一种面料填充工艺
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及面料填充技术领域,具体为一种面料填充工艺。
背景技术
生活中有诸多地方需要将面料制作成中空层,然后对中空层进行填充的应用,例如枕头等,传统的填充工艺,是使用两张布料进行缝合,缝合完成后进行撑开,然后在对其进行填充,填充完成后在进行缝合,此种工艺为一条较长的流水线,需要用到多个设备进行生产,比较麻烦,生产效率较低,占地面积较大。
发明内容
本发明的目的在于提供一种面料填充工艺,用于克服现有技术中的上述缺陷。
根据本发明的一种面料填充工艺,包括适用于该工艺的填充机,所述填充机包括主机体,所述主机体内开设有工作腔,所述工作腔的右侧连通设有面料腔,所述面料腔内转动设有转辊,所述转辊上缠绕有面料,所述面料腔的底壁上固设有光滑板,所述光滑板的上侧上下滑动设有升降块,所述面料腔的顶壁上固设有升降杆,所述升降杆的底端与所述升降块固定,所述升降块内转动设有压轮,所述压轮与所述光滑板能够将所述面料压住捋平,所述工作腔内设有用于将面料夹持的夹持机构,所述夹持机构包括左右滑动设置的滑行板,所述滑行板的右侧面上转动设有第一夹板和第二夹板,所述第二夹板位于所述第一夹板的下侧,所述第一夹板与所述第二夹板用于将所述面料夹持住,所述工作腔的顶壁上转动设有旋转板,所述旋转板的下侧设有用于喷填颗粒的喷料器,所述喷料器能够前后移动,所述旋转板的下侧面上固设有两个前后对称的伸缩杆,两个所述伸缩杆的底端之间固设有对折杆,所述对折杆用于将所述面料向下推动,使所述面料能够以所述对折杆为中心进行折叠,所述工作腔的下侧开设有缝合腔,所述缝合腔内滑动设有两个左右对称的缝合夹板,所述缝合夹板能够将所述面料的前后两侧压紧,位于左侧的缝合夹板上设有用于将对折后的所述面料的前后两侧缝合的侧边缝合器。
进一步的技术方案,所述面料腔的顶壁上固设有前后对称的两个支撑块,两个所述支撑块的右端均固设有支撑轴,所述支撑轴上均滑动设有支架杆,所述支架杆能够取下,两个所述支架杆之间转动设有所述转辊,所述支撑轴上固设有限位块,所述支撑轴上能够拆卸的安装有限位盘,所述限位盘能够将所述支架杆固定在所述支撑轴上。
进一步的技术方案,所述升降杆的外周上设有弹簧,所述弹簧用于使所述压轮始终压在面料上,所述工作腔的左右两侧壁上均转动设有两个带轮,其中一个所述带轮的后端与一驱动源动力连接,且左右两侧的两个带轮之间通过皮带动力连接,所述工作腔内固设有前后两个对称设置的导滑杆,每个所述导滑杆的外周上均滑动设有矩形块,两个所述矩形块分别与对应的所述皮带固定,两个所述矩形块的下端面之间固定设有所述滑行板,所述滑行板内固嵌有夹具电机,所述夹具电机的一端与所述第一夹板动力连接,所述第一夹板上固设有均匀分布的齿牙,所述第二夹板与所述第一夹板的左端均固设有齿轮,且两个所述齿轮之间相互啮合。
进一步的技术方案,所述工作腔的顶壁内固嵌有旋转电机,所述旋转电机的底端与所述旋转板动力连接,所述旋转板的顶面上固设有液压泵,所述液压泵与其中一个所述伸缩杆动力连接,所述旋转板的底面上固设有两个前后对称的竖直杆,两个所述竖直杆之间设有顶部螺杆,所述喷料器滑动设置在所述顶部螺杆上,所述顶部螺杆的后侧与固嵌在所述竖直杆上的位移电机动力连接,所述主机体的顶面上固设有料箱,所述料箱内用于存放填充物,所述料箱与所述喷料器之间通过软管连通。
进一步的技术方案,所述缝合腔的右壁内固嵌有夹持电机,所述夹持电机的左端动力连接有对折螺杆,所述对折螺杆与两个所述缝合夹板螺纹配合连接,所述缝合夹板上开设有缝合槽,所述缝合槽内固设有竖螺杆,所述侧边缝合器与所述竖螺杆螺纹配合连接,两个所述竖螺杆的顶端均与一动力源动力连接,位于右侧的所述缝合夹板上,固设有一往复电机,所述往复电机的右端动力连接有往复螺杆,右侧的所述缝合夹板上滑动设有顶部缝合器,所述顶部缝合器与所述往复螺杆之间螺纹配合连接,所述顶部缝合器用于将所述面料对折后的两端缝合在一起,所述顶部缝合器上设有能够上下升降的刀具,所述刀具用于将面料切断。
本发明的一种面料填充工艺,其工作流程如下:
第一步,将支架杆插入支撑轴上,然后将限位盘推入支撑轴内,然后旋转限位盘,使限位块将限位盘限位;
第二步,将面料的一端拉出,手动向上提起升降块,使面料的一端被压轮和光滑板压住,控制夹具电机工作,使第一夹板和第二夹板将面料被拉出的一端夹持住;
第三步,控制驱动源工作,使带轮旋转,进而使滑行板向左移动,从而使面料的一端被拉向左侧;
第四步,控制液压泵工作,使伸缩杆带动对折杆向下移动,进而使对折杆将面料向下顶压,使面料对折;
第五步,控制夹持电机工作,使对折螺杆旋转,进而使两个缝合夹板相互靠近,然后此时控制液压泵带动伸缩杆向上复位,然后控制旋转电机工作,使旋转板旋转,进而使喷料器对准折叠后的面料,然后控制侧边缝合器工作,并控制侧边缝合器上移,进而使面料的两侧进行缝合;
第六步,控制夹持电机反向工作,然后使两个缝合夹板相互远离,此时控制喷料器向对折后的面料内添加填充物;
第七步,填充完成后,控制夹持电机工作,使缝合夹板再次将面料夹持,然后控制顶部缝合器对面料的顶部的开口进行缝合,缝合后,控制刀具上移,进行切断。
本发明的有益效果是:本发明能够对面料进行更换,且更换比较方便仅需将支架杆插入支撑轴,然后将限位盘旋转,使支架杆固定在支撑轴上即可,而且本发明能够将面料进行自动对折,无需人工手动对折,大大提高了工作效率,而且,在对折完成后能够将对折后的面料的前后两侧进行自动缝合,缝合完成后通过喷料器向面料内添加填充物,然后在对面料的顶部进行缝合切断,自动化程度高,大大节省了人力,提高了工作效率。
附图说明
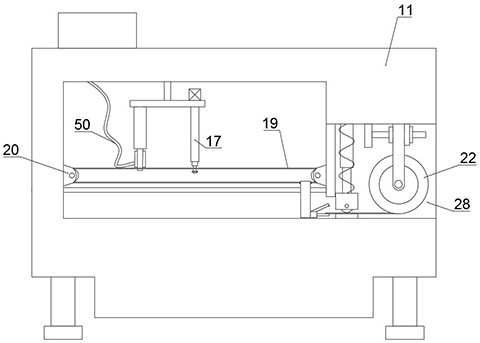
图1是本发明的外观示意图;
图2是本发明的一种面料填充工艺整体结构示意图;
图3是本发明中A转辊处的放大示意图;
图4是本发明中限位盘分侧视图;
图5是本发明中第一夹板的右侧示意图;
图6是本发明本发明中旋转板的仰视示意图;
图7是本发明本发明中缝合夹板的侧面示意图;
图8是本发明本发明中缝合槽处的剖视示意图。
具体实施方式
为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体说明,应当理解为以下文字仅仅用以描述本发明的一种面料填充工艺或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定,如在本文中所使用,术语上下和左右不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限,下面详尽说明该一种面料填充工艺的具体特征:
参照图1-8,根据本发明的实施例的一种面料填充工艺,包括适用于该工艺的填充机,所述填充机包括主机体11,所述主机体11内开设有工作腔39,所述工作腔39的右侧连通设有面料腔28,所述面料腔28内转动设有转辊33,所述转辊33上缠绕有面料22,所述面料腔28的底壁上固设有光滑板32,所述光滑板32的上侧上下滑动设有升降块30,所述面料腔28的顶壁上固设有升降杆25,所述升降杆25的底端与所述升降块30固定,所述升降块30内转动设有压轮31,所述压轮31与所述光滑板32能够将所述面料22压住捋平,所述工作腔39内设有用于将面料22夹持的夹持机构,所述夹持机构包括左右滑动设置的滑行板36,所述滑行板36的右侧面上转动设有第一夹板37和第二夹板38,所述第二夹板38位于所述第一夹板37的下侧,所述第一夹板37与所述第二夹板38用于将所述面料22夹持住,所述工作腔39的顶壁上转动设有旋转板15,所述旋转板15的下侧设有用于喷填颗粒的喷料器49,所述喷料器49能够前后移动,所述旋转板15的下侧面上固设有两个前后对称的伸缩杆17,两个所述伸缩杆17的底端之间固设有对折杆18,所述对折杆18用于将所述面料22向下推动,使所述面料22能够以所述对折杆18为中心进行折叠,所述工作腔39的下侧开设有缝合腔51,所述缝合腔51内滑动设有两个左右对称的缝合夹板53,所述缝合夹板53能够将所述面料22的前后两侧压紧,位于左侧的缝合夹板53上设有用于将对折后的所述面料22的前后两侧缝合的侧边缝合器56。
有益地或示例性地,所述面料腔28的顶壁上固设有前后对称的两个支撑块34,两个所述支撑块34的右端均固设有支撑轴23,所述支撑轴23上均滑动设有支架杆29,所述支架杆29能够取下,两个所述支架杆29之间转动设有所述转辊33,所述支撑轴23上固设有限位块24,所述支撑轴23上能够拆卸的安装有限位盘35,所述限位盘35能够将所述支架杆29固定在所述支撑轴23上。
有益地或示例性地,所述升降杆25的外周上设有弹簧26,所述弹簧26用于使所述压轮31始终压在面料22上,所述工作腔39的左右两侧壁上均转动设有两个带轮20,其中一个所述带轮20的后端与一驱动源动力连接,且左右两侧的两个带轮20之间通过皮带19动力连接,所述工作腔39内固设有前后两个对称设置的导滑杆21,每个所述导滑杆21的外周上均滑动设有矩形块43,两个所述矩形块43分别与对应的所述皮带19固定,两个所述矩形块43的下端面之间固定设有所述滑行板36,所述滑行板36内固嵌有夹具电机42,所述夹具电机42的一端与所述第一夹板37动力连接,所述第一夹板37上固设有均匀分布的齿牙40,所述第二夹板38与所述第一夹板37的左端均固设有齿轮41,且两个所述齿轮41之间相互啮合。
有益地或示例性地,所述工作腔39的顶壁内固嵌有旋转电机13,所述旋转电机13的底端与所述旋转板15动力连接,所述旋转板15的顶面上固设有液压泵14,所述液压泵14与其中一个所述伸缩杆17动力连接,所述旋转板15的底面上固设有两个前后对称的竖直杆16,两个所述竖直杆16之间设有顶部螺杆48,所述喷料器49滑动设置在所述顶部螺杆48上,所述顶部螺杆48的后侧与固嵌在所述竖直杆16上的位移电机47动力连接,所述主机体11的顶面上固设有料箱12,所述料箱12内用于存放填充物,所述料箱12与所述喷料器49之间通过软管50连通。
有益地或示例性地,所述缝合腔51的右壁内固嵌有夹持电机52,所述夹持电机52的左端动力连接有对折螺杆70,所述对折螺杆70与两个所述缝合夹板53螺纹配合连接,所述缝合夹板53上开设有缝合槽55,所述缝合槽55内固设有竖螺杆57,所述侧边缝合器56与所述竖螺杆57螺纹配合连接,两个所述竖螺杆57的顶端均与一动力源动力连接,位于右侧的所述缝合夹板53上,固设有一往复电机59,所述往复电机59的右端动力连接有往复螺杆61,右侧的所述缝合夹板53上滑动设有顶部缝合器58,所述顶部缝合器58与所述往复螺杆61之间螺纹配合连接,所述顶部缝合器58用于将所述面料22对折后的两端缝合在一起,所述顶部缝合器58上设有能够上下升降的刀具75,所述刀具75用于将面料22切断。
本发明的一种面料填充工艺,其工作流程如下:
第一步,将支架杆29插入支撑轴23上,然后将限位盘35推入支撑轴23内,然后旋转限位盘35,使限位块24将限位盘35限位;
第二步,将面料22的一端拉出,手动向上提起升降块30,使面料22的一端被压轮31和光滑板32压住,控制夹具电机42工作,使第一夹板37和第二夹板38将面料22被拉出的一端夹持住;
第三步,控制驱动源工作,使带轮20旋转,进而使滑行板36向左移动,从而使面料22的一端被拉向左侧;
第四步,控制液压泵14工作,使伸缩杆17带动对折杆18向下移动,进而使对折杆18将面料22向下顶压,使面料22对折;
第五步,控制夹持电机52工作,使对折螺杆70旋转,进而使两个缝合夹板53相互靠近,然后此时控制液压泵14带动伸缩杆17向上复位,然后控制旋转电机13工作,使旋转板15旋转,进而使喷料器49对准折叠后的面料22,然后控制侧边缝合器56工作,并控制侧边缝合器56上移,进而使面料22的两侧进行缝合;
第六步,控制夹持电机52反向工作,然后使两个缝合夹板53相互远离,此时控制喷料器49向对折后的面料22内添加填充物;
第七步,填充完成后,控制夹持电机52工作,使缝合夹板53再次将面料22夹持,然后控制顶部缝合器58对面料22的顶部的开口进行缝合,缝合后,控制刀具75上移,进行切断。
本发明的有益效果是:本发明能够对面料22进行更换,且更换比较方便仅需将支架杆29插入支撑轴23,然后将限位盘35旋转,使支架杆29固定在支撑轴23上即可,而且本发明能够将面料22进行自动对折,无需人工手动对折,大大提高了工作效率,而且,在对折完成后能够将对折后的面料22的前后两侧进行自动缝合,缝合完成后通过喷料器49向面料22内添加填充物,然后在对面料22的顶部进行缝合切断,自动化程度高,大大节省了人力,提高了工作效率。
本领域的技术人员可以明确,在不脱离本发明的总体精神以及构思的情形下,可以做出对于以上实施例的各种变型。其均落入本发明的保护范围之内。本发明的保护方案以本发明所附的权利要求书为准。