一种多功能缝裁智能一体机
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及纺织机械技术领域,尤其是涉及一种多功能缝裁智能一体机。
背景技术
布料的加工工艺中涉及缝制和裁剪,目前,市面上专用布料的缝制和裁切大多通过两台机器来进行,且中间的衔接需要人工辅助,该种方式效率低下,设备成本以及人工成本都会有相应的增加,且自动化程度低,无法满足生产需求,同时,加工成品中,裁切位和缝制位容易发生偏移,次品率比较高。
中国专利号CN202011425589.1公开了一种裁切一体机,其技术方案包括机台,机台上设有存料机构、送料机构、缝纫机构、裁切机构以及控制机构,控制机构用于控制其它各机构的运行,缝纫机构包括缝纫机、缝纫台和驱动机构,缝纫机于缝纫台上下相对并均与机台滑动连接,驱动机构包括两个且两个驱动机构的输出端分别与缝纫机和缝纫台连接以驱动缝纫机和缝纫台滑动;裁切机构包括与机台滑动连接的裁切机及驱动裁切机滑动的驱动机构。
上述技术方案中,虽然大致将缝纫和裁切的功能结合在一起,但是还是存在很多的问题,无法将布料高效高质的完成缝制和裁切步骤,譬如:在送料机构输送布料时,布料的位置容易发生偏移,无法自由调整缝制的位置。另外,当需要对布料的不同位置进行同时缝制以提升工作效率时,上述方案也无法很好的实现。并且,最终的缝制成品中,多层布料的边缘容易发生一定的偏差,由于裁切机中的裁切位缝隙较大,且没有对裁切位进行限定,裁切过程中,裁切的位置也会发生偏移,严重影响最后的裁切效果。
发明内容
本发明的目的在于提供一种多功能缝裁智能一体机,以解决现有技术中布料的缝制裁切无法高效高质量的在同一台设备中完成,次品率高,生产效率低,无法满足多层布料的任意位置缝制,裁切不够平整的技术问题。
本发明所采用的技术方案是:一种多功能缝裁智能一体机,包括智能一体机,所述智能一体机包括:
机架,具有一立体框体,作为设备的支撑和安装机体,所述机架包括上料端、处理端和出料端;
放料机构,所述放料机构位于所述上料端,用于放置布料和放送布料;
送料机构,所述送料机构位于所述放料机构的下游,且设置于所述上料端和所述处理端之间,用于将布料输送至所述处理端;
纠偏机构,所述纠偏机构包括相互连接的纠偏感应装置以及纠偏组件,所述纠偏感应装置安装于所述送料机构的一侧,用于感应经过所述送料机构的布料的位置,所述纠偏组件用于辅助纠偏所述放料机构和所述送料机构的位置;
至少两组缝纫机构,至少两组所述缝纫机构均位于所述处理端的上方,且沿所述布料的输送方向间隔排列,其中,最远离所述上料端的所述缝纫机构固定安装在所述机架上,靠近所述上料端的至少一组缝纫机构通过滑动辅助机构滑动连接在所述机架上,所述缝纫机构包括框架以及安装在所述框架中的同步缝纫位调节辅助装置、缝纫机头、缝纫机座以及压料组件,所述同步缝纫位调节辅助装置用于将所述缝纫机头和所述缝纫机座在宽度方向上进行同步位移,此时所述缝纫机头位于所述缝纫机座的正上方;
过渡压辊机构,所述过渡压辊机构位于至少两组所述缝纫机构的下游,且所述过渡压辊机构固定安装在所述处理端的上方,所述过渡压辊机构包括主动压辊组件、从动辊组件以及设置在主动压辊组件和所述从动辊组件之间的过渡组件,所述主动压辊组件位于所述从动辊组件的上游,用于主动压平所述布料,并作为布料拉动的动力源,所述过渡组件用于将布料过渡输出至所述从动辊组件,所述从动辊组件用于将所述布料再次压平输出至下一机构,所述主动压辊组件的上端设有至少一个第一压料气缸;
切刀压料机构,所述切刀压料机构位于所述过渡压辊机构的下游,且所述切刀压料机构固定安装在所述处理端的上方,所述切刀压料机构包括切刀位移辅助装置、切刀装置、第二压料气缸以及压料装置,所述压料装置上设有沿宽度方向设置的切刀让位槽,所述切刀装置包括相互连接的切刀和升降气缸,所述切刀位移辅助装置用于辅助将所述切刀在所述切刀让位槽中滑动,所述升降气缸用于驱动所述切刀上下位移,所述第二压料气缸有两个,且分别安装于所述压料装置的前后两端;
出料机构,所述出料机构安装于所述机架的输送末端,用于将缝纫并切割完毕的成型布料平整输出;
所述放料机构、所述纠偏机构、所述缝纫机构、所述过渡压辊机构、所述滑动辅助机构、所述切刀压料机构以及所述出料机构均直接或间接连接中央控制机构,所述中央控制机构安装于所述机架上。
下面简述本发明中的工序流程:首先将布料放置在放料机构上,放料机构提供布料至送料机构,需要注意的是,放料机构和送料机构可以分别输送不同层的布料,应对于需要多层布料的缝制和裁切。纠偏感应装置感应送料机构处输送的布料是否发生偏移,一旦发生偏移,立马通过纠偏组件辅助纠偏放料机构和送料机构的位置,使得输出的布料回归到正常的输送路线。布料接着会被输送至处理端,在处理端上,会依次经过至少两组缝纫机构,其中至少有一组缝纫机构可以通过固定在机架上的滑动辅助机构调节其位于机架长度方向的整体位置,并且,缝纫机构上的缝针位置也可以通过同步缝纫位调节辅助装置在宽度方向上进行自由调节,使得可以满足在布料的不同位置进行自由缝制。接着,当缝制完成后,布料会被输送至过渡压辊机构,过渡压辊机构用于将布料压合平整,并且继续输送至切刀压料机构,需要注意的是,切刀压料机构中的切刀让位槽的宽度方向的槽径较小,使得切刀刚好可以在切刀让位槽中滑动切割,并且第二压料气缸的设计,用于裁切布料过程中,压紧布料的左右两端,以保证切刀裁切布料过程中切口的平整。当切割完毕后,即可把处理完毕的成型布料通过出料机构平整输出。
优选的,所述机架包括第一机架和第二机架,所述上料端设置于所述第一机架上,所述处理端和所述出料端设置于所述第二机架上。
优选的,所述送料机构包括安装于所述上料端上方,且自送料方向依次间隔设置的第一送料轴组和第二送料轴组,所述第一送料轴组和所述第二送料轴组均包括若干个相对设置的送料轴,所述放料装置包括两个相互间隔的卷布装置,两个所述卷布装置均通过连接架安装在所述第一机架上方。
通过上述技术方案设计,如若布料需要堆叠时,如双层堆叠时,第一送料轴组、第二送料轴组以及两个卷布装置的设计,可以通过轴布导向,使得布料可以选择单层或者双层堆叠的输出至处理端。
优选的,所述纠偏感应装置包括纠偏感应器和立架,所述纠偏感应器安装于所述立架上方,所述立架安装于所述第一机架上,所述纠偏组件包括第一纠偏装置和第二纠偏装置,所述第一纠偏装置包括第一滑轨、第一连接板、第一纠偏板和第一电机,所述第一连接板连接在所述第一纠偏板和所述第一电机之间,所述第一滑轨有若干个,且均沿宽度方向间隔设置于所述第一机架上方,所述第一纠偏板滑接在若干个所述第一滑轨上,所述第二纠偏装置包括第二滑轨、第二电机、第二连接板以及第二纠偏板,所述第二连接板连接在所述第二纠偏板和所述第二电机之间,所述第二滑轨有若干个,且均沿宽度方向间隔设置于所述第一纠偏板上方,所述第二纠偏板滑接在若干个所述第二滑轨上,两个所述卷布装置分别固定安装于所述第一纠偏板和所述第二纠偏板的上端,所述第一送料轴组设置于所述第二纠偏板靠近所述处理端一侧的上端,所述第二送料轴组设置于所述第一纠偏板靠近所述处理端一侧的上端,所述第二纠偏板的上端一侧设有第三滑轨,所述第三滑轨上滑接有第一滑块,所述第一滑块的下端固定安装在所述第一机架上。
通过上述技术方案设计,当纠偏感应器感应到布料的输送发生偏移后,纠偏组件会对放料机构和送料机构的位置进行纠偏。其中,第一连接板和第一纠偏板连接,进而使得第一电机驱动第一纠偏板滑动在第一滑轨上,对设置于第一纠偏板上的卷布装置和第二送料轴组进行纠偏。第二连接板和第二纠偏板连接,进而使得第二电机驱动第二纠偏板滑动在第二滑轨上,对设置于第二纠偏板上的卷布装置和第一送料轴组进行纠偏。第三滑轨和第一滑块的设计可以对第二纠偏板进行限位,防止其由于外力产生上下位置的偏移。
优选的,位于所述处理端上,且靠近所述上料端的一侧设有输料衔接位,所述输料衔接位用于衔接所述上料端输出的布料至所述处理端,所述输料衔接位自输料方向依次设有接料板和防尘板。
优选的,所述缝纫机构还包括第四滑轨,所述同步缝纫位调节辅助装置包括呈上下位设置的上同步组件和下同步组件,所述上同步组件包括上同步带以及设置于所述上同步带两端的上同步轮,所述下同步组件包括下同步带以及设置于所述下同步带两端的下同步轮,所述上同步轮和所述下同步轮之间设有光轴,所述光轴呈竖直设置,所述缝纫机头包括相互连接的机头主体第四电机,所述上同步带固定安装在所述机头主体的上端,所述下同步带固定安装在所述缝纫机座的下端,其中一个所述下同步轮一侧连接有第三电机,所述第三电机用于驱动所述光轴转动,所述光轴上固定设有至少一个轴承座,所述轴承座用于固定所述光轴位置,所述缝纫机座包括机座主体以及分别设置于所述机座主体上下端的缝纫台面以及连接组件,所述连接组件下端设有第二滑块,所述缝纫台面上设有针孔让位,所述框架的下侧位置设有平台,所述第四滑轨设置于所述平台上,且所述第二滑块滑接在所述第四滑轨上,所述压料组件包括上压板和下支撑板,所述布料穿设于所述上压板和所述下支撑板之间,所述上压板和所述下支撑板之间通过丝杠组件进行位置调节。
通过上述技术方案设计,第三电机驱动光轴转动,光轴的转动带动上同步轮和下同步轮进行同步转动,上同步轮的转动以及下同步轮的转动会分别带动上同步带和下同步带进行同步传动,此时与上同步带固定连接的缝纫机头,以及与下同步带固定连接的缝纫机座会随着上同步带和下同步带的转动,同步进行宽度方向上的位移,保证缝纫机头的缝纫针始终对应设置在针孔让位的上端。轴承座的设计可以确保光轴的稳定性,第四滑轨和第二滑块的设计可以辅助使得缝纫机座平稳的进行位移,确保针孔让位的位置不会发生任何的偏移,第四电机用于驱动机头主体工作,丝杠组件可以用于调节上压板和下支撑板之间的位置,以满足不同厚度的布料。
优选的,所述滑动辅助机构包括滑动组件和第五滑轨,所述滑动组件包括支撑底板、第五电机和滑带组件,所述支撑底板沿布料输送方向固定在所述第二机架上,所述滑带组件安装于所述支撑底板上端,所述滑带组件上端固定安装有至少一组缝纫机构,所述第五电机连接在所述滑带组件上,并用于驱动所述滑带组件运转,所述第五滑轨有两个且分别安装于所述第二机架的前后两侧,所述下支撑板下端的前后两侧均固定安装有至少一个第三滑块,所述第三滑块滑接在所述第五滑轨上。
通过上述技术方案设计,一般靠近出料端的一组缝纫机构为固定在第二机架上,其他的缝纫机构通过滑动组件进行滑动,当滑带组件运转时,固定在滑带组件上的缝纫机构会随动进行位移,进而调整该缝纫机构在第二机架长度方向上的位置,满足对布料缝制位置变动的需求。需要注意的是,第五滑轨和第三滑块的设计,可以辅助缝纫机构的平稳位移。
优选的,所述主动压辊组件包括第六电机、第一同步带轮组件、下主动压辊以及上主动压辊,所述第六电机连接所述第一同步带轮组件,用于驱动所述第一同步带轮组件运转,所述第一同步带轮组件连接所述下主动压辊,所述下主动压辊上设有下接齿轮,所述上主动压辊上设有上接齿轮,所述下接齿轮和所述上接齿轮啮合,所述上主动压辊的两端均设有第一压料气缸,所述从动辊组件包括上从动辊、下从动辊和调位组件,所述过渡组件有两组,且分别设置在所述上主动压辊和所述上从动辊之间,以及所述下主动压辊和所述下从动辊之间,所述过渡组件包括若干间隔设置的过渡导线,调位组件有两个,且分别安装在上从动辊的左右两端,用于调节上从动辊和下从动辊之间的距离,以确保压紧布料。
通过上述技术方案设计,第六电机驱动第一同步带轮组件运转,进而带动下主动压辊转动,由于下接齿轮固定在下主动压辊上,且下接齿轮和上接齿轮啮合,进而带动上主动压辊进行同步转动,布料通过上主动压辊和下主动压辊中间的空隙进行初次压合,并继续通过过渡组件和从动辊组件对布料进行再次压合,进而将布料压合平整,确保在下一步骤的切割中不会由于布料的不平整产生偏差。
需要强调的是,在本实施例中,在机器运作前,需要把布料放置在上主动压辊和下主动压辊之间,此时上主动压辊和下主动压辊之间会留有足够的间隙,用于布料的放置。布料放置完毕后,由于第一压料气缸有两个且分别安装在上主动压辊的两端,因此通过第一压料气缸可以驱动上主动压辊下压,使得布料被牢牢夹紧在上主动压辊和下主动压辊之间。
在本实施例中,第六电机可以通过第一同步带轮组件、上接齿轮以及下接齿轮,来间接的带动下主动压辊和上主动压辊进行转动,此时夹紧在下主动压辊和上主动压辊之间的布料会通过主动压辊组件、从动辊组件和过渡组件的共同作用,被动平稳的向前输送,进而相当于第六电机可以作为整台机器的动力源,将布料由上料端拉至处理端。
优选的,所述机架上固定安装有设有支撑架,所述支撑架上方设有放置板,所述切刀位移辅助装置包括相互连接的第七电机和第二同步带轮组件,所述第二同步带轮组件安装于所述支撑架上,所述第七电机用于驱动所述第二同步带轮组件运转,所述第二同步带轮组件上固定安装所述切刀装置,所述支撑架上还设有第六滑轨,所述切刀装置下端滑接在所述第六滑轨上,所述切刀装置还包括第八电机,所述切刀连接在所述第八电机上,所述升降气缸用于驱动所述切刀上下位移,所述第八电机用于驱动所述切刀高速旋转,所述压料装置包括第一压料板和第二压料板,所述切刀让位槽设置在所述第一压料板和所述第二压料板之间,所述放置板上设有开口槽,所述切刀让位槽对应设置在所述开口槽的正上端,所述切刀在所述开口槽和所述切刀让位槽中做往返切割运动。
通过上述技术方案设计,第七电机驱动所述第二轴带组运转,进而带动固定于第二同步带轮组件上的切刀装置在宽度方向上进行位移,进而使得切刀装置中的切刀在开口槽和切刀让位槽中进行位移,第八电机用于驱动切刀的高速旋转切割,第六滑轨用于辅助切刀装置的平稳位移。需要注意的是,升降气缸用于驱动切刀进行上下的位移,当需要使用时,控制切刀上移,当不需要使用时,控制切刀下移,将切刀进行隐藏,避免由于切刀暴露产生的安全隐患。
更优选的,所述出料机构包括支撑框以及安装在所述支撑框中的收料压柱和收料底座,所述收料压柱和所述收料底座之间为出料口,所述收料压柱和所述收料底座相互远离的一端分别设有定位轴,所述定位轴上套接有弹簧,所述第二机架的外框架上设有机箱壳,所述机箱壳包括上板、前活动门和后活动门,所述上板盖接在所述第二机架上端,所述前活动门和所述后活动门分别设置于所述第二机架的前后两侧,所述机架下端设有若干个滑轮。
本发明与现有技术相比较,其具有以下有益效果:本发明将布料的送料、缝纫、裁切和出料工序进行集成并通过控制器进行统一控制,大大提高了其自动化和智能化程度,减少人工和设备投入,提高效率的同时,减小了生产成本,并且,本发明通过纠偏系统来确保精准送料,同时可以对布料的任意位置进行缝纫,且裁切平整,次品率低,可以满足市场需求。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
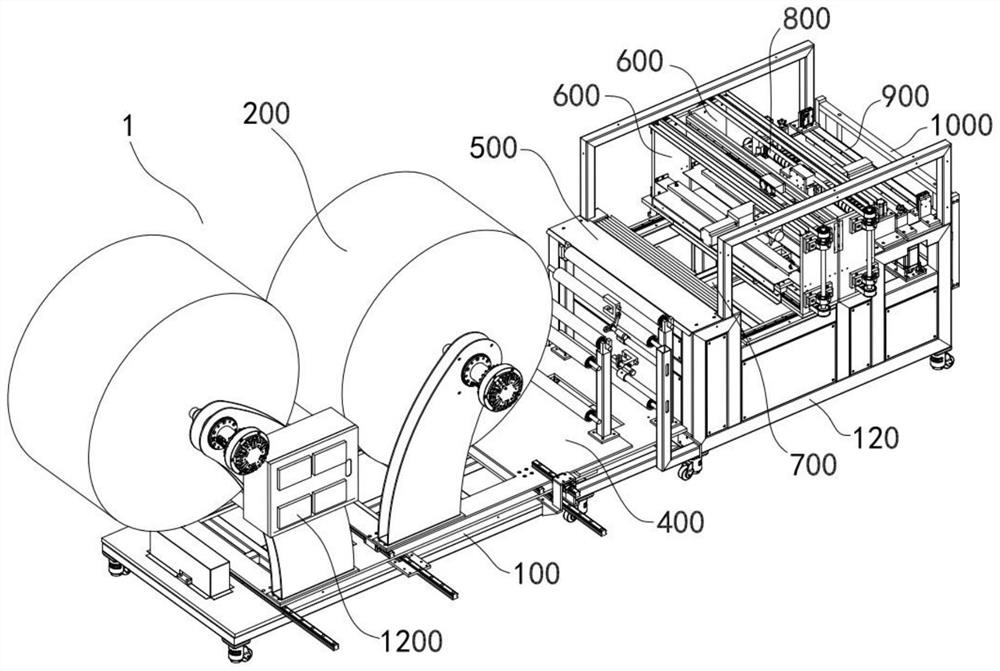
图1为本发明去除机箱壳后的第一视角的整体结构图;
图2为本发明第二视角的整体结构图;
图3为图1中的A部局部放大图;
图4为本发明第一视角的整体结构图;
图5为图4中B部局部放大图;
图6为图4中E部局部放大图;
图7为本发明去除机箱壳后的第二视角的整体结构图;
图8为本发明去除上料端和机箱壳后的第一视角结构图;
图9为图8中C部局部放大图;
图10为本发明去除上料端和机箱壳后的下侧视角结构图;
图11为图10中D部局部放大图;
图12为本发明去除上料端、机箱壳以及输料衔接位后的第一视角结构图;
图13为图12中F部局部放大图;
图14为本发明去除上料端、机箱壳以及输料衔接位后的第二视角结构图;
图15为图14中G部局部放大图;
图16为本发明去除上料端、机箱壳以及输料衔接位后的第三视角结构图;
图17为图16中H部局部放大图;
图18为本发明去除上料端、机箱壳以及输料衔接位后的上视图;
图19为本发明过渡压辊机构和切刀压料机构组装后的整体第一视角结构图;
图20为本发明过渡压辊机构和切刀压料机构组装后的整体第二视角结构图;
图21为本发明的出料机构结构示意图。
附图中标记为:1-智能一体机、100-机架、110-第一机架、120-第二机架、121-支撑架、122-放置板、1221-开口槽、123-导料板、200-放料机构、210-卷布装置、220-连接架、300-送料机构、310-第一送料轴组、320-第二送料轴组、400-纠偏机构、410-纠偏感应装置、411-立架、412-纠偏感应器、420-第一纠偏装置、421-第一滑轨、422-第一连接板、423-第一纠偏板、424-第一电机、430-第二纠偏装置、431-第二滑轨、432-第二电机、433-第二连接板、434-第二纠偏板、435-第三滑轨、436-第一滑块、500-输料衔接位、510-接料板、520-防尘板、600-缝纫机构、610-框架、620-同步缝纫位调节辅助装置、621-第三电机、622-下同步轮、623-下同步带、624-光轴、625-上同步轮、626-上同步带、627-轴承座、630-缝纫机座、631-连接组件、632-机座主体、633-缝纫台面、6331-针孔让位、634-第二滑块、640-第四滑轨、650-压料组件、651-上压板、652-丝杠组件组件、653-下支撑板、660-缝纫机头、661-机头主体、662-第四电机、700-滑动辅助机构、710-滑动组件、711-支撑底板、712-第五电机、713-滑带组件、720-第五滑轨、721-第三滑块、800-过渡压辊机构、810-主动压辊组件、811-第六电机、812-第一同步带轮组件、813-下接齿轮、814-上接齿轮、815-下主动压辊、816-上主动压辊、817-第一压料气缸、820-从动辊组件、821-上从动辊、822-下从动辊、823-调位组件、830-过渡导线、900-切刀压料机构、910-切刀位移辅助装置、911-第七电机、912-第二同步带轮组件、920-切刀装置、921-升降气缸、922-第八电机、923-切刀、930-第二压料气缸、940-压料装置、941-第一压料板、942-第二压料板、943-切刀让位槽、1000-出料机构、1010-支撑框、1020-收料压柱、1030-收料底座、1040-出料口、1050-定位轴、1060-弹簧、1100-机箱壳、1110-上板、1120-后活动门、1130-前活动门、1200-中央控制机构、1300-滑轮。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
具体实施方案:参阅图1-图21,本发明是一种多功能缝裁智能一体机,包括智能一体机1,智能一体机1包括:
机架100,具有一立体框体,作为设备的支撑和安装机体,机架100包括上料端、处理端和出料端;
放料机构200,放料机构200位于上料端,用于放置布料和放送布料;
送料机构300,送料机构300位于放料机构200的下游,且设置于上料端和处理端之间,用于将布料输送至处理端;
纠偏机构400,纠偏机构400包括相互连接的纠偏感应装置410以及纠偏组件,纠偏感应装置410安装于送料机构300的一侧,用于感应经过送料机构300的布料的位置,纠偏组件用于辅助纠偏放料机构200和送料机构300的位置;
至少两组缝纫机构600,至少两组缝纫机构600均位于处理端的上方,且沿布料的输送方向间隔排列,其中,最远离上料端的缝纫机构600固定安装在机架100上,靠近上料端的至少一组缝纫机构600通过滑动辅助机构700滑动连接在机架100上,缝纫机构600包括框架610以及安装在框架610中的同步缝纫位调节辅助装置620、缝纫机头660、缝纫机座630及压料组件650,同步缝纫位调节辅助装置620用于将缝纫机头660和缝纫机座630在宽度方向上进行同步位移,此时缝纫机头660位于缝纫机座630的正上方;
过渡压辊机构800,过渡压辊机构800位于至少两组缝纫机构600的下游,且过渡压辊机构800固定安装在处理端的上方,过渡压辊机构800包括主动压辊组件810、从动辊组件820以及设置在主动压辊组件810和从动辊组件820之间的过渡组件,主动压辊组件810位于从动辊组件820的上游,并作为布料拉动的动力源,过渡组件用于将布料过渡输出至从动辊组件820,从动辊组件820用于将布料再次压平并输出至下一机构,主动压辊组件810的上端的左右两侧分别设有第一压料气缸817;
切刀压料机构900,切刀压料机构900位于过渡压辊机构800的下游,且切刀压料机构900固定安装在处理端的上方,切刀压料机构900包括切刀位移辅助装置910、切刀装置920、第二压料气缸930以及压料装置940,压料装置940上设有沿宽度方向设置的切刀让位槽943,切刀装置920包括相互连接的切刀923和驱动电机,切刀位移辅助装置910用于辅助将切刀923在切刀让位槽943中滑动,驱动电机用于驱动切刀923上下位移,第二压料气缸930有两个,且分别安装于压料装置940的前后两端;
出料机构,出料机构1000安装于机架100的输送末端,用于将缝纫并切割完毕的成型布料平整输出;
放料机构200、纠偏机构400、缝纫机构600、过渡压辊机构800、滑动辅助机构700、切刀压料机构900以及出料机构1000均直接或间接连接中央控制机构1200,中央控制机构1200安装于机架100上。
下面简述本发明中的工序流程:首先将布料放置在放料机构200上,放料机构200提供布料至送料机构300,需要注意的是,放料机构200和送料机构300可以分别输送不同层的布料,应对于需要多层布料的缝制和裁切。纠偏感应装置410感应送料机构处输送的布料是否发生偏移,一旦发生偏移,立马通过纠偏组件420辅助纠偏放料机构200和送料机构300的位置,使得输出的布料回归到正常的输送路线。布料接着会被输送至处理端,在处理端上,会依次经过至少两组缝纫机构600,其中至少有一组缝纫机构600可以通过固定在机架100上的滑动辅助机构700调节其位于机架100长度方向的整体位置,并且,缝纫机构600上的缝针位置也可以通过同步缝纫位调节辅助装置620在宽度方向上进行自由调节,使得可以满足在布料的不同位置进行自由缝制。接着,当缝制完成后,布料会被输送至过渡压辊机构800,过渡压辊机构800用于将布料压合平整,并且继续输送至切刀压料机构900,需要注意的是,切刀压料机构900中的切刀让位槽943的宽度方向的槽径较小,使得切刀923刚好可以在切刀让位槽943中滑动切割,并且第二压料气缸930的设计,用于裁切布料过程中,压紧布料的左右两端,以保证切刀923裁切布料过程中切口的平整,使得可以对布料进行平整切割,当切割完毕后,即可把处理完毕的成型布料通过出料机构1000平整输出。
具体的,机架100包括第一机架110和第二机架120,上料端设置于第一机架110上,处理端和出料端设置于第二机架120上。
在本实施例中,送料机构300包括安装于上料端上方,且自送料方向依次间隔设置的第一送料轴组310和第二送料轴组320,第一送料轴组310和第二送料轴组320均包括若干个相对设置的送料轴,放料装置200包括两个相互间隔的卷布装置210,两个卷布装置210均通过连接架220安装在第一机架110上方。
由上可知,如若布料需要堆叠时,如双层堆叠时,第一送料轴组310、第二送料轴组320以及两个卷布装置210的设计,可以通过轴布导向,使得布料可以选择单层或者双层堆叠的输出至处理端。
作为本实施例的一种优选实施方式,纠偏感应装置410包括纠偏感应器412和立架411,纠偏感应器412安装于立架411上方,立架411安装于第一机架110上,纠偏组件包括第一纠偏装置420和第二纠偏装置430,第一纠偏装置420包括第一滑轨421、第一连接板422、第一纠偏板423和第一电机424,第一连接板422连接在第一纠偏板423和第一电机424之间,第一滑轨421有若干个,且均沿宽度方向间隔设置于第一机架110上方,第一纠偏板423滑接在若干个第一滑轨421上,第二纠偏装置430包括第二滑轨431、第二电机432、第二连接板433以及第二纠偏板434,第二连接板433连接在第二纠偏板434和第二电机432之间,第二滑轨431有若干个,且均沿宽度方向间隔设置于第一纠偏板434上方,第二纠偏板434滑接在若干个第二滑轨431上,两个卷布装置210分别固定安装于第一纠偏板423和第二纠偏板434的上端,第一送料轴组310设置于第二纠偏板434靠近处理端一侧的上端,第二送料轴组320设置于第一纠偏板423靠近处理端一侧的上端,第二纠偏板434的上端一侧设有第三滑轨435,第三滑轨435上滑接有第一滑块436,第一滑块436的下端固定安装在第一机架110上。
在本实施例中,当纠偏感应器412感应到布料的输送发生偏移后,纠偏组件会对放料机构200和送料机构300的位置进行纠偏。其中,第一连接板422和第一纠偏板423连接,进而使得第一电机424驱动第一纠偏板423滑动在第一滑轨421上,对设置于第一纠偏板423上的卷布装置210和第二送料轴组320进行纠偏。第二连接板433和第二纠偏板434连接,进而使得第二电机432驱动第二纠偏板434滑动在第二滑轨431上,对设置于第二纠偏板434上的卷布装置210和第一送料轴组310进行纠偏。第三滑轨435和第一滑块436的设计可以对第二纠偏板434进行限位,防止其由于外力产生上下位置的偏移。
此外,位于处理端上,且靠近上料端的一侧设有输料衔接位500,输料衔接位500用于衔接上料端输出的布料至处理端,输料衔接位500自输料方向依次设有接料板510和防尘板520。
作为本实施例的另一种优选实施方式,缝纫机构600还包括第四滑轨640,同步缝纫位调节辅助装置620包括呈上下位设置的上同步组件和下同步组件,上同步组件包括上同步带626以及设置于上同步带626两端的上同步轮625,下同步组件包括下同步带623以及设置于下同步带623两端的下同步轮622,上同步轮625和下同步轮622之间设有光轴624,光轴624呈竖直设置,缝纫机头660包括相互连接的机头主体661第四电机662,上同步带626固定安装在机头主体661的上端,下同步带623固定安装在缝纫机座630的下端,其中一个下同步轮622一侧连接有第三电机621,第三电机621用于驱动光轴624转动,光轴624上固定设有至少一个轴承座627,轴承座627用于固定光轴624位置,缝纫机座630包括机座主体632以及分别设置于机座主体632上下端的缝纫台面633以及连接组件631,连接组件631下端设有第二滑块634,缝纫台面631上设有针孔让位6311,框架610的下侧位置设有平台,第四滑轨640设置于平台上,且第二滑块634滑接在第四滑轨640上,压料组件650包括上压板651和下支撑板653,布料穿设于上压板651和下支撑板653之间,上压板651和下支撑板653之间通过丝杠组件652进行位置调节。
在本实施例中,第三电机621驱动光轴624转动,光轴624的转动带动上同步轮625和下同步轮622进行同步转动,上同步轮625的转动以及下同步轮622的转动会分别带动上同步带626和下同步带623进行同步传动,此时与上同步带626固定连接的缝纫机头660,以及与下同步带623固定连接的缝纫机座630会随着上同步带626和下同步带623的传动,同步进行宽度方向上的位移,保证缝纫机头660的缝纫针始终对应设置在针孔让位6311的上端。轴承座627的设计可以确保光轴624的稳定性,第四滑轨640和第二滑块634的设计可以辅助使得缝纫机座630平稳的进行位移,确保针孔让位6311的位置不会发生任何的偏移,第四电机662用于驱动机头主体661工作,丝杠组件652可以用于调节上压板651和下支撑板623之间的位置,以满足不同厚度的布料。
然后,滑动辅助机构700包括滑动组件710和第五滑轨720,滑动组件710包括支撑底板711、第五电机712和滑带组件713,支撑底板711沿布料输送方向固定在第二机架120上,滑带组件713安装于支撑底板711上端,滑带组件713上端固定安装有至少一组缝纫机构600,第五电机712连接在滑带组件713上,并用于驱动滑带组件713运转,第五滑轨720有两个且分别安装于第二机架120的前后两侧,下支撑板653下端的前后两侧均固定安装有至少一个第三滑块721,第三滑块721滑接在第五滑轨720上。
通过上述技术方案设计,一般靠近出料端的一组缝纫机构600为固定在第二机架120上,其他的缝纫机构600通过滑动组件710进行滑动,当滑带组件710运转时,固定在滑带组件710上的缝纫机构600会随动进行位移,进而调整该缝纫机构600在第二机架120长度方向上的位置,满足对布料缝制位置变动的需求。需要注意的是,第五滑轨720和第三滑块721的设计,可以辅助缝纫机构600的平稳位移。
在本实施例中,主动压辊组件800包括第六电机811、第一同步带轮组件812、下主动压辊815以及上主动压辊816,第六电机811连接第一同步带轮组件812,用于驱动第一同步带轮组件812运转,第一同步带轮组件812连接下主动压辊815,下主动压辊815上设有下接齿轮813,上主动压辊816上设有上接齿轮814,下接齿轮814和上接齿轮813啮合,上主动压辊816的两端均设有第一压料气缸817,从动辊组件包括上从动辊821、下从动辊822和调位组件823,过渡组件有两组,且分别设置在上主动压辊816和上从动辊821之间,以及下主动压辊815和下从动辊822之间,过渡组件包括若干间隔设置的过渡导线830,调位组件823有两个,且分别安装在上从动辊821的左右两端,用于调节上从动辊821和下从动辊822之间的距离,以确保压紧布料。
在本实施例中,第六电机811驱动第一同步带轮组件812运转,进而带动下主动压辊815转动,由于下接齿轮813固定在下主动压辊815上,且下接齿轮813和上接齿轮814啮合,进而带动上主动压辊816进行同步转动,布料通过上主动压辊816和下主动压辊815中间的空隙进行初次压合,并继续通过过渡组件和从动辊组件820对布料进行再次压合,进而将布料压合平整,确保在下一步骤的切割中不会由于布料的不平整产生偏差。
需要强调的是,在本实施例中,在机器运作前,需要把布料放置在上主动压辊816和下主动压辊815之间,此时上主动压辊816和下主动压辊815之间会留有足够的间隙,用于布料的放置。布料放置完毕后,由于第一压料气缸817有两个且分别安装在上主动压辊816的两端,因此通过第一压料气缸817可以驱动上主动压辊816下压,使得布料被牢牢夹紧在上主动压辊816和下主动压辊815之间。
在本实施例中,第六电机811可以通过第一同步带轮组件812、上接齿轮814以及下接齿轮813,来间接的带动下主动压辊815和上主动压辊816进行转动,此时夹紧在下主动压辊815和上主动压辊816之间的布料会通过主动压辊组件810、从动辊组件820和过渡组件830的共同作用,被动平稳的向前输送,进而相当于第六电机811可以作为整台机器的动力源,将布料由上料端拉至处理端。
接着,机架100上固定安装有设有支撑架121,支撑架121上方设有放置板122,切刀位移辅助装置910包括相互连接的第七电机911和第二同步带轮组件912,第二同步带轮组件912安装于支撑架121上,第七电机911用于驱动第二同步带轮组件912运转,第二同步带轮组件912上固定安装切刀装置920,支撑架121上还设有第六滑轨,切刀装置920下端滑接在第六滑轨上,切刀装置920还包括第八电机922,在本实施例中,第八电机922通过板架连接升降气缸921,切刀923连接在第八电机922上,升降气缸921用于驱动切刀923上下位移,第八电机922用于驱动切刀923高速旋转,压料装置940包括第一压料板941和第二压料板942,切刀让位槽943设置在第一压料板941和第二压料板942之间,放置板122上设有开口槽1221,切刀让位槽943对应设置在开口槽1221的正上端,切刀823在开口槽1221和切刀让位槽943中做往返切割运动。
在本实施例中,第七电机911驱动第二轴带组912运转,进而带动固定于第二同步带轮组件912上的切刀装置920在宽度方向上进行位移,进而使得切刀装置920中的切刀923在开口槽1221和切刀让位槽943中进行位移,第八电机922用于驱动切刀923进行高速旋转切割,第六滑轨用于辅助切刀装置920的平稳位移。需要注意的是,升降气缸921用于驱动切刀923进行上下的位移,当需要使用时,控制切刀923上移,当不需要使用时,控制切刀923下移,将切刀923进行隐藏,避免由于切刀923暴露产生的安全隐患。
更具体的,出料机构1000包括支撑框1010以及安装在支撑框1010中的收料压柱1020和收料底座1030,收料压柱1020和收料底座1030之间为出料口1040,收料压柱1020和收料底座1030相互远离的一端分别设有定位轴1050,定位轴1050上套接有弹簧1060,第二机架120的外框架上设有机箱壳1100,机箱壳1100包括上板1110、前活动门1130和后活动门1120,上板1110盖接在第二机架120上端,前活动门1130和后活动门1120分别设置于第二机架120的前后两侧,机架100下端设有若干个滑轮1300。
本发明的一种多功能缝裁智能一体机以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。