一种头枕杆防错检查机
文献发布时间:2023-06-19 10:35:20
技术领域
本发明涉及机械制造领域,特别涉及一种头枕杆防错检查机。
背景技术
汽车头枕是一种驾驶舒适性配置用品和安全防护用品,在发生交通事故时,碰撞所产生的巨大冲击力全都挤压在脆弱的颈部,使驾乘人员的脊椎很可能受到伤害,严重者甚至会导致神经系统出现问题导致瘫痪,甚至危及生命,有了汽车头枕的存在,便可以有效地缓冲事故发生时巨大的瞬间冲击力,从而保护脆弱的颈骨,降低颈部受到伤害的几率。鉴于此,汽车头枕在投入使用前需要满足各方面的规定要求,头枕中,较为重要的部件为头枕杆,目前,头枕杆的检测主要通过人工检查,检测速度慢,导致效率低下、良品判定速度慢,且大大提高了人力成本。
亟需一种提高全检效率,降低人工成本,良品的判定速率更快、判定准确率更高的头枕杆防错检查机来解决上述技术问题。
发明内容
为了解决上述问题,本发明提供了一种头枕杆防错检查机,本发明的头枕杆防错检查机提高了全检效率,降低了人工成本,良品的判定速率更快、判定准确率更高,降低了不良品混入的风险。
本发明是通过如下技术方案解决上述技术问题的:
本发明提供了一种头枕杆防错检查机,包括底座、输送轨道、控制面板、气缸组件、测定组件、良品落入装置和不良品落入装置;所述输送轨道水平固定于所述底座的上表面,所述良品落入装置设置于所述输送轨道的末端的下方;所述控制面板固定于所述底座的上方;所述气缸组件包括插料气缸、前挡料气缸、上插料气缸、挡料前进气缸、测力推进气缸、中挡料气缸、后挡料前进气缸、挡废料气缸和夹废料气缸;所述测定组件包括料检传感器、色差传感器、铁片检测传感器、测力装置、打标装置、旋转臂和缺料探测仪;所述插料气缸固定于所述输送轨道的上方,所述料检传感器固定于所述输送轨道的侧边,所述料检传感器和所述插料气缸相对应;所述前挡料气缸固定于所述输送轨道的上方,所述前挡料气缸位于所述插料气缸的后方,所述色差传感器固定于所述输送轨道的侧边,所述色差传感器和所述前挡料气缸相对应;所述挡料前进气缸固定于所述输送轨道的侧边,所述测力推进气缸固定于所述挡料前进气缸的对侧,所述上插料气缸固定于所述输送轨道的上方,所述上插料气缸、挡料前进气缸和测力推进气缸在所述输送轨道上的同一位置,所述上插料气缸位于所述前挡料气缸的后方,所述测力装置固定于所述测力推进气缸的活塞杆上,所述打标装置固定于所述挡料前进气缸的活塞杆上,所述铁片检测传感器和所述上插料气缸相对应;所述中挡料气缸固定于通过所述旋转臂固定于所述输送轨道的上方,所述后挡料前进气缸固定于所述输送轨道的上方,所述中挡料前进气缸位于所述上插料气缸的后方,所述后挡料前进气缸位于所述中挡料前进气缸的后方,所述缺料探测仪固定于所述输送轨道的侧边,所述缺料探测仪与所述中挡料前进气缸相对应;所述夹废料气缸位于所述输送轨道的上方,所述挡废料气缸位于所述输送轨道的上方,所述夹废料气缸位于所述后挡料气缸的后方,所述挡废料气缸位于所述夹废料气缸的后方,所述不良品落入装置设置于所述输送轨道的侧边,所述不良品落入装置和所述夹废料气缸相对应;所述控制面板和所述气缸组件以及测定组件相连。
本发明中,所述底座用于承载所述头枕杆防错检查机的其他部件,所述底座的结构为本领域常规;
较佳地,所述底座的材质为不锈钢,所述底座的高度为0.8~1.5米。
本发明中,所述输送轨道用于输送待检产品,所述输送轨道为本领域常规。
本发明中,所述控制面板用于控制气缸组件中的各个气缸,以实现不同阶段的测定工作,所述控制面板为本领域常规。
本发明中,所述气缸组件用于实现不同阶段的定位和固定工作,所述测定组件用于进行待检产品的不同标准检测。
本发明中,所述插料气缸用于固定下一个待检的产品;
较佳地,所述插料气缸的活塞缸上固定有插杆,所述插杆可插入待检产品的孔洞中。
本发明中,所述料检传感器用于测定下一个待检产品是否到位。
本发明中,所述前挡料气缸用于挡住待检产品,以配合所述色差传感器检测待检产品的色差是否符合标准。
本发明中,所述上插料气缸用于定位待检测产品;
较佳地,所述上插料气缸的活塞杆上设置有插杆。
本发明中,所述挡料前进气缸用于配合所述打标装置进行打标,以显示该待检产品经过检测,所述测力推进气缸用于配合所述测力装置检测待检产品的按压力。
本发明中,所述中挡料气缸用于配合所述选装臂和所述缺料探测仪检测待检产品是否在形状上和标准产品一致,待检产品是否缺件,所述后挡料前进气缸用于挡住待检产品,所述后挡料前进气缸先动作,所述中挡料气缸后动作。
本发明中,所述挡废料气缸用于在输送轨道的末端挡住待检产品中的不良品,随后夹废料气缸启动,将不良品抓取放置在不良品落入装置中;
较佳地,所述夹废料气缸的活塞杆上设置有插杆。
本发明中,为了方便操作人员实时观测和保护操作人员的安全;
较佳地,所述气缸组件和所述测定组件的接触处安装有摄像头,所述摄像头连接有摄像显示面板,所述摄像显示面板固定于所述底座上;
较佳地,所述气缸组件和、测定组件、输送轨道和不良品落入装置的外部安装有可拆卸玻璃框体。
本发明中,较佳地,为了满足不同型号的待检产品的需求,所述气缸组件的各气缸均连接有升降组件,根据不同的待检产品型号适应性地调整气缸组件中各气缸的高度。
本发明的头枕杆防错检查机的使用流程为:待检产品依次进入输送轨道内,第一个待检产品到达前挡料气缸的位置,进行色差检测,此时插料气缸固定下一个待检产品,由料检查传感器判定下一个待检产品是否到位;待检产品再依次进行铁片、弹簧、缺料检测;如果产品被判定为良品则由输送轨道落入到良品落入装置,如果被判定为不良品,则由夹废料气缸将其放置到不良品落入装置内,后续待检产品重复此动作。
本实用进行的积极进步效果:本发明的头枕杆防错检查机提高了全检效率,降低了人工成本,良品的判定速率更快、判定准确率更高,降低了不良品混入的风险。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
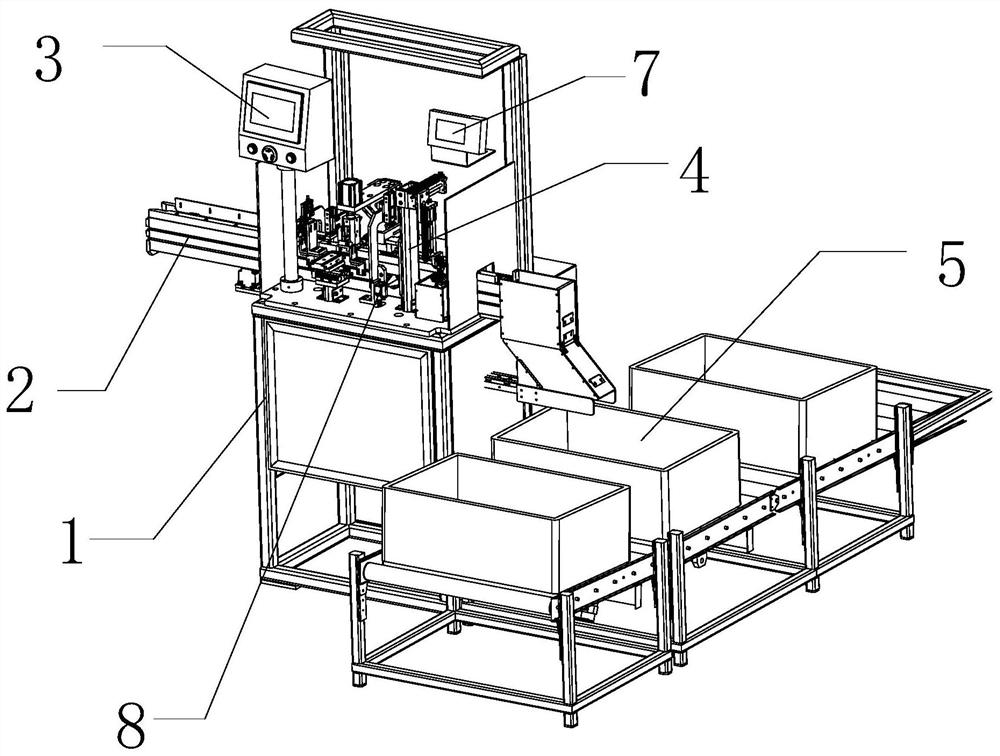
图1为本发明实施例的头枕杆防错检查机的结构示意图;
图2为本发明实施例的头枕杆防错检查机的正视图;
图3为本发明实施例的头枕杆防错检查机的局部结构示意图。
附图标记说明:
1、底座; 2、输送轨道;
3、控制面板; 4、气缸组件;
5、良品落入装置; 6、不良品落入装置;
7、摄像显示面板; 8、测定组件;
41、插料气缸; 42、前挡料气缸;
43、上插料气缸; 44、挡料前进气缸;
45、测力推进气缸; 46、中挡料气缸;
47、后挡料前进气缸; 48、夹废料气缸;
49、挡废料气缸; 81、料检传感器;
82、色差传感器; 83、铁片检测传感器;
84、旋转臂; 85、缺料探测仪。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
如图1、图2和图3所示,本实施例提供了一种头枕杆防错检查机,包括底座1、输送轨道2、控制面板3、气缸组件4、测定组件8、良品落入装置5和不良品落入装置6;输送轨道2水平固定于底座1的上表面,良品落入装置5设置于输送轨道2的末端的下方;控制面板3固定于底座1的上方;气缸组件4包括插料气缸41、前挡料气缸42、上插料气缸43、挡料前进气缸44、测力推进气缸5、中挡料气缸46、后挡料前进气缸47、挡废料气缸49和夹废料气缸48;测定组件8包括料检传感器81、色差传感器82、铁片检测传感器83、测力装置(由于图形过于紧凑和角度原因,在图中未示出)、打标装置(由于图形过于紧凑和角度原因,在图中未示出)、旋转臂84和缺料探测仪85;插料气缸41固定于输送轨道2的上方,料检传感器81固定于输送轨道2的侧边,料检传感器81和插料气缸41相对应;前挡料气缸42固定于输送轨道2的上方,前挡料气缸42位于插料气缸41的后方,色差传感器82固定于输送轨道2的侧边,色差传感器82和前挡料气缸42相对应;挡料前进气缸44固定于输送轨道2的侧边,测力推进气缸5固定于挡料前进气缸44的对侧,上插料气缸43固定于输送轨道2的上方,上插料气缸43、挡料前进气缸44和测力推进气缸5在输送轨道2上的同一位置,上插料气缸43位于前挡料气缸42的后方,测力装置固定于测力推进气缸5的活塞杆上,打标装置固定于挡料前进气缸44的活塞杆上,铁片检测传感器83和上插料气缸43相对应;中挡料气缸46固定于通过旋转臂84固定于输送轨道2的上方,后挡料前进气缸47固定于输送轨道2的上方,中挡料前进气缸44位于上插料气缸43的后方,后挡料前进气缸47位于中挡料前进气缸44的后方,缺料探测仪85固定于输送轨道2的侧边,缺料探测仪85与中挡料前进气缸44相对应;夹废料气缸48位于输送轨道2的上方,挡废料气缸49位于输送轨道2的上方,夹废料气缸48位于后挡料气缸的后方,挡废料气缸49位于夹废料气缸48的后方,不良品落入装置6设置于输送轨道2的侧边,不良品落入装置6和夹废料气缸48相对应;控制面板3和气缸组件4以及测定组件8相连。
本实施例中,底座1用于承载头枕杆防错检查机的其他部件;底座1的材质为不锈钢,底座1的高度为1.2米。
本实施例中,输送轨道2用于输送待检产品。
本实施例中,控制面板3用于控制气缸组件4中的各个气缸,以实现不同阶段的测定工作。
本实施例中,气缸组件4用于实现不同阶段的定位和固定工作,测定组件8用于进行待检产品的不同标准检测。
本实施例中,插料气缸41用于固定下一个待检的产品;插料气缸41的活塞缸上固定有插杆,插杆可插入待检产品的孔洞中。
本实施例中,料检传感器81用于测定下一个待检产品是否到位。
本实施例中,前挡料气缸42用于挡住待检产品,以配合色差传感器82检测待检产品的色差是否符合标准。
本实施例中,上插料气缸43用于定位待检测产品;上插料气缸43的活塞杆上设置有插杆。
本实施例中,挡料前进气缸44用于配合打标装置进行打标,以显示该待检产品经过检测,测力推进气缸5用于配合测力装置检测待检产品的按压力。
本实施例中,中挡料气缸46用于配合选装臂和缺料探测仪85检测待检产品是否在形状上和标准产品一致,待检产品是否缺件,后挡料前进气缸47用于挡住待检产品,后挡料前进气缸47先动作,中挡料气缸46后动作。
本实施例中,挡废料气缸49用于在输送轨道2的末端挡住待检产品中的不良品,随后夹废料气缸48启动,将不良品抓取放置在不良品落入装置6中;夹废料气缸48的活塞杆上设置有插杆。
本实施例中,为了方便操作人员实时观测和保护操作人员的安全;气缸组件4和测定组件8的接触处安装有摄像头(图中未示出),摄像头连接有摄像显示面板7,摄像显示面板7固定于底座1上;气缸组件4和、测定组件8、输送轨道2和不良品落入装置6的外部安装有可拆卸玻璃框体。
本实施例的头枕杆防错检查机的使用流程为:待检产品依次进入输送轨道内,第一个待检产品到达前挡料气缸的位置,进行色差检测,此时插料气缸固定下一个待检产品,由料检查传感器判定下一个待检产品是否到位;待检产品再依次进行铁片、弹簧、缺料检测;如果产品被判定为良品则由输送轨道落入到良品落入装置,如果被判定为不良品,则由夹废料气缸将其放置到不良品落入装置内,后续待检产品重复此动作。
本实施例的头枕杆防错检查机提高了全检效率,降低了人工成本,良品的判定速率更快、判定准确率更高,降低了不良品混入的风险。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种头枕杆防错检查机
- 一种检查转向机球头溢脂的防错工装