一种拉链缝合通用模具及其拉链缝合方法
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及服装制造技术领域,特别涉及一种拉链缝合通用模具及其拉链缝合方法。
背景技术
上衣的前门襟很多都需要上拉链,传统的拉链缝合方法为先摆放前门裁片与拉链缝合位置,用平缝机寨线,然后再进行缝合,缝合后的前门与拉链抻吃不平,拉链拉合后左右前门的胸袋、大袋位置不容易完全对称,难以保证产品质量。
为了解决这一问题,专利CN108998901A、CN204467038U提出了上衣前门拉链缝制的模具,采用了三层结构的模板来固定裁片、拉链,再将裁片和拉链合缝,提高生产效率,同时又使得加工而成的前门襟平整。但该拉链缝制通用模具不能满足一些上衣裁片在拉链加工过程中要求有缩缝的加工效果,依然需要人工控制缩缝,导致缩缝不均匀,影响产品质量。
发明内容
本申请的目的在于克服现有技术中所存在的上述不足,提供一种适用于裁片要求缩缝的拉链缝合通用模具。
本申请还提供了一种拉链缝合方法。
为了实现上述发明目的,本申请提供了以下技术方案:一种拉链缝合通用模具包括从下到上依次设置的底板、中板和盖板,所述底板分别与所述中板、所述盖板的同侧转动连接;所述中板靠近转动连接的一侧设置有拉链槽;所述中板上表面或所述盖板下表面均匀设置有若干吃势条;所述盖板下表面或者所述中板上表面对应设置有若干与所述吃势条匹配的吃势槽。
在上述技术方案中,拉链缝合通用模具设置有吃势条和吃势槽,通过吃势槽和吃势条的相互夹合,将待加工且需要缩缝的裁片缩短成波浪形,再进行缝制,实现缩缝;实现拉链两侧的两片裁片缩缝不同,适用于多层结构的前门襟且要求某一层缩缝的上衣加工。采用该结构加工而成的前门襟在保证了无需缩缝的一层裁片平整,同时又使得需要缩缝的一层裁片的缩缝均匀,提高了加工效率,同时也保证了产品质量。
进一步地,所述吃势条与所述中板或所述盖板可拆卸连接或滑动连接,使所述中板或所述盖板上的吃势条数量可调整或者吃势量可调整,实现待加工的裁片的吃势量调整,使其适用于不同吃势量需求的前门襟加工。
进一步地,所述中板上表面或所述盖板下表面设置有若干调节槽;所述调节槽的深度从靠近所述拉链槽一端向远离所述拉链槽一端逐增大;所述吃势条嵌入所述调节槽内且可沿所述调节槽滑动。推动所述吃势条即可实现吃势条高度的调整,进而调整铺设在中板上的裁片的吃势量的调整;其调节范围更大,且吃势量调节更加精确;同时吃势条在调节过程中无需从中板取下,避免了吃势条取下后散落遗失的问题。
进一步地,相邻的所述吃势条之间均设置有双面布基胶,便于将待加工的裁片固定在中板上,使吃势量固定;同时也避免了裁片在加工过程中发生位移,影响产品质量。
进一步地,所述拉链槽侧壁上设置有至少一个拉链头缺口,用于定位拉链,使拉链的放置位置准确,避免了因为不同的人放置拉链造成的拉链位置不齐,影响后续加工和产品质量。
优选地,所述拉链头缺口设置有多个,使其适用于不同长度的拉链缝合加工。
进一步地,所述盖板和所述底板上均设置有相互对应的缝纫缝;所述缝纫缝对应所述拉链槽设置,且沿所述拉链槽的长方向延伸。所述缝纫缝的宽度小于所述拉链槽的宽度,限制拉链缝合的位置,使拉链缝合位置统一,同时也保证了拉链缝合线直顺。
进一步地,所述底板中间设置有固定条;所述中板包括第一中板和第二中板;所述第一中板和所述第二中板分别位于固定条的两侧,且所述第一中板和所述第二中板的一侧均分别与所述固定条的两侧转动连接;所述第一中板和所述第二中板靠近所述固定条的一端均分别设置有第一拉链槽和第二拉链槽;所述第一中板和所述第二中板上均设置有若干所述吃势条或所述吃势槽;所述盖板包括第一盖板和第二盖板,所述第一盖板和所述第二盖板分别位于固定条的两侧,且所述第一盖板和所述第二盖板的一侧均分别与所述固定条的两侧转动连接;所述第一盖板和所述第二盖板上均设置有若干与所述吃势条匹配的所述吃势槽或,所述第一盖板和所述第二盖板上均设置有若干与所述吃势槽匹配的所述吃势条。
上述技术方案中,所述固定条两侧设置有两组拉链缝合通用模具,使其可同时固定两组待缝合拉链和裁片,提高加工效率。
本发明还公开上述拉链缝合通用模具的使用方法,其具体包括以下步骤:
S1:将一裁片放置在所述底板上,然后下压中板,使该裁片通过所述拉链槽露出与所述拉链缝合的位置;
S2:将所述拉链沿所述拉链槽铺设在步骤S1固定的裁片上;
S3:取需要缩缝的裁片,然后将铺设在中板上,使该裁片覆盖在所述拉链的布带上;
S4:下压盖板,使所述吃势条推动步骤S3的裁片嵌入所述吃势槽中;
S5:将所述拉链缝合通用模具和固定在所述拉链缝合通用模具上的所述拉链合所述裁片放在缝合设备下,沿所述拉链的布条缝合即可。
其中,步骤S1中的裁片通常为不需要缩缝的裁片,步骤S3中的裁片通常为需要缩缝的裁片。
在上述技术方案中,将不需要缩缝的裁片铺设在底板和中板之间,并通过中板将不需要缩缝的裁片压平,保证了这一裁片在与拉片缝合过程中的平整;同时通过拉链槽确定了拉链的缝合位置,避免拉链偏移;上述方法将需要缩缝的裁片铺设在中板和盖板之间,通过中板上的吃势条和盖板上的吃势槽的夹合使该裁片缩合,形成均匀的缩缝,并同时使吃势量确定下来,再进行缝合,使加工得到的产品不需要缩缝的平整,需要缩缝的缩缝均匀、整齐,提高产品的加工效率和加工质量。
进一步地,所述吃势条可调整;所述步骤S1之前,还包括步骤S0:根据待加工的裁片所需要缩缝的量,调整所述吃势条的数量或高度。使缝合拉链和裁片的吃势量满足加工需求。
与现有技术相比,本发明的具有以下有益效果:
本申请公开了一种拉链缝合通用模具,设置有底板和与底板可转动连接的中板、盖板,并在中板和盖板上分别设置有吃势条和吃势槽,通过吃势槽和吃势条的相互夹合,将设置在中板和盖板之间且待加工的裁片缩短成波浪形,再进行缝制,实现缩缝;实现拉链两侧的两片裁片缩缝不同,适用于多层结构的前门襟且要求某一层缩缝的上衣加工。采用该结构加工而成的前门襟在保证了无需缩缝的一层裁片平整,同时又使得需要缩缝的一层裁片的缩缝均匀,提高了加工效率,同时也保证了产品质量;此外本申请所设置的吃势条与所述中板或所述盖板可拆卸连接或者滑动连接,实现吃势条的吃势量可调,使其适用于不同吃势量的裁片加工。本申请还公开了一种拉链缝合方法,采用本申请公开的拉链缝合通用模具缝合拉链和裁片,将不需要缩缝的裁片铺设在底板和中板之间,并通过中板将不需要缩缝的裁片压平,保证了这一裁片在与拉片缝合过程中的平整;同时通过拉链槽确定了拉链的缝合位置,避免拉链偏移;上述方法将需要缩缝的裁片铺设在中板和盖板之间,通过中板上的吃势条和盖板上的吃势槽的夹合使该裁片缩合,形成均匀的缩缝,并同时使吃势量确定下来,再进行缝合,使加工得到的产品不需要缩缝的平整,需要缩缝的缩缝均匀、整齐,提高产品的加工效率和加工质量;此外在铺设裁片之前还设置有吃势量调整步骤,通过调整吃势条的吃势量,可使得加工得到的上衣吃势量更加精确,提高产品质量。
附图说明
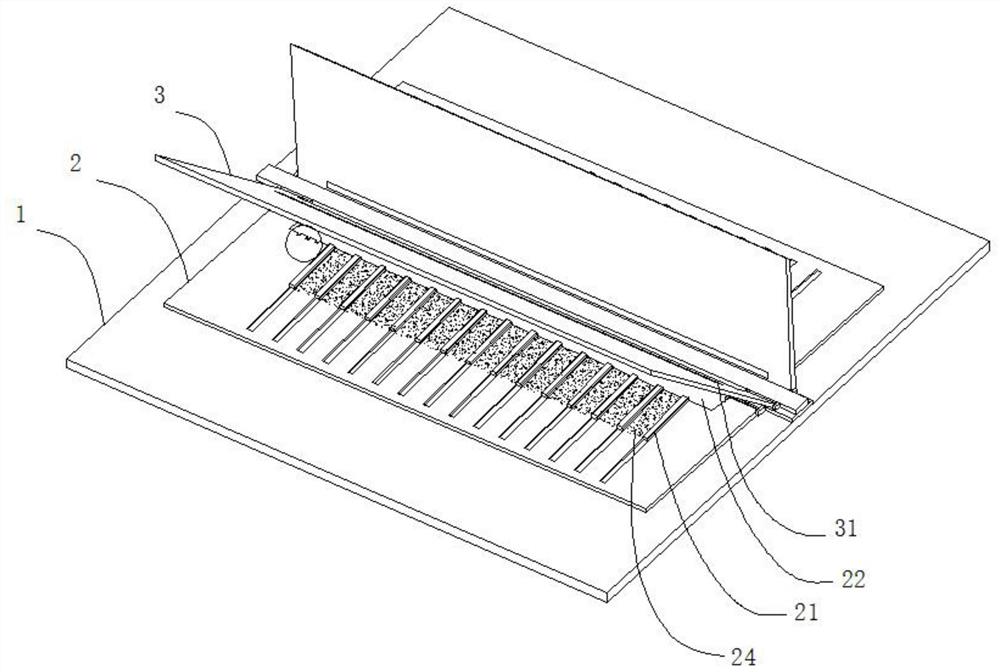
图1为本发明一些实施例中公开的一种拉链缝合通用模具的立体结构示意图;
图2为图1的局部放大图;
图3为本发明一些实施例中公开的一种拉链缝合通用模具的正视图;
图4为图3的剖视图;
图5为图4的局部放大图;
图6为本发明一些实施例公开的一种拉链缝合通用模具的盖板仰视图;
图中标记:1-底板,11-固定条,2-中板,21-吃势条,211-T型限位台阶,22-拉链槽,23-拉链头缺口,24-双面布基胶,25-调整槽,251-限位块,26-第一中板;27-第二中板,3-盖板,31-缝纫缝,32-吃势槽,33-第一盖板,34-第二盖板。
具体实施方式
下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
现有的在前门襟拉链缝合过程中,有些裁片层要求缩缝,但现有的拉链缝合通用模具通常只能保证裁片在拉链缝合过程中保持平整,提高加工效率;但对于要求缩缝的裁片仍然只能通过人工缩缝,影响加工效率,同时也难以保持裁片缩缝均匀。特别是对于前门襟拉链缝合过程中,一层需要缩缝,另一层不需要缩缝的加工情况,由于两层裁片对加工的要求不同,导致难以保证两层裁片在加工过程中达到良好的质量要求,同时加工效率也很低。
对于上述技术问题,本申请的发明人提出了一种拉链缝合通用模具,在模具的中板2和盖板3上分别设置相互匹配的吃势槽32和吃势条21,并在中板2与底板1之间不设置吃势槽32和吃势条21,实现一层裁片在拉链缝合加工过程中被抻平,保持平整;另一层裁片因为吃势条21和吃势槽32的夹合形成均匀的缩缝,无需人工缩缝,提高缩缝加工效率,同时使其在拉链缝合加工过程中保持缩缝,进而得到缩缝均匀的产品。
本申请公开一种拉链缝合通用模具包括从下到上依次设置的底板1、中板2和盖板3,所述底板1分别与所述中板2、所述盖板3的同侧转动连接;所述中板2靠近转动连接的一侧设置有拉链槽22;所述中板2上表面均匀设置有若干吃势条21;所述盖板3下表面对应设置有若干与所述吃势条21匹配的吃势槽32。
需要说明的是,所述底板1、中板2和盖板3均为薄板结构,所述中板2和所述盖板3与所述底板1的转动连接处位于所述底板1的一侧;所述盖板3上对应所述拉链槽22设置有缝纫缝31;用于缝合拉链和裁片时下针和走线。
可选地,中板2、盖板3和底板1的转动连接可通过柔性连接件或者转动轴转动连接。其中,所述转动连接件可以为柔性橡胶材料或者弹性金属材料或者其他柔性材料。需要说明的是,当所述中板2、盖板3与所述底板1通过转动轴转动连接时,所述底板1的一端设置有连接台;所述连接台上对应中板2设置有至少两个转动筒、对应所述盖板3设置有至少两个转动筒;所述中板2一端设置有可穿过转动筒且在转动筒内自由转动的转动杆、所述盖板3一端也设置有可穿过转动筒可在转动筒内自由转动的转动杆,进而实现中板2与底板1、盖板3与底板1的转动连接。
需要说明的是,所述拉链槽22为矩形槽,用于铺设拉链,其可以为设置在中板2内部的矩形通孔,也可以为设置在中板2靠近与底板1转动连接一端的侧边上的矩形缺口;优选为设置在中板2靠近与底板1转动连接一端的侧边上的矩形缺口,便于裁片的对齐。需要说明的是,所述吃势条21为一端连接所述拉链槽22且与拉链槽22的延伸方向垂直的矩形条或者弧形条或者截面为其他多边形结构的长条;优选为弧形条,使裁片铺设在中板2上时与吃势条21更加贴合性更好,吃势量更加准确。
在使用过程中,先将一不需要缩缝的裁片铺设在底板1上,使不需要缩缝的裁片需要缝合拉链的一边与拉链槽22对其,并露出用于缝合拉链的部位;下压中板2使不需要缩缝的裁片平整,然后在拉链槽22内铺设拉链,使拉链的链牙与不需要缩缝的裁片的边缘对齐;然后在中板2上铺设需要缩缝的裁片,然后按压需要缩缝的裁片,使需要缩缝的裁片与吃势槽32 更加贴合,然后下压盖板3,使吃势槽32与吃势条21相互啮合,使需要缩缝的裁片在吃势槽32和吃势条21相互夹合的作用下,形成波浪形的缩合,实现均匀缩缝吃势;然后将拉链缝合通用模具和被固定在拉链缝合通用模具中的裁片和拉链放在缝合设备下,进行缝合即可。
在一些实施例中,一种拉链缝合通用模具的吃势槽32设置在盖板3下表面,其吃势条 21设置在所述中板2靠近转动连接的一侧;其余结构与实施例1基本相同,因此不再一一详述。
在使用过程中,先将一不需要缩缝的裁片铺设在底板1上,使不需要缩缝的裁片需要缝合拉链的一边与拉链槽22对其,并露出用于缝合拉链的部位;下压中板2使不需要缩缝的裁片平整,然后在拉链槽22内铺设拉链,使拉链的链牙与不需要缩缝的裁片的边缘对齐;然后在中板2上铺设需要缩缝的裁片,然后按压需要缩缝的裁片,使需要缩缝的裁片与吃势条21 更加贴合,然后下压盖板3,使吃势条21与吃势槽32相互啮合,使需要缩缝的裁片在吃势条21和吃势槽32相互夹合的作用下,形成波浪形的缩合,实现均匀缩缝吃势;然后将拉链缝合通用模具和被固定在拉链缝合通用模具中的裁片和拉链放在缝合设备下,进行缝合即可。
在一些实施例中,拉链缝合通用模具中所述吃势条21与所述中板2或所述盖板3可拆卸连接,通过吃势条21与中板2或盖板3的可拆卸连接来实现吃势条21的数量调整,进而实现吃势量的调整。
可选的,吃势条21与中板2或者盖板3的可拆卸连接可通过卡接、粘接、磁性连接或者紧固件实现;其优选为粘接或者磁性连接,便于吃势条21的快速、反复拆装,无需增加其他结构或者零件。需要说明的是,当所述吃势条21与中板2或盖板3粘接时,其采用的粘合材料或者粘胶剂为在室温下不固化且能用于裁片粘合的布基粘胶,使吃势条21被取下后,其露出的粘合材料或者粘胶剂可用于裁片的粘合固定。所述布基粘胶可采用市售的双面布基胶带。
需要说明的是,吃势条21和中板2或盖板3磁性连接时,吃势条21可以为磁性材料制备或者铁磁化材料制备而成;或者所述吃势条21上一侧面设置有磁条;中板2或盖板3上设置有磁条,用于实现吃势条21与中板2或盖板3的磁性连接。
在一些实施例中,吃势条21与中板2或者盖板3通过卡接可拆卸连接时,中板2或盖板 3上设置有用于嵌入吃势条21的嵌入槽;所述吃势条21一端面设置有可嵌入嵌入槽的凸起,进而实现吃势条21与中板2或盖板3的卡接。
在一些实施例中,所述吃势条21与所述中板2或所述盖板3滑动连接,所述吃势条21 通过滑动调整吃势量,但在调整过程中,吃势条21不完全脱离中板2或者盖板3,进而避免吃势条21被取下后四处散乱,不易管理、收纳。
其具体可采用以下结构:所述中板2上表面或所述盖板3下表面设置有若干调节槽25;所述调节槽25的深度从靠近所述拉链槽22一端向远离所述拉链槽22一端逐增大;所述吃势条21嵌入所述调节槽25内且可沿所述调节槽25滑动。
需要说明的是,所述吃势条21难以完全退出调节槽25可通过以下结构实现:其一调节槽25远离拉链槽22的一端有封端,即其并不是一个通槽,所述吃势条21在滑动的过程中,因为封端难以退出调节槽25;其二调节槽25是一个通槽,但其远离拉链槽22的一端设置有限位块,吃势条21靠近拉链槽22的一端对应限位块设置有限位台阶,使吃势条21在被滑动至调节槽25远离拉链槽22的最远端时,因为限位块和限位台阶的限制使吃势条21难以退出调节槽25。在上述结构中,吃势条21的两侧面均设置有沿吃势条21长方向延伸的限位条,对应的所述调节槽25两侧壁上设置有与限位条匹配的限位槽,所述限位条嵌入限位槽内且可沿限位槽滑动;需要说明的,限位槽与调节槽25的底面距离始终保持不变。优选地,所述调节槽25远离拉链槽22的一端设置有封端,且调节槽25的这一端设置有限位块251,另一端也设置有限位块251;所述吃势条21的下表面设置有T型限位台阶211;所述吃势条21可通过滑动到中间位置自由取出;又可以在滑动到两端时被限制在调节槽25内。
同时,由于调节槽25为深度逐渐变化的斜槽,滑动吃势条21,即可调整吃势条21深处调节槽25的高度,进而实现吃势量较为准确的调整;特别是对于在拉链缝合范围内吃势量不平均分布的裁片,采用滑动调整的吃势量的吃势条21,可实现裁片每个部分的吃势量调整,使其加工得到的产品质量更好。
在一些实施例中,所述中板2上表面设置有双面布基胶24,用于固定需要缩缝的裁片,使其吃势量固定。优选地,当中板2上设置的是吃势条21时,双面布基胶24设置在相邻的两个吃势条21之间;当中板2上设置的是吃势槽32时,双面布基胶24设置在吃势槽32 内,减少双面布基胶24的使用,同时也便于裁片的位置调整。所述双面布基胶24可选用市售的双面布基胶带。
在一些实施例中,所述拉链槽22侧壁上设置有至少一个拉链头缺口23,用于铺设拉链时,便于拉链铺设位置定位和避免拉链头影响拉链铺设位置的对其。优选得,所述拉链头缺口23设置为多个,使其对应不同长度的拉链铺设,使拉链缝合通用模具适用于不同长度的拉链加工。
在使用过程中,不需要缩缝的裁片铺设并通过中板2压平之后,将待缝合的拉链的拉链头嵌入拉链头缺口23,然后拉平铺设拉链即可,即可实现拉链的定位和限位。
需要说明的是,所述盖板3和所述底板1上均设置有相互对应的缝纫缝31;所述缝纫缝 31对应所述拉链槽22设置,且沿所述拉链槽22的长方向延伸。所述缝纫缝31的宽度小于所述拉链槽22的宽度,用于限制拉链缝合的位置,使拉链缝合位置统一,同时也保证了拉链缝合线直顺;缝纫缝31的长度可以根据适用的拉链缝合的长度设置。
在一些实施例中,所述底板1中间设置有固定条11;所述中板2包括第一中板26和第二中板27;所述第一中板26和所述第二中板27分别位于固定条11的两侧,且所述第一中板26和所述第二中板27的一侧均分别与所述固定条11的两侧转动连接;所述第一中板26和所述第二中板27靠近所述固定条11的一端均分别设置有第一拉链槽22和第二拉链槽22;所述第一中板26和所述第二中板27上均设置有若干所述吃势条21或所述吃势槽32;所述盖板3包括第一盖板33和第二盖板34,所述第一盖板33和所述第二盖板34分别位于固定条11的两侧,且所述第一盖板33和所述第二盖板34的一侧均分别与所述固定条11的两侧转动连接;所述第一盖板33和所述第二盖板34上均设置有若干与所述吃势条21匹配的所述吃势槽32或,所述第一盖板33和所述第二盖板34上均设置有若干与所述吃势槽32匹配的所述吃势条21。即,底板1中间设置有与中板2和盖板3转动连接的固定条11,使固定条 11两端的第一中板26、第一盖板33与第二中板27、第二盖板34与底板1形成两套拉链缝合通用模具,实现两套拉链缝合通用模具的同时应用,提高加工效率。
优选地,所述底板1、中板2和盖板3中的任一或者全部均可以采用透明材料或者部分透明材料制备而成;优选的,中板2和盖板3优选为透明材料或者部分透明材料制备而成,便于铺设和加工过程中观察裁片和拉链,便于检查、调整裁片和拉链的位置。
优选地,所述底板1、中板2和盖板3上设置有若干刻度或者标准线,所述刻度可沿底板1、中板2和盖板3的边沿设置,用于显示裁片和拉链的尺寸,也便于定位;所述标准线可沿拉链槽22或者铺设裁片的线设置,便于对齐裁片和拉链。
本发明还公开了一种拉链缝合方法,采用上述拉链缝合通用模具缝合拉链和裁片,其具体包括以下步骤:
S1:取两片待缝合的裁片,其中一片为不需要缩缝的裁片,另一片为需要缩缝的裁片;将不需要缩缝的裁片放置在所述底板1上,使裁片的需要缝合拉链的一端与拉链槽22对齐,然后下压中板2,使该裁片通过所述拉链槽22露出与所述拉链缝合的位置;
S2:将所述拉链沿所述拉链槽22铺设在步骤S1固定的裁片上;
S3:取需要缩缝的裁片,然后将铺设在中板2上,使该裁片覆盖在所述拉链的布带上;
S4:下压盖板3,使所述吃势条21推动步骤S3的裁片嵌入所述吃势槽32中;
S5:将所述拉链缝合通用模具和固定在所述拉链缝合通用模具上的所述拉链和所述裁片放在缝合设备下,沿所述拉链的布条缝合即可。
在一些实施例中,当所述吃势条21可调整时;在所述步骤S1之前,还包括步骤S0:根据待加工的裁片所需要缩缝的量,调整所述吃势条21的吃势量。
在一些实施例中,当底板1中间设置有固定条11,使固定条11两端的第一中板26、第一盖板33与第二中板27、第二盖板34与底板1形成两套拉链缝合通用模具时,所述使用方法可以为:
S1:取两片待缝合的裁片,其中一片为不需要缩缝的裁片,另一片为需要缩缝的裁片;将不需要缩缝的裁片放置在所述底板1的固定条11一侧上,使裁片的需要缝合拉链的一端与拉链槽22对齐,然后下压中板2,使该裁片通过所述拉链槽22露出与所述拉链缝合的位置;
S2:将所述拉链沿所述拉链槽22铺设在步骤S1固定的裁片上;
S3:取需要缩缝的裁片,然后将铺设在中板2上,使该裁片覆盖在所述拉链的布带上;
S4:下压盖板3,使所述吃势条21推动步骤S3的裁片嵌入所述吃势槽32中;
S5:再取待缝合的裁片,其中一片为不需要缩缝的裁片,另一片为需要缩缝的裁片;然后重复步骤S1~S4,使固定条11两边的分别固定好两套裁片和拉链;
S6:将所述拉链缝合通用模具和固定在所述拉链缝合通用模具上的所述拉链和所述裁片放在缝合设备下,沿所述拉链的布条缝合即可。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。