关是否开启,若剪线功能开关开启,则进入步骤S7;若剪线功能开关和停车抬压脚开关均关闭,则进入步骤S8;若剪线功能开关关闭,停车抬压脚开关开启,则进入步骤D;
其中步骤D:电机反转抬压脚;在完成步骤D后进入步骤C2。
步骤S7:执行剪线功能,完成剪线后判断停车抬压脚开关和剪线抬压脚开关是否开启,若停车抬压脚开关和剪线抬压脚开关均关闭,则进入步骤S8;若停车抬压脚开关或者剪线抬压脚开关开启则执行抬压脚C,其中执行抬压脚C包括以下步骤:
步骤C1:电机正转抬压脚;
步骤C2:电机正转下放压脚;
步骤C3:电机正转运行至正缝针距,然后进入步骤S9。
步骤S8:电机反转回至正缝针距;
步骤S9:缝纫结束,然后进入步骤S2。
其中在步骤S3中,因为前加固缝开关关闭而进入直缝后,判断半反踏抬压脚开关和停车抬压脚开关是否开启:
若半反踏抬压脚开关或停车抬压脚开关开启,则执行抬压脚A,其中执行抬压脚A包括以下步骤:
步骤A1:电机反转抬压脚;
步骤A2:电机正转下放压脚;
在完成步骤A2后,若踏板工作模式为中踏或者前踏,则进入步骤S5,若踏板工作模式为后踏时,则判断后加固缝开关和剪线功能开关是否开启,若后加固缝开关开启,则进入步骤S6,若后加固缝开关关闭,剪线功能开关开启,则进入步骤S7,若后加固缝开关和剪线功能开关均关闭,则进入步骤S9。
若半反踏抬压脚开关和停车抬压脚开关均关闭,且踏板工作模式为后踏时,则判断后加固缝开关和剪线功能开关,若后加固缝开关开启,则进入步骤S6,若后加固缝开关关闭,剪线功能开关开启,则进入步骤S7,若后加固缝开关和剪线功能开关均关闭,则进入步骤S9。
通过上述缝纫步骤以及对设定值不同的输入,从而实现以下不同的缝纫模式。
缝纫模式一:
如图3所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关关闭,因此开始直缝,当踏板工作模式切换为后踏时停止直缝,缝纫结束,即实现S1-S2-S3-S9的仅直缝模式。
缝纫模式二:
如图4所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关开启,因此开始前加固缝,在完成前加固缝后电机运行至设定的正缝针距,踏板工作模式切换为后踏,缝纫结束,即实现S1-S2-S3-S4-S5-S9的仅加固缝模式。
缝纫模式三:
如图5所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关开启,开始前加固缝,在完成前加固缝后电机运行至设定的正缝针距,踏板工作模式切换为后踏,由于后加固缝开关开启,开始后加固缝,在完成后加固缝后,由于剪线功能开关开启,执行剪线功能,然后电机反转回至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S4-S5-S6-S7-S8-S9的加固缝-剪线-直缝模式。
缝纫模式四:
如图6所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关开启,开始前加固缝,在完成前加固缝后电机运行至设定的正缝针距,踏板工作模式切换为后踏,由于后加固缝开关开启,开始后加固缝,在完成后加固缝后,由于剪线功能开关开启,执行剪线功能,由于剪线抬压脚开关开启,因此电机依次反转抬压脚,正转下放抬压脚,再正转运行至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S4-S5-S6-S7-C1-C2-C3-S9的加固缝-剪线-抬压脚-直缝模式。
缝纫模式五:
如图7所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关开启,开始前加固缝,在完成前加固缝后电机运行至设定的正缝针距,踏板工作模式切换为后踏,由于后加固缝开关开启,开始后加固缝,在完成后加固缝后,由于剪线功能开关关闭且停车抬压脚开关开启,因此电机依次反转抬压脚,正转下放压脚,再正转运行至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S4-S5-S6-D-C2-C3-S9的加固缝-抬压脚-直缝模式。
缝纫模式六:
如图8所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关开启,因此开始前加固缝,在完成前加固缝后电机运行至设定的正缝针距,由于停车抬压脚开关开启,电机依次反转抬压脚,正转下放压脚,此时踏板工作模式切换至后踏且剪线功能开关开启,执行剪线功能,在剪线后电机反转回至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S4-S5-A1-A2-S7-S8-S9的加固缝-抬压脚-剪线-直缝模式。
缝纫模式七:
如图9所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏,由于前加固缝开关开启,因此开始前加固缝,在完成前加固缝后电机运行至设定的正缝针距,由于停车抬压脚开关开启,电机依次反转抬压脚,正转下放压脚,此时踏板工作模式切换至后踏且剪线功能开关开启,执行剪线功能,由于剪线抬压脚开关开启,因此在剪线后电机依次反转抬压脚,正转下放抬压脚,再正转运行至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S4-S5-A1-A2-S7-C1-C2-C3-S9的加固缝-抬压脚-剪线-抬压脚-直缝模式。
缝纫模式八:
如图10所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏且前加固缝开关关闭,开始直缝,当踏板工作模式切换为后踏且剪线功能开关开启,执行剪线功能,电机反转回至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S7-S8-S9的直缝-剪线-直缝模式。
缝纫模式九:
如图11所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏且前加固缝开关关闭,开始直缝,当踏板工作模式切换为后踏且剪线功能开关开启,执行剪线功能,由于剪线抬压脚开关开启,电机依次反转抬压脚,正转下放抬压脚,再正转运行至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-S7-C1-C2-C3-S9的直缝-剪线-抬压脚-直缝模式。
缝纫模式十:
如图12所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏且前加固缝开关关闭,开始直缝,此时由于停车抬压脚开关开启,电机依次反转抬压脚,正转下放压脚,踏板工作模式仍然为前踏或者切换至中踏,电机运行至设定的正缝针距,继续直缝,踏板工作模式切换至后踏,由于后加固缝开关和剪线功能开关均关闭,因此直缝停止,缝纫结束,即实现S1-S2-S3-A1-A2-S5-S9的直缝-抬压脚-直缝模式。
缝纫模式十一:
如图13所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏且前加固缝开关关闭,开始直缝,此时由于停车抬压脚开关开启,电机依次反转抬压脚,正转下放压脚,踏板工作模式切换为后踏且剪线功能开关开启,执行剪线功能,在剪线后电机反转回至正缝针距,继续直缝,直到缝纫结束,即实现S1-S2-S3-A1-A2-S7-S8-S9的直缝-抬压脚-剪线-直缝模式。
缝纫模式十二:
如图14所示,缝纫机开机,控制器初始化,电机找到原点,控制器读取当前设定值,电机运行至设定的正缝针距,踏板工作模式切换为前踏且前加固缝开关关闭,开始直缝,此时由于停车抬压脚开关开启,电机依次反转抬压脚,正转下放压脚,踏板工作模式切换为后踏且剪线功能开关开启,执行剪线功能,由于剪线抬压脚开关开启,因此电机依次反转抬压脚,正转下放抬压脚,再正转运行至正缝针距,继续直缝,直到缝纫结束,即S1-S2-S3-A1-A2-S7-C1-C2-C3-S9的直缝-抬压脚-剪线-抬压脚-直缝模式。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
尽管本文较多地使用了直缝、剪线等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。