一种缝纫设备
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种缝纫设备,属于绗缝设备领域。
背景技术
绗缝工艺中有需要对单元布块周圈进行折边缝纫,然后再堆叠缝制,目的是为了让裁剪边不脱线也更美观;由于常用布料多为柔软性布料,现阶段对大件绗缝产品(枕头套、抱枕套、被套)的缝纫均由人工边折边、堆叠、缝制分步骤完成,如此便存在加工效率慢,批量生产时折边不均匀、缝制不标准的缺点。
发明内容
(一)要解决的技术问题
为解决上述问题,本发明提出了一种缝纫设备,能对单元布块进行折边缝制后再进行堆叠送缝,取代人工提高效率及质量。
(二)技术方案
本发明的一种缝纫设备,包括:机架、第一折边缝纫机构、第一撑布机构、第二折边缝纫机构、第二撑布机构以及堆叠送缝机构;机架的横向架梁上安装有长滑轨组,第一折边缝纫机构、第二折边缝纫机构滑装在长滑轨组上且其初始位置分别位于机架左右两端;堆叠缝纫机构固定设于机架中部的横向架梁之间;机架上且位于堆叠缝纫机构左右分别固定安装有第一撑布机构和第二撑布机构。
进一步的,第一折边缝纫机构通过若干组升降气缸吊装在长滑轨组的滑块板上;第一折边缝纫机构包括:固定于升降气缸缸体底部的框型装配架以及安装在框型装配架上的若干组折边头,框型装配架的框条上安装有若干组伸缩气缸,伸缩气缸的气动轴端固定安装有槽型安装块;槽型安装块的下平面上固定有压脚底板,槽型安装块顶部安装有压脚气缸,压脚气缸的气动轴穿过槽型安装块上平面后安装压脚板。
进一步的,第一撑布机构包括:叉型支架以及若干组撑布板;叉型支架上放射性安装有若干组气动滑轨组;撑布板安装在气动滑轨组的滑块上;撑布板外围加装有塞板;塞板的厚度小于压脚气缸收缩时压脚板与压脚底板之间的间隙。
进一步的,塞板的上表面且不塞入压脚板与压脚底板之间的面上喷涂有增大摩檫力的涂层;压脚板与压脚底板对位的平面上同样喷涂有增大摩檫力的涂层。
进一步的,第二折边缝纫机构的结构与第一折边缝纫机构的结构相同;第二撑布机构的结构与第一撑布机构的结构相同。
进一步的,堆叠送缝机构包括:折边台板以及送缝机构;折边台板固定安装在机架的横梁上,送缝机构通过横纵同步带滑台组吊装在机架的顶部架台上;送缝机构对位折边台板;折边台板包括台板以及分布在台板周圈的若干组折边板;台板底部对位折边板下方安装有驱动滑轨,折边板通过传动块与驱动滑轨的滑块连接。
进一步的,送缝机构由升降旋转机组以及安装在升降旋转机组输出轴端的压脚机构组成,升降旋转机组由升降滑台组以及旋转电机组成,升降滑台组靠装在横纵同步带滑台组的横滑块上,旋转电机固定安装在升降滑台组的滑块上。
进一步的,压脚机构包括安装板以及若干组第二压脚板;安装板上程放射状安装有若干组第二气动滑轨组;第二压脚板安装在第二气动滑轨组的滑块上;第二压脚板外围加装有第二塞板。
进一步的,第二塞板的厚度小于折边板与台板之间的间隙。
进一步的,机架的侧面对位堆叠送缝机构处安装有第一缝纫机组,第一缝纫机组的机头对位折边台板;机架的端部侧面对位第一折边缝纫机构、第二折边缝纫机构处各安装有一组第二缝纫机组;第二缝纫机组与机架梁之间加装有伺服滑台。
(三)有益效果
本发明的一种缝纫设备,通过第一折边缝纫机构的压脚板、压脚底板和第一撑布机构的塞板之间的动作配合,完成对工件布块进行折边,在塞板、压脚板、压脚底板上的合理位置喷涂增大摩檫力的涂层,保证了撑布及折边的稳定性,再由滑动安装的第二缝纫机组对单边折边进行缝制,完成第一步单元布块的缝制后,滑动设置的第一折边缝纫机构、第二折边缝纫机构能将完成的单元布块依次送至堆叠送缝机构的台板处进行堆叠,同样的堆叠送缝机构处也通过折边台版上滑动安装的折边板与第二撑布机构的第二塞板之间的动作配合,可快速准确的对布料进行折边;待多件单元布块堆叠完成后再由可实现平面移动的送缝机构将折好边的布料推送至缝纫区进行缝合,如此设计的缝纫设备替代了人工边折边、堆叠、缝制,加工效率块,批量生产时折边均匀、缝制标准。
附图说明
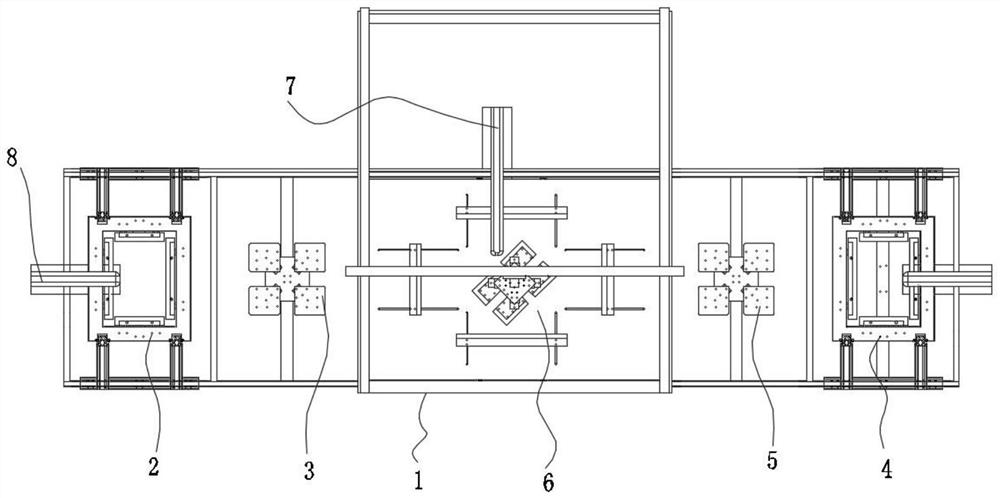
图1是本发明的折边缝纫机构初始位时的整体平面视图。
图2是本发明的折边缝纫机构走工位后的整体平面视图。
图3是本发明的立体图。
图4是本发明的第一折边缝纫机构与第一撑布机构的立体图。
图5是本发明的第一折边缝纫机构与第一撑布机构的俯视图。
图6是本发明折边机构与撑布机构配合作业状态的俯视图。
图7是本发明折边机构的局部示意图。
图8是本发明的折边机构折边布块时的示意图。
图9是本发明的堆叠送缝机构的立体图。
图10是本发明的折边台板以及送缝机构主视图。
图11是本发明中折边台板的结构立体图。
图12是本发明中折边台板底部视角的结构立体图。
图13是本发明中第二撑布机构的结构示意图
具体实施方式
下面将结合本发明的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参照图1-图13所示,本实施例中的一种缝纫设备,包括:机架1、第一折边缝纫机构2、第一撑布机构3、第二折边缝纫机构4、第二撑布机构5以及堆叠送缝机构6;机架1的横向架梁上安装有长滑轨组11,第一折边缝纫机构2、第二折边缝纫机构4滑装在长滑轨组11上且其初始位置分别位于机架1左右两端;堆叠缝纫机构6固定设于机架1中部的横向架梁之间;机架1上且位于堆叠缝纫机构6左右分别固定安装有第一撑布机构3和第二撑布机构5。
其中,第一折边缝纫机构2通过若干组升降气缸112吊装在长滑轨组11的滑块板111上;第一折边缝纫机构2包括:固定于升降气缸112缸体底部的框型装配架21以及安装在框型装配架21上的若干组折边头22,框型装配架21的框条上安装有若干组伸缩气缸211,伸缩气缸211的气动轴端固定安装有槽型安装块23;槽型安装块23的下平面上固定有压脚底板24,槽型安装块23顶部安装有压脚气缸26,压脚气缸26的气动轴穿过槽型安装块23上平面后安装压脚板25,第一撑布机构3包括:叉型支架31以及若干组撑布板33;叉型支架31上放射性安装有若干组气动滑轨组32;撑布板33安装在气动滑轨组32的滑块上;撑布板33外围加装有塞板331;塞板331的厚度小于压脚气缸26收缩时压脚板25与压脚底板24之间的间隙。
优选的,塞板331的上表面且不塞入压脚板25与压脚底板24之间的面上喷涂有增大摩檫力的涂层;压脚板25与压脚底板24对位的平面上同样喷涂有增大摩檫力的涂层。
优选的,第二折边缝纫机构4的结构与第一折边缝纫机构2的结构相同;第二撑布机构5的结构与第一撑布机构3的结构相同。
优选的,堆叠送缝机构包括:折边台板61以及送缝机构62;折边台板61固定安装在机架1的横梁上,送缝机构62通过横纵同步带滑台组113吊装在机架1的顶部架台上;送缝机构62对位折边台板61;折边台板61包括台板611以及分布在台板611周圈的若干组折边板612;台板611底部对位折边板612下方安装有驱动滑轨613,折边板612通过传动块614与驱动滑轨613的滑块连接。
优选的,送缝机构62由升降旋转机组621以及安装在升降旋转机组621输出轴端的压脚机构622组成,升降旋转机组621由升降滑台组6211以及旋转电机6212组成,升降滑台组6211靠装在横纵同步带滑台组113的横滑块上,旋转电机312固定安装在升降滑台组6211的滑块上。
优选的,压脚机构622包括安装板6221以及若干组第二压脚板6222;安装板6221上程放射状安装有若干组第二气动滑轨组6223;第二压脚板6222安装在第二气动滑轨组6223的滑块上;第二压脚板6222外围加装有第二塞板6224。
优选的,第二塞板6224的厚度小于折边板612与台板611之间的间隙。
优选的,机架1的侧面对位堆叠送缝机构6处安装有第一缝纫机组7,第一缝纫机组7的机头对位折边台板61;机架1的端部侧面对位第一折边缝纫机构2、第二折边缝纫机构4处各安装有一组第二缝纫机组8;第二缝纫机组8与机架梁之间加装有伺服滑台。
下面参照图1-图13将详细阐述本设备的动作过程:首先将工件布块10放置至第一撑布机构3上,随后第一撑布机构3的气动滑轨组32向外围平移撑平工件布块10,撑至工件布块10外围边向下耷拉一定余留厘米数时停住;随后第一折边缝纫机构2平移至第一撑布机构3工位上方,再由升降气缸112工作使折边头22对位塞板331(压脚板25与压脚底板24的间隙对准塞板331);然后伸缩气缸211工作最终让折边头22的压脚板25与压脚底板24囊括塞板331(同时耷拉的布料被动折边);之后压脚气缸26工作带动压脚板25下压压紧折边好的工件布块10周圈,接着撑布机构3回位(抽离塞板331),然后升降气缸112工作升高折边机构2,最后折边机构2再度平移至缝纫区由第二缝纫机组8完成折边的缝纫工序;同样的第二折边缝纫机构4与第二撑布机构5也进行着同样的工作;与此同时,堆叠送缝机构也进行着自己工序:将底布块放置至台板611上,随后送缝机构62对位,由第二撑布机构622的第二气动滑轨组6223向外围平移撑平布块,撑至工件布块外围余留2-4cm时停住;随后折折边板612移动向工件布块靠拢,直至将余留布料翻折至第二塞板6224上,接着第二撑布机构622的第二气动滑轨组6223回缩带回第二塞板6224,之后抬升同时再次撑开直至第二塞板6224周圈等同折边板612围成的周圈,然后下压,将折好边的布块压实(折边板612折边时作用在布料上的位置小于布块外围余留的厘米数,如此方能留出多余布料给第二塞板6224下压成型),之后折边板612回缩,最后由横纵同步带滑台组113工作带动送缝机构3至第一缝纫机组7缝制布块,缝好后第二撑布机构622抬升;第一折边缝纫机构2、第二折边缝纫机构4依次平移至台板611并对位,将缝好的工件布块10放置堆叠好,最后第二撑布机构622下压堆叠好的工件,再次由横纵同步带滑台组113工作带动送缝机构3至第一缝纫机组7完成缝合工件。
本发明的一种缝纫设备,通过第一折边缝纫机构的压脚板、压脚底板和第一撑布机构的塞板之间的动作配合,完成对工件布块进行折边,在塞板、压脚板、压脚底板上的合理位置喷涂增大摩檫力的涂层,保证了撑布及折边的稳定性,再由滑动安装的第二缝纫机组对单边折边进行缝制,完成第一步单元布块的缝制后,滑动设置的第一折边缝纫机构、第二折边缝纫机构能将完成的单元布块依次送至堆叠送缝机构的台板处进行堆叠,同样的堆叠送缝机构处也通过折边台版上滑动安装的折边板与第二撑布机构的第二塞板之间的动作配合,可快速准确的对布料进行折边;待多件单元布块堆叠完成后再由可实现平面移动的送缝机构将折好边的布料推送至缝纫区进行缝合,如此设计的缝纫设备替代了人工边折边、堆叠、缝制,加工效率块,批量生产时折边均匀、缝制标准。
应当理解,本文所述的示例性实施例是说明性的而非限制性的;尽管结合附图描述了本发明的实施例,本领域普通技术人员应当理解,在不脱离通过所附权利要求所限定的本发明的精神和范围的情况下,可以做出各种形式和细节的改变。