自动剪切橡筋包缝机
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及工业成衣制造技术领域,特别是涉及一种自动剪切橡筋包缝机。
背景技术
目前,在一般的橡筋剪切、拼接生产中,其方法为将橡筋面料铺放于具有刻度标识的台面上,一名工人使用烫斗设定一定的温度优选对橡筋进行烫平和预缩,另一名工人站在需要剪切长度参数的位置上,每次将橡筋铺放移动到预设位置后用剪刀将橡筋剪断,如此反复进行烫平、预缩、剪切工作,最后批量将剪切后的橡筋运输到缝纫机上,由工人将橡筋两头对齐后在包缝机或者平缝机上实施拼接车缝,生产效率明显低下。
发明内容
基于此,有必要针对现有的橡筋剪切、拼接生产效率低下的问题,提供一种自动剪切橡筋包缝机。
本发明提供了一种自动剪切橡筋包缝机,包括
机架;
预缩压烫组件,所述预缩压烫组件设置在所述机架上,用于对橡筋压烫预缩;
橡筋送料组件,所述橡筋送料组件设置在所述机架上,用于输送压烫预缩后的橡筋;
切刀组件,所述切刀组件设置在所述机架上,用于将输送来的压烫预缩后的橡筋进行切割;
夹料组件,所述夹料组件设置在所述机架上,用于抓取切割后的橡筋;
包缝机,所述包缝机设置在所述机架上,用于将抓取的橡筋车缝。
上述自动剪切橡筋包缝机,结构合理、使用方便、实用可靠,可以实现自动压烫预缩、送带切断以及橡筋夹料自动车缝的功能,整体自动化程度高,生产效率高。
在其中一个实施例中,所述预缩压烫组件包括底板、第一加热板、第二加热板、气缸座、压模气缸、松带电机以及松带轮;
所述底板设置在所述机架上的第二支架上,所述第一加热板固定在所述底板,所述气缸座固定在所述底板的侧面,所述压模气缸固定在所述气缸座上,所述第二加热板固定在所述压模气缸上,且所述第二加热板与所述第一加热板相对设置;
所述松带电机设置在所述底板的一端,所述松带电机的输出轴与所述松带轮连接。
在其中一个实施例中,所述预缩压烫组件还包括固定座、送料气缸、第一送料滚轮、第二送料滚轮以及送料电机;
所述固定座设置在所述底板远离所述松带电机的一端,所述第一送料滚轮和所述第二送料滚轮均设置在所述固定座内,且所述第一送料滚轮的轴向和所述第二送料滚轮的轴向平行;
所述送料气缸和所述送料电机均设置在所述固定座上,所述送料气缸上的伸缩端穿过所述固定座后通过连接夹板与所述第一送料滚轮连接,所述送料电机的输出轴穿过所述固定座后与所述第二送料滚轮连接。
在其中一个实施例中,所述橡筋送料组件包括送带面板、松带器、被动滚轴、送带电机以及主动滚轴;
所述送带面板设置在所述机架上的第三支架上,所述松带器和所述送带电机均设置在所述送带面板上,所述主动滚轴和所述被动滚轴均设置在所述送带面板的底面上,所述主动滚轴的轴向和所述被动滚轴的轴向平行,所述主动滚轴和所述被动滚轴之间的间隙位置与所述送带面板上的落料口的位置相对应,所述送带电机的输出轴与所述主动滚轴连接。
在其中一个实施例中,所述橡筋送料组件还包括压料器、压料压脚以及限位板,所述压料器和所述限位板均设置在所述送带面板上,所述落料口沿所述橡筋移动方向的两侧分别设置有一个所述限位板,所述压料压脚铰接在所述压料器上,所述压料压脚位于两个所述限位板之间。
在其中一个实施例中,所述橡筋送料组件还包括连接轴和进给气缸,所述进给气缸设置在所述送带面板的底面,所述进给气缸通过所述连接轴与所述被动滚轴连接。
在其中一个实施例中,所述切刀组件包括切料底座、超声波振子、动刀气缸以及超声波切刀;
所述切料底座设置在所述机架上的第四支架上,所述超声波振子和所述动刀气缸均设置在所述切料底座上,所述超声波切刀与所述动刀气缸连接,且所述超声波切刀和所述超声波振子相对设置;
所述切刀组件还包括稳带器,所述稳带器包括第一夹板、第二夹板、限位导条以及活动块,所述第一夹板和所述第二夹板连接一起后形成限位槽,所述活动块设置在所述限位槽内,所述限位导条的一端位于所述限位槽的外侧,另一端伸入到所述限位槽后与所述活动块连接,所述稳带器设置在所述切料底座上,所述稳带器位于所述超声波振子与所述超声波切刀之间的上方,且所述稳带器的位置与所述橡筋送料组件上的送带面板上的落料口的位置相对应。
在其中一个实施例中,还包括翻转组件,所述翻转组件包括翻转气缸、翻转基座、夹料臂、第一平齐气缸、第一平齐挡板、第二平齐气缸以及第二平齐挡板;
所述翻转气缸通过所述翻转基座安装在所述第四支架上,所述夹料臂设置在所述翻转气缸上,且所述夹料臂位于所述超声波振子和所述超声波切刀之间;
所述第一平齐气缸设置在所述翻转基座上,所述第一平齐气缸位于所述翻转气缸下方,所述第一平齐气缸的伸缩方向与所述动刀气缸的伸缩方向垂直,所述第一平齐挡板安装在所述第一平齐气缸上;
所述第二平齐气缸设置在所述第四支架上,所述第二平齐气缸的伸缩方向与所述第一平齐气缸的伸缩方向垂直,所述第二平齐挡板安装在所述第二平齐气缸上。
在其中一个实施例中,所述夹料组件包括车缝送料平台、送料丝杆机构、夹料底座、第一夹臂、第二夹臂以及夹料气缸;
所述车缝送料平台设置在所述机架上的支撑平台上,所述送料丝杆机构设置在所述车缝送料平台上,所述夹料底座设置在所述送料丝杆机构上,且所述送料丝杆机构能够驱动所述夹料底座沿垂直于所述切刀组件上的动刀气缸的伸缩方向移动;
所述第一夹臂设置在所述夹料底座上,所述第二夹臂与所述第一夹臂铰接,所述夹料气缸固定在所述第一夹臂上,所述夹料气缸上的伸缩端与所述第二夹臂连接;
所述夹料组件还包括回转夹板和回转气缸,所述回转夹板设置在所述夹料底座上,所述第一夹臂设置在所述回转夹板上,且所述第一夹臂能够沿垂直于所述夹料气缸的伸缩方向转动,所述回转气缸设置在所述第一夹臂上。
在其中一个实施例中,还包括包缝机驱动组件,所述包缝机驱动组件设置在所述机架上的第五支架上,所述包缝机设置在所述包缝机驱动组件上。
附图说明
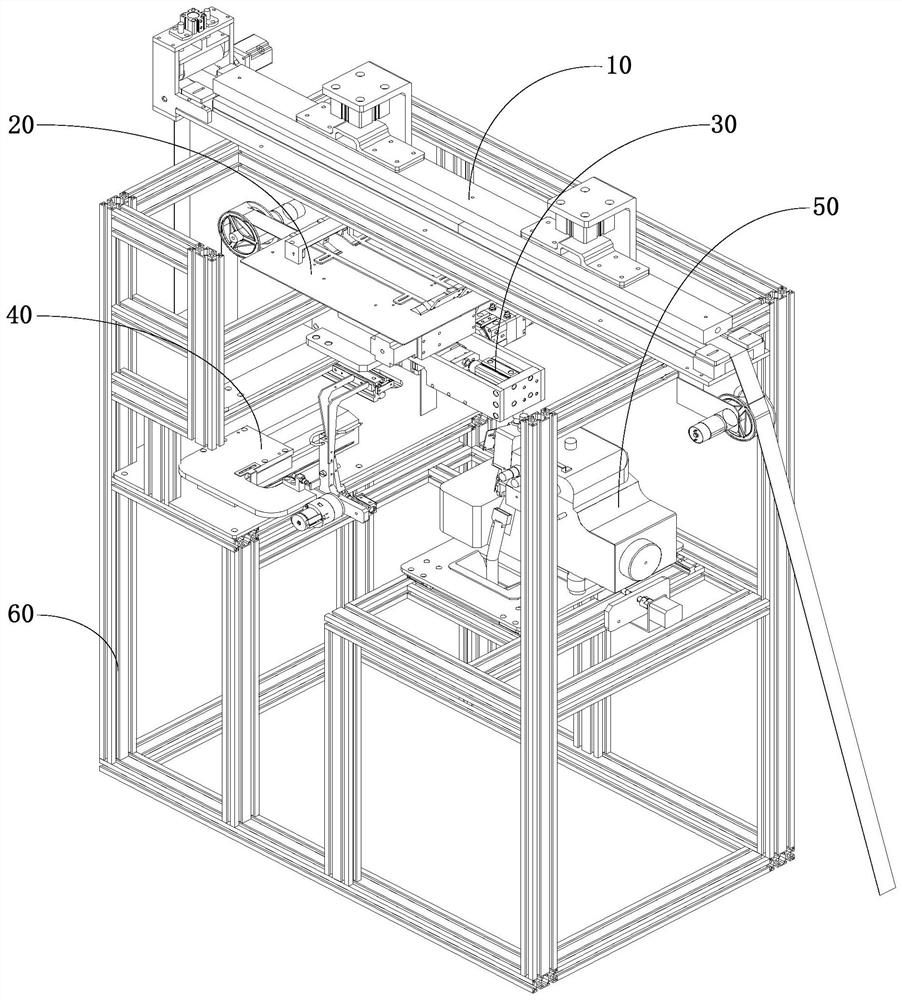
图1为本发明一实施例提供的自动剪切橡筋包缝机的结构示意图;
图2为图1的另一种视图;
图3为图1中的机架示意图;
图4为图1中的预缩压烫组件示意图;
图5为图1中的橡筋送料组件示意图;
图6为图5的底面结构示意图;
图7为图5的底面结构示意图;
图8为图1中的切刀组件示意图;
图9为图8的内部结构示意图;
图10为图8中的稳带器示意图;
图11为图1中的翻转组件示意图;
图12为图11中的翻转组件具体结构示意图;
图13为图12中夹紧橡筋时的示意图;
图14为图12另一种夹紧橡筋时的示意图;
图15为图1的内部结构示意图;
图16为图1中的夹料组件示意图;
图17为图16的另一种视图;
图18为图1中的包缝机示意图;
图19为图18中的包缝机与第五支架的连接结构示意图。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
如图1和图2所示,本发明一实施例中,提供了一种自动剪切橡筋包缝机,包括预缩压烫组件10、橡筋送料组件20、切刀组件30、夹料组件40、包缝机50以及机架60;其中,预缩压烫组件10设置在机架60上,用于对橡筋01压烫预缩,橡筋送料组件20设置在机架60上,用于输送压烫预缩后的橡筋01,切刀组件30设置在机架60上,用于将输送来的压烫预缩后的橡筋01进行切割,夹料组件40设置在机架60上,用于抓取切割后的橡筋01,包缝机50设置在机架60上,用于将抓取的橡筋01车缝。
采用上述技术方案,结构合理、使用方便、实用可靠,可以实现自动压烫预缩、送带切断以及橡筋夹料自动车缝的功能,整体自动化程度高,生产效率高。
在一些实施例中,如图4并结合图3所示,本申请中的预缩压烫组件10包括底板101、第一加热板103、第二加热板104、气缸座105、压模气缸106、松带电机109以及松带轮1010;其中,底板101设置在机架60上的第二支架602上,第一加热板103固定在底板101,气缸座105固定在底板101的侧面,压模气缸106固定在气缸座105上,第二加热板104固定在压模气缸106上,且第二加热板104与第一加热板103相对设置;松带电机109设置在底板101的一端,松带电机109的输出轴与松带轮1010连接。
具体地,上述底板101通过螺栓固定在机架60上的第二支架602上,底板101上背离第二支架602的一侧设置有一层隔热板102,在隔热板102背离底板101的一侧上设置有一层第一加热板103,气缸座105固定在底板101的侧面,压模气缸106固定在气缸座105上,压模气缸106上的伸缩端连接有压模连接座107,第二加热板104设置在压模连接座107上,且第二加热板104与第一加热板103相对设置;底板101的一端上还设置有松带轮安装座1011,松带轮安装座1011通过螺栓固定在底板101上的安装底座108上,松带电机109固定在松带轮安装座1011,松带电机109上的输出轴穿过松带轮安装座1011后与松带轮1010连接。
当松带电机109带动松带轮1010转动后,松带轮1010上的橡筋01就会进入到第一加热板103和第二加热板104之间,此时,通过压模气缸106带动压模连接座107朝向第一加热板103一侧运动,进而就可以带动第二加热板104朝向第一加热板103一侧运动,当橡筋01的上侧与第二加热板104接触,橡筋01的下侧与第一加热板103接触时,通过第一加热板103和第二加热板104就可以实现对橡筋01的高温压烫。需要说明的是,上述第一加热板103和第二加热板104可以选择型号为GZL002的加热板,具体可以根据实际产品的需要进行选择。
进一步地,由于橡筋在运输、摆放的过程中有可能产生皱褶会影响生产过程的质量问题,通过第一加热板和第二加热板的作用,可以将橡筋压烫平整,确保后续的送料、切料、抓取能顺利完成,不会在橡筋存在褶皱情况下影响生产质量;由于橡筋具有一定的伸缩回弹性质,为了使得压烫后的橡筋厚度不发生变化,如图4所示,本申请中的预缩压烫组件10还包括固定座1012、送料气缸1013、第一送料滚轮1014、第二送料滚轮1015以及送料电机1016;其中,固定座1012设置在底板101远离松带电机109的一端,第一送料滚轮1014和第二送料滚轮1015均设置在固定座1012内,且第一送料滚轮1014的轴向和第二送料滚轮1015的轴向平行;送料气缸1013和送料电机1016均设置在固定座1012上,送料气缸1013上的伸缩端穿过固定座1012后通过连接夹板10131与第一送料滚轮1014连接,送料电机1016的输出轴穿过固定座1012后与第二送料滚轮1015连接。
具体地,上述固定座1012通过螺栓固定在底板101远离松带电机109的一端,且该固定座1012为中空结构,送料电机1016设置在固定座1012上,送料电机1016上的输出轴穿过固定座1012后与固定座1012内的第二送料滚轮1015连接,送料气缸1013也设置在固定座1012上,送料气缸1013上的伸缩端穿过固定座1012后连接有连接板10131,第一送料滚轮1014设置在连接板10131上,且第一送料滚轮1014与第二送料滚轮1015的轴向平行,同时,第一送料滚轮1014能够沿其轴向转动;
在工作时,松带电机109带动松带轮1010转动,松带轮1010上的橡筋01就会进入到第一加热板103和第二加热板104之间,此时,通过压模气缸106带动压模连接座107朝向第一加热板103一侧运动,进而就可以带动第二加热板104朝向第一加热板103一侧运动,当橡筋01的上侧与第二加热板104接触,橡筋01的下侧与第一加热板103接触时,通过第一加热板103和第二加热板104就可以实现对橡筋01的高温压烫;经过高温压烫的橡筋01再从第一送料滚轮1014和第二送料滚轮1015之间伸出,此时,通过送料气缸1013带动连接板10131向下运动,以使得第一送料滚轮1014朝向第二送料滚轮1015运动,从而就可以调节第一送料滚轮1014和第二送料滚轮1015之间的间隙距离,以使得经过第一送料滚轮1014和第二送料滚轮1015之间的橡筋01厚度不发生变化。
在一些实施例中,如图5并结合图3所示,本申请中的橡筋送料组件20包括送带面板201、松带器202、被动滚轴2010、送带电机2011以及主动滚轴2012;其中,送带面板201设置在机架60上的第三支架603上,松带器202和送带电机2011均设置在送带面板201上,主动滚轴2012和被动滚轴2010均设置在送带面板201的底面上,主动滚轴2012的轴向和被动滚轴2010的轴向平行,主动滚轴2012和被动滚轴2010之间的间隙位置与送带面板201上的落料口2013的位置相对应,送带电机2011的输出轴与主动滚轴2012连接。
具体地,如图5和图6所示,上述送带面板201的底面通过螺栓安装有送带底板207,该送带底板207固定在第三支架603上,松带器202设置在送带面板201朝向送料电机1016的一侧,该松带器202包括电机和带轮,其中,电机固定在送带面板201上,电机的输出轴与带轮连接,送带面板201上开设有落料口2013;当经过第一送料滚轮1014和第二送料滚轮1015后的橡筋01落到松带器202上的带轮后,电机带动带轮运动,以使得橡筋01沿送带面板201上的落料口2013落入到主动滚轴2012和被动滚轴2010之间的间隙。
进一步地,为了避免橡筋01在送带面板201上沿预设轨道移动,如图5所示,本申请中的橡筋送料组件20还包括压料器203、压料压脚204以及限位板205,其中,压料器203和限位板205均设置在送带面板201上,落料口2013沿橡筋01移动方向的两侧分别设置有一个限位板205,压料压脚204铰接在压料器203上,压料压脚204位于两个限位板205之间。
具体地,上述压料压脚204通过转轴连接在压料器203上,且该压料压脚204能够沿转轴的轴向转动,当橡筋01输送到送带面板201上时,橡筋01位于两个限位板205之间,且压料压脚204按压在橡筋01背离送带面板201的一侧上。
进一步地,当橡筋01输送到送带面板201上时,为了在预设时间内开启送带电机2011,以使得橡筋01经过送带面板201上的落料口2013后继续进行输送,如图5所示,本申请中的橡筋送料组件20还包括识别传感器206,该识别传感器206设置在送带面板201上的落料口2013,当识别传感器206检测到橡筋01已经输送到送带面板201上时,识别传感器206将检测到的信号发送给送带电机控制器,送带电机控制器再控制送带电机2011启动即可。
在一些实施例中,为了对从落料口2013落下的橡筋01进行送料,如图6和图7所示,本申请中的橡筋送料组件20还包括连接轴208和进给气缸209,进给气缸209设置在送带面板201的底面,进给气缸209通过连接轴208与被动滚轴2010连接。
具体地,上述进给气缸209固定在送带底板207的底面,进给气缸209的伸缩端上与连接轴208连接,被动滚轴2010连接在连接轴208上,且被动滚轴2010与主动滚轴2012的轴向平行,当橡筋01沿送带面板201上的落料口2013落入到主动滚轴2012和被动滚轴2010之间的间隙时,通过进给气缸209带动连接轴208运动,连接轴208带动被动滚轴2010朝向主动滚轴2012运动,从而就可以调节主动滚轴2012和被动滚轴2010之间的间隙距离,从而使得被动滚轴2010与主动滚轴2012夹紧橡筋01,此时送带机电2011启动工作时橡筋才能送出,反之若进给气缸209与被动滚轴2010没做进给运动将橡筋夹紧,送带电机2011启动只能让主动滚轴2012空转无法达到送料的目的。
在一些实施例中,如图8并结合图3所示,本申请中的切刀组件30包括切料底座301、超声波振子302、动刀气缸303以及超声波切刀304;其中,切料底座301设置在机架60上的第四支架604上,超声波振子302和动刀气缸303均设置在切料底座301上,超声波切刀304与动刀气缸303连接,且超声波切刀304和超声波振子302相对设置。
具体地,如图8和图9所示,上述切料底座301通过螺栓固定在第四支架604上,动刀气缸303固定在切料底座301上,超声波切刀304设置在动刀底座306上,动刀底座306与动刀气缸303连接,同时动刀底座306设置在平衡滑轨307上,平衡滑轨307固定在切料底座301上,当橡筋01经过超声波切刀304和超声波振子302之间时,通过动刀气缸303带动超声波切刀304在平衡滑轨307上运动,以使得超声波切刀304朝向超声波振子302运动,当超声波切刀304碰触到橡筋01后即可完成剪切加工。
在一些实施例中,为了使得经过主动滚轴2012和被动滚轴2010之间的橡筋01能够平稳的输送到超声波切刀304和超声波振子302之间,如图9并结合图10所示,本申请中的切刀组件30还包括稳带器305,稳带器305设置在切料底座301上,稳带器305位于超声波振子302与超声波切刀304之间的上方,且稳带器305的位置与橡筋送料组件20上的送带面板201上的落料口2013的位置相对应。
具体地,上述稳带器305包括第一夹板3051、第二夹板3052、限位导条3054以及活动块30541,第一夹板3051和第二夹板3052连接一起后形成限位槽3053,活动块30541设置在限位槽3053内,限位导条3054的一端位于限位槽3053的外侧,另一端伸入到限位槽3053后与活动块30541连接。通过限位导条3054带动活动块30541在限位槽3053内活动,从而可以方便改变限位槽3053的大小,以使得该限位槽3053与橡筋01的宽度相匹配。
在使用时,经过主动滚轴2012和被动滚轴2010之间的橡筋01落入到限位槽3053中后,再落入到超声波切刀304和超声波振子302之间,从而可以避免橡筋01发生晃动,进而使得橡筋01稳定的落入到超声波切刀304和超声波振子302之间。
在一些实施例中,为了确保经过限位槽3053后的橡筋01沿长度方向的两侧平整,如图11和图12所示,本申请中的自动剪切橡筋包缝机还包括翻转组件70,该翻转组件70包括翻转气缸701、翻转基座702、夹料臂703、第一平齐气缸704、第一平齐挡板705、第二平齐气缸706以及第二平齐挡板707;翻转气缸701通过翻转基座702安装在第四支架604上,夹料臂703设置在翻转气缸701上,且夹料臂703位于超声波振子302和超声波切刀304之间;第一平齐气缸704设置在翻转基座702上,第一平齐气缸704位于翻转气缸701下方,第一平齐气缸704的伸缩方向与动刀气缸303的伸缩方向垂直,第一平齐挡板705安装在第一平齐气缸704上;第二平齐气缸706设置在第四支架604上,第二平齐气缸706的伸缩方向与第一平齐气缸704的伸缩方向垂直,第二平齐挡板707安装在第二平齐气缸706上。
具体地,如图13和图14所示,上述翻转组件70包括两个夹料臂703,其中一个夹料臂703设置在翻转气缸701,另一个夹料臂703上连接有一个推动气缸,该推动气缸设置在翻转气缸701,当橡筋01经过稳带器305上的限位槽3053后的,此时,控制推动气缸推动其中一个夹料臂703朝向另一个夹料臂703靠近,从而将橡筋01夹在两个夹料臂703之间,然后控制翻转气缸701运动,翻转气缸701带动两个夹料臂703转动180°(如图13),此时,再同时开启第一平齐气缸704和第二平齐气缸706,第一平齐气缸704带动第一平齐挡板705与橡筋01沿长度方向的一侧紧贴,第二平齐气缸706带动第二平齐挡板707与橡筋01沿长度方向的另一侧紧贴(如图14),从而就可以实现橡筋01沿长度方向的两侧处于平整结构。
在一些实施例中,为了方便抓取切割后的橡筋01,如图15、图16、图17并结合图3所示,本申请中的夹料组件40包括车缝送料平台401、送料丝杆机构402、夹料底座403、第一夹臂、第二夹臂以及夹料气缸404;其中,车缝送料平台401设置在机架60上的第一支架601上的支撑平台605上,送料丝杆机构402设置在车缝送料平台401上,夹料底座403设置在送料丝杆机构402上,且送料丝杆机构402能够驱动夹料底座403沿垂直于切刀组件30上的动刀气缸303的伸缩方向移动;第一夹臂设置在夹料底座403上,第二夹臂与第一夹臂铰接,夹料气缸404固定在第一夹臂上,夹料气缸404上的伸缩端与第二夹臂连接。
具体地,上述送料丝杆机构402包括固定座、电机、丝杆以及丝杆螺母,固定座固定在车缝送料平台401上,电机设置在固定座上,电机的输出轴通过联轴器与丝杆连接,丝杆螺母连接在丝杆上,同时丝杆螺母位于固定座上的滑槽中,夹料底座403的底面与丝杆螺母连接,通过电机带动丝杆转动,丝杆带动丝杆螺母沿固定座上的滑槽运动,从而就可以带动夹料底座403运动;
第一夹臂包括主动臂405和主动夹爪406,第二夹臂包括定位臂407和定位夹爪408,其中,定位臂407和定位夹爪408固定连接,定位臂407设置在夹料底座403上,夹料气缸404固定在第一夹臂上,夹料气缸404上的伸缩端与主动臂405连接,主动臂405与主动夹爪406连接,同时,主动臂405和定位臂407之间通过轴承螺丝4012连接;当需要抓取切割后的橡筋01,首先通过送料丝杆机构402带动夹料底座403运动到预设位置,夹料底座403带动定位臂407运动到预设位置,通过夹料气缸404带动主动臂405运动,主动臂405带动主动夹爪406朝向定位夹爪408一侧运动,从而就可以将位于主动夹爪406和定位夹爪408之间的橡筋01抓取。
在一些实施例中,为了方便将主动夹爪406和定位夹爪408之间的抓取的橡筋01转运到包缝机50上的工作面板上,如图16所示,本申请中的夹料组件40还包括回转夹板409和回转气缸4010,回转夹板409设置在夹料底座403上,第一夹臂设置在回转夹板409上,且第一夹臂能够沿垂直于夹料气缸404的伸缩方向转动,回转气缸4010设置在第一夹臂上。
具体地,上述回转夹板409通过螺栓固定在夹料底座403上,回转气缸4010固定在回转夹板409上,定位臂407安装在回转气缸4010上的转轴上,工作时,首先通过送料丝杆机构402带动夹料底座403运动,夹料底座403带动主动夹爪406和定位夹爪408移动到平齐橡筋的位置,此时,夹料气缸404通过轴承螺丝4012为支点控制主动夹爪406向定位夹爪408靠近并抓取橡筋,此时,橡筋01远离主动夹爪406的一端靠在定位臂407上的收料导杆4011上,随后送料丝杆机构402带动夹料底座403运行到包缝机50机针处,此时,过回转气缸4010带动定位臂407转动,由于主动臂405和定位臂407连接在一起,在定位臂407转动的时候,就会带动主动臂405转动,从而就可以带动定位臂407上的定位夹爪408和主动臂405上的主动夹爪406一起转动,进而带动位于主动夹爪406和定位夹爪408之间的橡筋01转动,当转动到预设位置时,夹料气缸404带动主动臂405运动,由于主动臂405和主动夹爪406连接,从而就可以带动主动夹爪406朝远离定位夹爪408的一侧运动,从而就可以将位于主动夹爪406和定位夹爪408之间的橡筋01放置到包缝机50上的工作面板上,车缝加工时,送料丝杆机构402往包缝机机针一侧做定速送料运动,此时通过包缝机50实现对橡筋01的车缝,由于包缝机50对橡筋01的车缝为现有技术,此处不再累述,最后再通过回转气缸4010反向转动,从而就可以上述定位臂407恢复到初始位置,回转气缸4010上油压缓冲器4013的设置,有效降低了回转气缸4010复位时使夹爪与回转气缸4010之间的震动。
在一些实施例中,为了方便移动包缝机50的位置,如图18和图19所示,本申请中的自动剪切橡筋包缝机还包括包缝机驱动组件,该包缝机驱动组件设置在机架60上的第五支架606上,包缝机50设置在包缝机驱动组件上。
具体地,上述包缝机驱动组件包括电机801、联轴器802、丝杆803、承托板804、承托滑块805以及电机座806;其中,包缝机50设置在承托板804上,承托板804的底面通过承托滑块805与第五支架606上的滑轨6061连接,电机801通过电机座806固定在机架上,电机801的输出轴通过联轴器802与丝杆803连接,丝杆803上设置有丝杆螺母,承托板804的底面与丝杆螺母连接;当需要调节包缝机50的位置时,只需要通过电机801带动丝杆803转动,丝杆803带动丝杆螺母转动,丝杆螺母驱使承托滑块805沿滑轨6061滑动,承托滑块805再带动承托板804上的包缝机50运动。
综上所述,本发明在使用时:
首先松带电机109带动松带轮1010转动,松带轮1010上的橡筋01就会进入到第一加热板103和第二加热板104之间,此时,通过压模气缸106带动压模连接座107朝向第一加热板103一侧运动,进而就可以带动第二加热板104朝向第一加热板103一侧运动,当橡筋01的上侧与第二加热板104接触,橡筋01的下侧与第一加热板103接触时,通过第一加热板103和第二加热板104就可以实现对橡筋01的高温压烫;经过高温压烫的橡筋01再从第一送料滚轮1014和第二送料滚轮1015之间伸出,此时,通过送料气缸1013带动连接板10131向下运动,以使得第一送料滚轮1014朝向第二送料滚轮1015运动,从而就可以调节第一送料滚轮1014和第二送料滚轮1015之间的间隙距离,以使得第一送料滚轮1014和第二送料滚轮1015夹紧橡筋01;
当经过第一送料滚轮1014和第二送料滚轮1015后的橡筋01落到松带器202上的带轮后,电机带动带轮运动,以使得橡筋01沿送带面板201上的落料口2013落入到主动滚轴2012和被动滚轴2010之间的间隙,随后橡筋01从稳带器305中的限位槽3053中经过,此时,控制推动气缸推动其中一个夹料臂703朝向另一个夹料臂703靠近,从而将橡筋01夹在两个夹料臂703之间,然后控制翻转气缸701运动,翻转气缸701带动两个夹料臂703转动180°,此时,再同时开启第一平齐气缸704和第二平齐气缸706,第一平齐气缸704带动第一平齐挡板705与橡筋01沿长度方向的一侧紧贴,第二平齐气缸706带动第二平齐挡板707与橡筋01沿长度方向的另一侧紧贴;然后通过夹料气缸404带动主动臂405运动,主动臂405带动主动夹爪406朝向定位夹爪408一侧运动,从而就可以将位于主动夹爪406和定位夹爪408之间的橡筋01抓取,此时,通过动刀气缸303带动超声波切刀304在平衡滑轨307上运动,以使得超声波切刀304朝向超声波振子302运动,当超声波切刀304碰触到橡筋01后即可完成剪切加工,然后通过送料丝杆机构402带动夹料底座403运动,夹料底座403带动主动夹爪406和定位夹爪408移动到平齐橡筋的位置,此时,夹料气缸404通过轴承螺丝4012为支点控制主动臂405运动,由于主动臂405和主动夹爪406连接在一起,当主动臂405运动的时候,就可以使得主动臂405上的主动夹爪406向定位夹爪408靠近并抓取橡筋,最后放置到包缝机50上的工作面板上,通过包缝机50实现对橡筋01的车缝。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。