吊床布面自动缝制设备
文献发布时间:2023-06-19 09:40:06
技术领域
本发明涉及的是一种吊床布面自动缝制设备,适用于吊床布面自动卷边锁缝边、布面自动切割、布面成品传递。
背景技术
目前,人们出于露营或其他娱乐活动的需要,已经开发出各种吊床为人提供庇护,使其免遭昆虫、地居动物和恶劣天气之害。当悬挂在地表上方时,吊床提供了比帐篷更为舒适、 干燥、温暖和干净的睡眠表面。
吊床依据制造的材料可分为布吊床和绳网吊床,布吊床通常用薄帆布或尼龙布缝制而成,绳网吊床通常用棉绳或尼龙绳编织而成。布吊床通常都是两端收口型吊床。吊床从结构上讲可分为带杆吊床和不带杆吊床,带杆的吊床床面平整,人躺在上面活动很自由,更舒服,但是因为有杆,所以体积和重量都会比较大,不方便携带。
目前,吊床布面缝制生产,采用人工的方式进行,先将布料手工剪栽成所需长度,再将布料手工卷边,缝纫机锁缝,两端进行手工缝制筒状结构的收口,然后在收口中穿入吊绳,从而完成吊床的制作。但是,此种生产方式的生产效率较低,人 力成本较高,不能满足工业化大批量生产需要。
发明内容
本发明目的是针对上述不足之处提供一种吊床布面自动缝制设备,设置有布料放卷传递装置、布面自动卷边锁缝装置、布面自动切割装置和布面成品自动传送装置,能进行布料放卷传递,吊床布面自动卷边、锁缝边,布面自动传送,自动切割成布面成品,自动传送叠置在工作台上,生产效率高,人力成本低,布面成品质量好,能满足工业化大批量生产需要。
吊床布面自动缝制设备是采取以下技术方案实现的:
吊床布面自动缝制设备包括布料放卷传送装置、布面自动卷边锁缝装置、布面自动切割装置和布面成品自动传送装置;布料放卷传送装置安装在布面自动卷边锁缝装置后部,放卷传送布料给布面自动卷边锁缝装置,布面自动卷边锁缝装置将传送来的布料两侧进行卷边、锁边缝制;布面自动切割装置安装在布面自动卷边锁缝装置前部,按设定长度切割已卷边锁边好布面;布面成品自动传送装置安装在布面自动切割装置前部,布面气动夹将已卷边锁边好布面通过布面传动同步带传送到工作台上,布面自动切割装置切割布面成设定长度布面成品,自动叠放在工作台上,供下道工序缝制吊绳。
所述的布料放卷传送装置包括布料放卷辊、布料放卷传动电机、布料放卷传动辊一、布料放卷传动辊二、布料放卷传送同步带、布料放卷传送同步带轮一、布料放卷传送同步带轮二、布料压紧辊、布料压紧气缸、张紧调节杆、导布辊一、过渡辊和布料放卷机架。
布料放卷辊安装在布料放卷机架一侧下部,吊床布料盘安装在布料放卷辊上,布料放卷传动辊一、布料放卷传动辊二分别安装在布料放卷机架上部,布料放卷传送电机安装在布料放卷机架中部,布料放卷传动辊一端部装有布料放卷传送同步带轮一,布料放卷传动辊二端部装有布料放卷传送同步带轮二,布料放卷传送电机通过布料放卷传送同步带、轮布料放卷传送同步带轮一、布料放卷传送同步带轮二、传动布料放卷传动辊一、布料放卷传动辊二传送布料。
布料压紧辊安装在布料放卷传动辊一和布料放卷传动辊二上部,布料压紧辊两端装有布料压紧气缸,通过压紧气缸将布料压紧辊,连同传送布料压紧在布料放卷传动辊一与布料放卷传动辊二上部,用于传送布料。
过渡辊、导布辊一分别安装在布料放卷机架上部,用于引导传送中布料到布面自动卷边锁缝装置,进行卷边、锁缝布面边。
张紧调节杆安装在布料放卷机架下部,通过调节螺杆调节升降位置,以便调整放卷布料张力,控制放卷布面松紧,有利于下道工序布面卷边、锁缝。
所述的布面自动卷边锁缝装置包括布面锁缝机架、布面卷边器、工业缝纫机、送布辊、导布辊二、布面传动辊、布面传动轮、布面传动带和布面传动电机。
工业缝纫机安装在布面锁缝机架上部,工业缝纫机进布料侧装有布面卷边器,工业缝纫机出布面侧装有送布辊,送布辊由工业缝纫机传动电机传动,导布辊二安装在工业缝纫机前侧布面锁缝机架上,布面传动辊和布面传动电机安装在布面锁缝机架顶部,布面传动电机通过布面传动轮、布面传动带传动布面传动辊,布面传动辊传动锁缝好的吊床布面。
所述的布面卷边器包括上挡板、底板、卷边板和安装支架。卷边板呈倒L形,卷边板上端与上挡板相连,卷边板下端与底板相连,底板下部连接有安装支架。上挡板与底板之间设置有布料通道,卷边板与上挡板之间设置有布料卷边通道,布料通道与布料卷边通道相连通,卷边通道与布料通道高度小于布料厚度2倍。布面卷边器用于布面两边卷边,通过工业缝纫机缝边锁边,可以提高吊床布面强度,吊床布面边上不会脱纱提高吊床使用寿命。
所述的布面放卷机架与布面锁缝机架相连。布面锁缝机架上装有电机控制箱,电机控制箱装有电气控制器件,用于控制布料放卷传动电机、工业缝纫机、布面传动电机等工作。
布面锁缝机架上装有放线盘,放线盘给工业缝纫机提供缝纫线。
所述的布面自动切割装置包括布面切割机架、导布辊三、导布辊四、切割工作台、布面切割压紧板、压紧气缸、切割刀传动导轨、滑块、切割刀传动带、滑块传动电机、切割刀和切割刀传动电机。
切割工作台设置在布面切割机架上部,导布辊三、导布辊四分别设置在靠近布面锁缝机架一侧的布面切割机架上部,用于将已缝锁好边的布面引导到切割工作台上,切割工作台上装有布面切割压紧板,布面切割压紧板两端装有压紧气缸,用于将布面压紧在切割工作台上,便于切割刀切割。
布面切割机架前侧上部装有切割刀传动导轨、滑块安装在切割刀传动导轨上,滑块传动电机安装在布面切割传送机架一侧,滑块与切割刀传送带相连,切割刀传动电机安装在滑块上,切割刀安装在切割刀传动电机输出轴上,滑块传动电机通过切割刀传动带传动滑块,滑块沿着切割刀传动导轨滑动,切割刀传动电机带动切割刀高速传动,按设定长度将面布切割成段,再通过布面成品自动传送送置传送到下道工序。
布面切割机架上装有电气控制箱,电气控制箱装有PLC可编程控制器、电机控制器、气压控制开关等。电气控制箱外侧装有显示屏、控制开关。
所述的布面成品自动传送装置包括布面传送机架、布面工作台、布面气动夹、布面气动夹安装板、滑动板、布面传动导轨、布面传动滑块、成品布面传动电机、布面传动同步带、布面传动同步带轮一,布面传动同步带轮二和同步带传动轴和传动带。
布面传送机架与布面切割机架相连接。布面工作台设置在布面传送机架上,两根布面传动导轨分别安装在布面工作台两侧的布面传送机架上,滑动板两端通过布面传动滑块与布面传动导轨相连,多个布面气动夹安装在气动夹安装板上,气动夹安装板安装在滑动板上部,同步带传动轴安装在布面传送机架后部,同步带传动轴两端装有布面传动同步带轮一,布面传送机架前端两侧分别装有布面传动同步带轮二,两根布面传动同步带分别套装在两个布面传动同步带轮一和两个布面传动同步带轮二上,滑动板两端的布面传动滑块分别与两根布面传动同步带相连。
成品布面传动电机安装在布面切割机架下部。成品布面传动电机通过传动带、传动轮传动同步带传动轴,同步带转动轴传动两端布面传动同步带轮一通过布面传动同步带、布面传动同步带轮二传动布面传动滑块,带动滑动板连同安装在气动夹安装板上的多个布面气动夹沿着布面传动导轨向前滑动,多个气动夹夹持布面向前传送,布面传送到设定长度,在PLC可编程控制器控制下启动切割刀传动电机,切割刀传动电机带动切割刀,按设定长度将布面切割成段,叠放在布面工作台上。布面气动夹松开,成品布面传动电机反向运转,通过布面传动同步带带动布面传动滑块、滑动板、气动夹安装板和布面气动夹复位,再重复循环布面切割传送工序。
布面切割机架上装有红外探测器,红外探测器通过信号线与电器控制器相连,用于探测布面切割场景,控制布面切割传送。
所述的布面气动夹设置有气动夹头、气缸,气缸前部装有气动夹头,气缸上装有进气管、排气管,进气管与气源相连通。通过电磁阀控制进、排气,以控制气动夹头,打开、闭合,可以方便夹持布面。所述的布面气动夹可采用市售气动夹。
工作原理
吊床布面自动缝制设备工作时,吊床布料盘安装在布料放卷传送装置的布料放卷辊上,布料通过布料放卷传动电机带动布料放卷传动辊一、布料放卷传动辊二传动,并经张紧调节杆调节一定张力,经过渡辊、导布辊引导到布面自动卷边锁缝装置的布面卷边器,进入布面卷边器的布料通道和布料卷边通道,布料两侧分别进行卷边,再通过两侧工业缝纫机对布料两侧卷边进行缝纫锁边,经送布辊送出,再经过布面传动电机传动布面传动辊,传动布面到布面自动切割装置的切割工作台,布面成品自动传送装置的多个布面气动夹夹持布面,在成品布面传动电机传动同步带传动下,向前传送,传送到时吊床布面设定长度,经布面切割压紧板压紧,在PLC可编程控制器控制下启动切割刀传动电机,切割刀传动电机带动切割刀高速转动,在滑块传动电机带动下将吊床布面按设定长度切割成成品段,同时布面成品自动传送装置的多个布面气动夹夹持布面,在成品布面传动电机传动同步带传动下叠放在布面工作台上。在PLC可编程控制器控制下,布面气动夹松开,成品布面传动电机反向运转,通过布面传动同步带带动滑动块、滑动板、气动夹安装板和布面气动夹复位,再重复循环上述布面切割传送工序。
吊床布面自动缝制设备设计合理、结构紧凑,由于设置有布料放卷传递装置、布面自动卷边锁缝装置、布面自动切割装置和布面成品自动传送装置,能进行布料放卷传递,吊床布面自动卷边、锁缝边,布面自动传送,自动切割成布面成品,自动传送叠置在工作台上,生产效率高,能提高生产效率5倍以上,人力成本低,能节省劳动力10人以上,而且布面成品质量好,布面成品率达99%以上,能满足工业化大批量生产需要。
附图说明
以下将结合附图对本发明作进一步说明:
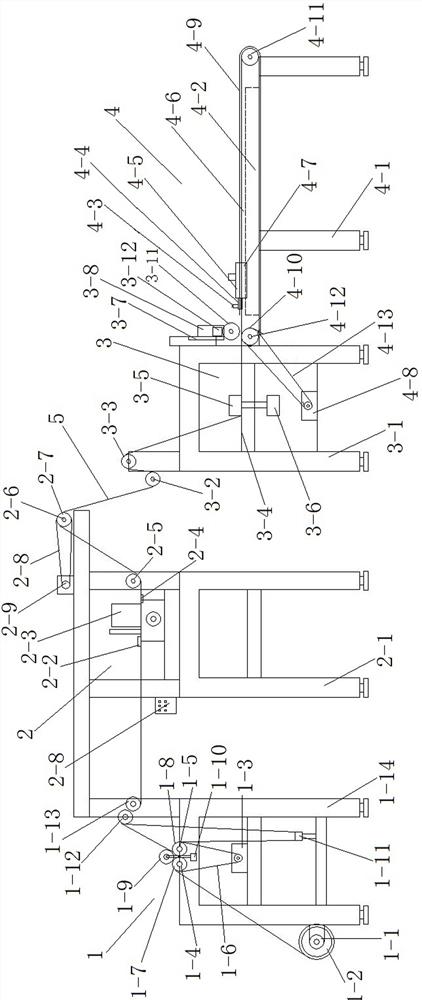
图1是吊床布面自动缝制设备结构示意图。
图2是吊床布面自动缝制设备的布料放卷传递装置结构示意图。
图3是吊床布面自动缝制设备的布面自动卷边锁缝装置结构示意图。
图4是吊床布面自动缝制设备的布面自动切割装置和布面成品自动传送装置结构示意图1。
图5是吊床布面自动缝制设备的布面自动切割装置和布面成品自动传送装置结构示意图2。
图6是吊床布面自动缝制设备的布面自动卷边锁缝装置的布面卷边器结构示意图。
图7是吊床布面自动缝制设备的布面成品自动传送装置的布面气动夹安装示意图。
图8是吊床布面自动缝制设备的布面成品自动传送装置的布面气动夹示意图。
图中:1、布料放卷传送装置,2、布面自动卷边锁缝装置,3、布面自动切割装置,4、布面成品自动传送装置,5、布面;
1-1、布料放卷辊,1-2、吊床布料盘,1-3、布料放卷传动电机,1-4、布料放卷传动辊一,1-5、布料放卷传动辊二,1-6、布料放卷传送同步带,1-7、布料放卷传送同步带轮一,1-8、布料放卷传送同步带轮二,1-9、布料压紧辊,1-10、布料压紧气缸,1-11、张紧调节杆,1-12、导布辊一,1-3、过渡辊,1-14、布料放卷机架;
2-1、布面锁缝机架,2-2、布面卷边器,2-3、工业缝纫机,2-4、送布辊,2-5、导布辊二,2-6、布面传动辊,2-7、布面传动轮,2-8、布面传动带,2-9、布面传动电机,2-10、放线盘;
2-2-1、上挡板,2-2-2、底板,2-2-3、卷边板,2-2-4、安装支架,2-2-5、布料通道, 2-2-6、卷边通道;
3-1、布面切割机架,3-2、导布辊三,3-3、导布辊四,3-4、切割工作台,3-5、布面切割压紧板,3-6、压紧气缸,3-7、切割刀传动导轨,3-8、滑块,3-9、切割刀传动带,3-10、滑块传动电机,3-11、切割刀,3-12、切割刀传动电机;
4-1、布面传送机架,4-2、布面工作台,4-3、布面气动夹,4-4、布面气动夹安装板,4-5、滑动板,4-6、布面传动导轨,4-7、布面传动滑块,4-8、成品布面传动电机,4-9、布面传动同步带,4-10、布面传动同步带轮一,4-11,布面传动同步带轮二,4-12、同步带传动轴,4-13、传动带;
4-3-1、气动夹头,4-3-2、气缸,4-3-3,进气管,4-3-4、排气管。
具体实施方式
参照附图1-8,吊床布面自动缝制设备包括布料放卷传送装置1、布面自动卷边锁缝装置2、布面自动切割装置3和布面成品自动传送装置4;布料放卷传送装置1安装在布面自动卷边锁缝装置2后部,放卷传送布料给布面自动卷边锁缝装置2,布面自动卷边锁缝装置2将传送来的布料两侧进行卷边、锁边缝制;布面自动切割装置3安装在布面自动卷边锁缝装置2前部,按设定长度切割已卷边锁边好布面5;布面成品自动传送装置4安装在布面自动切割装置3前部,布面气动夹将已卷边锁边好布面6通过布面传动同步带传送到工作台上,布面自动切割装置3切割布面5成设定长度布面成品,自动叠放在工作台上,供下道工序缝制吊绳。
所述的布料放卷传送装置1包括布料放卷辊1-1、布料放卷传动电机1-3、布料放卷传动辊一1-4、布料放卷传动辊二1-5、布料放卷传送同步带1-6、布料放卷传送同步带轮一1-7、布料放卷传送同步带轮二1-8、布料压紧辊1-9、布料压紧气缸1-10、张紧调节杆1-11、导布辊一1-12、过渡辊1-13和布料放卷机架1-14。
布料放卷辊1-1安装在布料放卷机架1-14一侧下部,吊床布料盘1-2安装在布料放卷辊1-1上,布料放卷传动辊一1-4、布料放卷传动辊二1-5分别安装在布料放卷机架1-14上部,布料放卷传送电机1-3安装在布料放卷机架1-14中部,布料放卷传动辊一1-4端部装有布料放卷传送同步带轮一1-7,布料放卷传动辊二1-5端部装有布料放卷传送同步带轮二1-8,布料放卷传送电机1-3通过布料放卷传送同步带1-6、轮布料放卷传送同步带轮一1-7、布料放卷传送同步带轮二1-8、传动布料放卷传动辊一1-4、布料放卷传动辊二1-5传送布料。布料压紧辊1-9安装在布料放卷传动辊一1-4和布料放卷传动辊二1-5上部,布料压紧辊1-9两端装有布料压紧气缸1-10,通过压紧气缸1-10将布料压紧辊1-9连同传送布料压紧在布料放卷传动辊一1-4与布料放卷传动辊二1-5上部,用于传送布料。
过渡辊一1-12、导布辊1-13分别安装在布料放卷机架1-14上部,用于引导传送中布料到布面自动卷边锁缝装置2,进行卷边、锁缝布面边。
张紧调节杆1-11安装在布料放卷机架1-14下部,通过调节螺杆调节升降位置,以便调整放卷布料张力,控制放卷布面松紧,有利于下道工序布面卷边、锁缝。
所述的布面自动卷边锁缝装置2包括布面锁缝机架2-1、布面卷边器2-2、工业缝纫机2-3、送布辊2-4、导布辊二2-5、布面传动辊2-6、布面传动轮2-7、布面传动带2-8和布面传动电机2-9。
工业缝纫机2-3安装在布面锁缝机架2-3上部,工业缝纫机2-3进布料侧装有布面卷边器2-2,工业缝纫机2-3出布面侧装有送布辊2-4,送布辊2-4由工业缝纫机2-3传动电机传动,导布辊二2-5安装在工业缝纫机2-3前侧布面锁缝机架2-1上,布面传动辊2-6和布面传动电机2-9安装在布面锁缝机架2-1顶部,布面传动电机2-9通过布面传动轮2-7、布面传动带2-8传动布面传动辊2-6,布面传动辊2-6传动锁缝好的吊床布面5。所述的工业缝纫机2-3采用市售工业缝纫机。
所述的布面卷边器2-2包括上挡板2-2-1、底板2-2-2、卷边板2-2-3和安装支架2-2-4。卷边板2-2-3呈倒L形,卷边板2-2-3上端与上挡板2-2-1相连,卷边板2-2-3下端与底板2-2-2相连,底板2-2-2下部连接有安装支架2-2-4。上挡板2-2-1与底板2-2-2之间设置有布料通道2-2-5,布面卷边板2-2-3与上挡板2-2-1之间设置有布料卷边通道2-2-6,布料通道2-2-5与布料卷边通道2-2-6相连通,卷边通道2-2-6与布料通道2-2-5高度小于布料厚度2倍。布面卷边器2-2用于布面两边卷边,通过工业缝纫机2-3缝边锁边,可以提高吊床布面强度,吊床布面边上不会脱纱提高吊床使用寿命。
所述的布面放卷机架1-14与布面锁缝机架2-1相连。布面锁缝机架2-1上装有电机控制箱2-8,电机控制箱2-8装有电气控制器件,用于控制布料放卷传动电机1-3、工业缝纫机2-3、布面传动电机2-9等工作。
布面锁缝机架2-1上装有放线盘2-10,放线盘2-10给工业缝纫机2-3提供缝纫线。
所述的布面自动切割装置3包括布面切割机架3-1、导布辊三3-2、导布辊四3-3、切割工作台3-4、布面切割压紧板3-5、压紧气缸3-6、切割刀传动导轨3-7、滑块3-8、切割刀传动带3-9、滑块传动电机3-10、切割刀3-11和切割刀传动电机3-12。
切割工作台3-4设置在布面切割机架3-1上部,导布辊三3-2、导布辊四3-3分别设置在靠近布面锁缝机架1-14一侧的布面切割机架3-1上部,用于将已缝锁好边的布面引导到切割工作台3-4上,切割工作台3-4上装有布面切割压紧板3-5,布面切割压紧板3-5两端装有压紧气缸3-6,用于将布面5压紧在切割工作台3-4上,便于切割刀3-11切割。
布面切割机架3-1前侧上部装有切割刀传动导轨3-7、滑块3-8安装在切割刀传动导轨3-7上,滑块传动电机3-10安装在布面切割传送机架3-1一侧,滑块3-8与切割刀传送带3-9相连,切割刀传动电机3-12安装在滑块3-8上,切割刀3-11安装在切割刀传动电机3-12输出轴上,滑块传动电机3-10通过切割刀传动带3-9传动滑块3-8,滑块3-8沿着切割刀传动导轨3-7滑动,切割刀传动电机3-12带动切割刀-11高速传动,按设定长度将面布5切割成段,再通过布面成品自动传送送置4传送到下道工序。
布面切割机架3-1上装有电气控制箱3-13,电气控制箱3-13装有PLC可编程控制器、电机控制器、气压控制开关等。电气控制箱-13外侧装有显示屏、控制开关。
所述的布面成品自动传送装置4包括布面传送机架4-1、布面工作台4-2、布面气动夹4-3、布面气动夹安装板4-4、滑动板4-5、布面传动导轨4-6、布面传动滑块4-7、成品布面传动电机4-8、布面传动同步带4-9、布面传动同步带轮一4-10,布面传动同步带轮二4-11、同步带传动轴4-12和传动带4-13。
布面传送机架4-1与布面切割机架3-1相连接。布面工作台4-2设置在布面传送机架4-1上,两根布面传动导轨4-6分别安装在布面工作台4-2两侧的布面传送机架4-1上,滑动板4-5两端通过布面传动滑块4-7与布面传动导轨4-6相连,多个布面气动夹4-3安装在气动夹安装板4-4上,气动夹安装板4-4安装在滑动板4-5上部,同步带传动轴4-12安装在布面传送机架4-1后部,同步带传动轴4-12两端装有布面传动同步带轮一4-10,布面传送机架4-1前端两侧分别装有布面传动同步带轮二4-11,两根布面传动同步带4-9分别套装在两个布面传动同步带轮一4-10和两个布面传动同步带轮二4-11上,滑动板4-5两端的布面传动滑块4-7分别与两根布面传动同步带4-9相连。
成品布面传动电机4-8安装在布面切割机架3-1下部。成品布面传动电机4-8通过传动带4-13、传动轮传动同步带传动轴4-12,同步带转动轴4-12传动两端布面传动同步带轮一4-10,通过布面传动同步带4-9、布面传动同步带轮二4-11传动布面传动滑块4-7,带动滑动板4-5连同安装在气动夹安装板4-4上的多个布面气动夹4-3沿着布面传动导轨4-6向前滑动,多个布面气动夹4-3夹持布面5向前传送,布面5传送到设定长度,在PLC可编程控制器控制下启动切割刀传动电机3-12,切割刀传动电机3-12带动切割3-11,按设定长度将布面5切割成段,叠放在布面工作台4-2上。布面气动夹4-3松开,成品布面传动电机4-8反向运转,通过布面传动同步带4-9带动布面传动滑块4-7、滑动板4-5、气动夹安装板4-4和布面气动夹4-3复位,再重复循环布面切割传送工序。
布面切割机架3-1上装有红外探测器3-14,红外探测器3-14通过信号线与电器控制器-13相连,用于探测布面切割场景,控制布面切割传送。
所述的布面气动夹4-3设置有气动夹头4-3-1、气缸4-3-2,气缸4-3-2前部装有气动夹头4-3-1,气缸4-3-2上装有进气管4-3-3、排气管4-3-4,进气管4-3-3与气源相连通。通过电磁阀控制进、排气,以控制气动夹头,打开、闭合,可以方便夹持布面5。所述的布面气动夹4-3可采用市售气动夹。
工作原理
吊床布面自动缝制设备工作时,吊床布料盘1-2安装在布料放卷传送装置1的布料放卷辊1-1上,布料通过布料放卷传动电机1-3带动布料放卷传动辊一1-4、布料放卷传动辊二1-5传动,并经张紧调节杆1-11调节一定张力,经过渡辊1-12、导布辊1-13引导到布面自动卷边锁缝装置2的布面卷边器2-2进入布面卷边器2-2的布料通道2-2-5和布料卷边通道2-2-6,布料两侧分别进行卷边,再通过两侧工业缝纫机2-3对布料两侧卷边进行缝纫锁边,经送布辊2-4送出,再经过布面传动电机2-9传动布面传动辊2-6,传动布面5到布面自动切割装置3的切割工作台3-4,布面成品自动传送装置4的多个布面气动夹4-3夹持布面5,在成品布面传动电机4-8通过传动带4-13传动同步带传动轴4-12、布面传动同步带轮一4-10,布面传送布面传动同步带轮二4-11、两根布面传动同步带4-9同步带传动下,向前传送,传送到时吊床布面设定长度,经布面切割压紧板3-5压紧,在PLC可编程控制器控制下启动切割刀传动电机3-12,切割刀传动电机3-12带动切割刀3-11高速转动,在滑块传动电机3-10带动下将吊床布面5按设定长度切割成成品段,同时布面成品自动传送装置的多个布面气动夹4-3夹持布面,在成品布面传动电机4-8传动同步带传动下叠放在布面工作台4-2上。在PLC可编程控制器控制下,布面气动夹4-3松开,成品布面传动电机4-8反向运转,通过布面传动同步带4-9带动布面传动滑块4-7、滑动板4-5、布面气动夹安装板4-4和布面气动夹4-3复位,再重复循环上述布面切割传送工序。