一种压铸件切冒口除水口抛光一体机
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及工业生产领域,尤其涉及压铸件的后加工领域。
背景技术
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,压铸件被广泛应用于工业生产的各个领域,但是压铸件的尺寸、形状、种类繁多,压铸件应用于在压铸后还需要经过切冒口或除水口作业,对于工件精度要求较高的还需要抛光打磨等;但是目前市场上的压铸件后续加工设备中的切冒口或除水口设备都是单独的,同一厂家如果生产多种压铸件,急需要采购切冒口设备,又需要采购除水口设备;并且市场上常用的磁力抛光机也很难实现压铸件抛光后产品与抛光针的自动分离作业。
发明内容
为了解决现在技术存在的缺陷,本发明提供了一种压铸件切冒口除水口抛光一体机。
一种压铸件切冒口除水口抛光一体机,设有机架、进出料机构、气锤除水口机构、切冒口机构和磁力抛光机构;所述进出料机构设有进料皮带和旋转机械手;所述旋转机械手、气锤除水口机构和切冒口机构安装在所述机架上;所述进料皮带位于所述机架的前方,所述磁力抛光机构设有磁力抛光机、双工位中转台、直线模组和提升翻转装置;所述磁力抛光机构位于所述进料皮带的右侧,所述磁力抛光机位于所述气锤除冒口机构的前方;所述双工位中转台位于所述磁力抛光机的前方;所述直线模组位于所述磁力抛光机和双工位中转台的右侧;所述提升翻转装置安装在所述直线模组的滑座上。
优选地,所述进出料机构设有进料皮带和旋转机械手;所述进料皮带位于所述机架的前方,所述旋转机械手位于所述机架的左侧;所述旋转机械手设有旋转底座、连接臂、旋转气缸、三轴气缸和四爪夹具;所述旋转底座安装在所述机架上,所述连接臂的一端安装在所述旋转底座上,所述旋转气缸安装在所述连接臂的另一端;所述三轴气缸沿垂直方向安装在所述旋转气缸上,所述四爪夹具安装在所述三轴气缸的活动端;旋转机械手将进料皮带上的压铸件抓起,可以根据压铸件的类型,既可以选择转移至气锤除水口机构,也可以选择转移至切冒口机构;当将压铸件转移至切冒口机构切冒口作业时还可以作为定位夹具。
优选地,所述气锤除水口机构位于所述旋转机械手的右侧,所述气锤除水口机构设有气锤组件、振动支撑板、下料槽、下料滑道和第一收集箱;所述气锤组件安装在所述机架的顶部;所述振动支撑板位安装在所述机架上,所述振动支撑板位于所述气锤组件和下料槽之间;所述下料槽栓接所述机架上,所述下料滑道栓接在所述下料槽的下方;所述下料滑道倾斜安装;所述下料槽底部设有第一网孔,所述下料滑道位于下料槽正下方的部分设有第二网孔,所述第一网孔的直径大于第二网孔的直径;所述第一收集箱位于所述下料滑道的下方;气缸带动气锤升降与压铸件接触,气锤通过高频振动将压铸件与水口分离;掉落的成品压铸件经过下料槽和下料滑道的第一网孔和第二网孔筛分后,压铸件成品由下料滑道流出进入磁力抛光机上的第一抛光桶内,水口的边角料由下料滑道的第二网孔落至第一收集箱。
优选地,所述气锤组件设有限位杆311、标准气缸312、升降导柱313、直线轴承314、气缸安装板315、气锤安装板316和气锤317;所述直线轴承安装在所述机架的顶板上,所述升降导柱套接在所述直线轴承内;所述气缸安装版、气锤安装板和两根升降导柱相互连接组成长方形,所述气缸安装版与气锤安装板平行,两根升降导柱相互平行;所述标准气缸的固定端安装在所述机架的顶板上,所述标准气缸的的活动端垂直向上,所述气缸安装板水平安装在所述气缸的活动端;所述限位杆的一端安装在所述气缸安装板上,所述限位杆的另一端位于所述机架的顶板的上方,所述限位杆位于所述标准气缸的左右两侧;所述升降导柱的一端与所述气缸安装板连接,另一端与所述气锤安装板连接,所述升降导柱位于两根限位杆的外侧;所述气锤垂直向下安装在所述气锤安装板上。
优选地,所述切冒口机构设万向机械手、磨切机和第二收集箱,所述磨切机安装在所述万向机械手的工作端,所述万向机械手位于所述机架的内部;所述第二收集箱位于所述万向机械手和旋转机械手的下方;旋转机械手将压铸件转移至切冒口机构区域后,万向机械手带动磨切机移动,对压铸件上的冒口切除,并进行初步的打磨,切割下的冒口落至第二收集箱,旋转机械手将切割冒口后的成品压铸件转移至磁力抛光机上的第一抛光桶内。
优选的,所述磁力抛光机构设有磁力抛光机、双工位中转台、直线模组和提升翻转装置;所述磁力抛光机位于所述进料皮带的右侧,位于所述气锤除水口机构的前方;所述磁力抛光机的工作面上设有第一抛光桶;所述第一抛光桶为圆柱形;所述双工位中转台位于所述进料皮带的右侧,位于所述磁力抛光机的前方,所述双工位中转台上对称设有两个置物台;所述置物台上设有第二抛光桶和滤网桶,所述滤网桶套接在所述第二抛光桶内;所述第一抛光桶和第二抛光桶相同;所述直线模组为X、Y向直线模组,Y向直线模组安装在X向直线模组的滑块上,所述提升翻转装置安装在所述Y向直线模组的滑块上;磁力抛光机对第一抛光桶内的成品压铸件进行抛光,直线模组带动提升翻转装置运动,提升翻转装置对第一抛光桶、第二抛光桶和滤网桶内的抛光针和成品压铸件进行翻倒,实现抛光针和成品压铸件的快速分离;双工位中转台用于暂存第二抛光桶和滤网桶,协助实现抛光针与压铸件之间的快速分离。
优选地,所述提升翻转装置设有支撑架、升降滑组、翻转组件和夹紧组件,所述升降滑组、翻转组件和夹紧组件安装在所述支撑架上;所述支撑架安装在所述Y向直线模组的滑块上;所述支撑架为中空结构;所述升降滑组设有第一伺服电机、同步齿轮及同步带组件、垂直滑轨、转轴安装板和安装板连接件;所述同步齿轮及同步带组件安装在所述支撑架后侧,所述第一伺服电机安装在所述同步齿轮及同步带组件上;所述垂直滑轨安装在所述支撑架的前侧;所述转轴安装板与所述垂直滑轨滑动连接;所述安装板连接件的中间由所述支撑架中间的中空区域穿过与所述转轴安装板连接,所述安装板连接件的两端均设有夹具,所述安装板连接件两端的夹具夹在所述同步齿轮及同步带组件的同步带上;第一伺服电机转动带动同步带转动,与同步带和转轴安装板都相连接的安装板连接件则带动转轴安装板升降。
优选的,所述翻转组件设有第二伺服电机、转轴、同步大齿轮、同步小齿轮和夹爪连接件;所述第二伺服电机安装在所述转轴安装板上,所述第二伺服电机的输出端和转轴由所述转轴安装板穿过,所述第二伺服电机的输出端和转轴与所述转轴安装板连接位置均设有轴承;所述第二伺服电机位于所述转轴安装板的后侧,所述转轴位于所述转轴安装板的前侧;所述同步大齿轮安装在所述转轴上,所述同步小齿轮安装在所述第二伺服电机的输出端,所述同步大齿轮和同步小齿轮相互咬合;所述夹爪连接件的一端与所述转轴连接,所述夹紧组件安装在所述夹爪连接件的另一端;第二伺服电机转动带动同步小齿轮以及与同步小齿轮咬合的同步大齿轮转动,同步大齿轮转动转带动转轴和与转轴连接的夹爪连接件及安装在夹爪连接件上的夹紧组件转动,夹紧组件转动,则可以带动夹爪上夹着的物品转动。
优选的,所述夹紧组件设有第三伺服电机、夹爪安装板、齿轮、第一齿条、第二齿条、水平滑轨、左夹爪和右夹爪;所述夹爪安装板安装在所述夹爪连接件上,所述第三伺服电机安装在所述夹爪安装板的后侧,所述第三伺服电机的输出端由所述夹爪安装板穿过,所述齿轮安装在所述第三伺服电机的输出端,所述齿轮位于所述夹爪安装板的前侧;所述水平滑轨安装在所述夹爪安装板的前侧,所述左夹爪和右夹爪均与所述水平滑轨滑动连接;所述第一齿条安装在所述左夹爪上,所述第二齿条安装在所述右夹爪上,所述第一齿条位于所述左夹爪和夹爪安装板之间,所述第二齿条位于所述右夹爪和夹爪安装板之间;所述齿轮同时与第一齿条和第二齿条咬合,所述第一齿条位于所述齿轮的上方,所述第二齿条位于所述齿轮的下方;第三伺服电机转动,带动齿轮转动,齿轮转动带动第一齿条和第二齿条移动,实现左夹爪和右夹爪的夹紧与松开功能。
相对于现有技术的有益效果,本发明通过设置旋转机械手,旋转机械手既可以将进料皮带上的压铸件转移至气锤除水口机构和切冒口机构,完成对应产品的上料作业;也可以在气锤除水口机构完成作业后将分离下来的水口转移至第二收集箱或者在切冒口机构作业时作为定位夹具使用,并且在作业完毕后将成品压铸件转移至第一抛光桶,完成下料作业;一台设备可以完成多个作业项目,实现了不同设备可交叉重复部分的资源整合;在下料槽和下料滑道分别设置第一网孔和第二网孔,可以将成品压铸件与水口边角料分离;通过设置双工位中转台、直线模组和提升翻转装置可以将抛光桶内的物品进行倾倒转移,实现抛光针与压铸件之间的快速分离。
附图说明
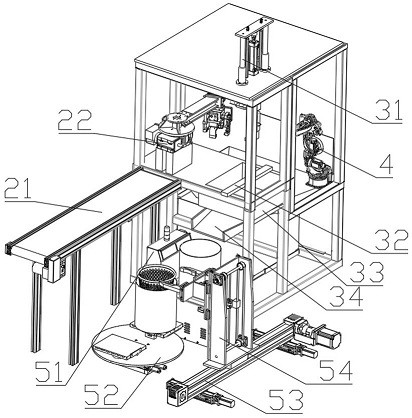
图1为本发明左45°整体结构示意图;
图2为本发明右45°整体结构示意图;
图3为本发明旋转机械手结构示意图;
图4为本发明气锤组件结构示意图;
图5为本发明抛光桶和滤网桶结构示意图;
图6为本发明提升翻转装置结构示意图;
图7为本发明升降滑组结构示意图;
图8为本发明翻转组件结构示意图;
图9为本发明夹紧组件结构示意图。
附图标记:
1、机架;2、进出料机构;21、进料皮带;22、旋转机械手;221、旋转底座;222、连接臂;223、旋转气缸;224、三轴气缸;225、四爪夹具;3、气锤除水口机构;31、气锤组件;311、限位杆;312、标准气缸;313、升降导柱;314、直线轴承;315、气缸安装板;316、气锤安装板;317、气锤;32、振动支撑板;33、下料槽;34、下料滑道;4、切冒口机构;41、万向机械手;42、第二收集箱;5、磁力抛光机构;51、磁力抛光机;511、第一抛光桶;512、滤网桶;52、双工位中转台;53、直线模组;54、提升翻转装置;541、支撑架;542、升降滑组;5421、第一伺服电机;5422、同步齿轮及同步带组件;5423、垂直滑轨;5424、转轴安装板、5425、安装板连接件;543、翻转组件;5431、第二伺服电机;5432、转轴;5433、同步大齿轮;5434、同步小齿轮;5435、夹爪连接件;544、夹紧组件;5441、第三伺服电机;5442、夹爪安装板;5443、齿轮;5444、第一齿条;5445、第二齿条;5546、水平滑轨;5447、左夹爪;5448、右夹爪。
具体实施方式
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
下面结合附图对本发明作详细说明。
实施例1:如图1、图2所示,一种压铸件切冒口除水口抛光一体机,设有机架1、进出料机构2、气锤除水口机构3、切冒口机构4和磁力抛光机构5,进出料机构2设有进料皮带21和旋转机械手22;旋转机械手22设有旋转底座221、连接臂222、旋转气缸223、三轴气缸224和四爪夹具225;旋转底座221带动连接臂222转动,四爪夹具225将进料皮带21上的压铸件抓起根据压铸件的类型将压铸件送入气锤除水口机构或切冒口机构的作业工位;气锤除水口机构3设有气锤组件31、振动支撑板32、下料槽33、下料滑道34和第一收集箱;切冒口机构4设有万向机械手41、磨切机和第二收集箱42;若旋转机械手将压铸件送入气锤除水口机构作业工位时,四爪夹具将压铸件放在振动支撑板32上,气锤组件通过高频振动将压铸件与水口分离,分离后的压铸件和水口的边角料落入下料槽33内,下料槽33和下料滑道34位于下料槽正下方的部分分别设有第一网孔和第二网孔,与水口分离后的成品压铸件和水口的边角料在经过下料槽和下料滑道的网孔的筛分后,成品压铸件沿下料滑道流入第一抛光桶,水口边角料通过第一网孔和第二网孔进入第一收集箱,最后旋转机械手将振动支撑板上剩余的水口抓起送入第二收集箱;若旋转机械手将压铸件送入切冒口机构,万向机械手41带动切磨机转换位置,对压铸件上的冒口进行切除,期间旋转机械手的四爪夹具225将压铸件夹紧可以作为固定夹具使用,而旋转气缸223和三轴气缸224也可以转换四爪夹具上的压铸件的角度和位置,辅助完成压铸件的冒口切割作业,切除的冒口落入第二收集箱42内,冒口切割完毕后旋转机械手将成品压铸件放入第一抛光桶内;压铸件的除水口或切冒口作业结束后,旋转机械手将压铸件送入磁力抛光机构5,磁力抛光机构设有磁力抛光机51、双工位中转台52、直线模组53和提升翻转装置54;磁力抛光机上设有第一抛光桶511,双工位中转台上对称设有两个置物台,分别为置物台一和置物台二,置物台一上设有第二抛光桶和滤网桶512,滤网桶放在第二抛光桶内;第一抛光桶和第二抛光桶相同;提升翻转装置54设有支撑架541、升降滑组542、翻转组件543和夹紧组件544;磁力抛光机内的磁场转动,对第一抛光桶内的压铸件进行抛光,双工位中转台作为第一抛光桶、第二抛光桶和滤网桶的中转暂存区,协助实现抛光针与压铸件之间的快速分离;直线模组带动提升翻转装置在双工位中转台和磁力抛光机之间运动,提升翻转装置将第一抛光桶、第二抛光桶和滤网桶内的物料翻倒,实现抛光针与压铸件之间的快速分离,其作业流程如下:当第一抛光桶内装入一定量的成品压铸件后,磁力抛光机开始工作,对第一抛光桶内的成品压铸件进行抛光;抛光结束后,提升翻转装置54运动至第一抛光桶位置,提升翻转装置54的夹紧组件544将第一抛光桶51夹紧并运动至第二抛光桶附近位置,升降滑组542和翻转组件543配合将第一抛光桶提升后,将第一抛光桶内的抛光液、抛光针和压铸件倒入滤网桶512内,然后将第一抛光桶放回磁力抛光机的工位上,而后提升翻转装置54将滤网桶夹起并转移放入第一抛光桶内部,磁力抛光机的磁场运转,将抛光针由滤网桶的网孔吸出,实现了压铸件与抛光针的分离;直线模组带动提升翻转装置运动至成品存储位区域,提升翻转装置将滤网桶内打磨后的压铸件倒入成品存储区,之后将滤网桶放在置物台二上,然后将第二抛光桶夹起并将第二抛光桶内的抛光液倒入第一抛光桶,抛光液倒入第一抛光桶后,第二抛光桶放在至置物台一上,再将置物台二上的滤网桶放在第二抛光桶的内部。
实施例2:在气锤组件的高频振动下,压铸件与水口分离,但是不可避免的会有少量水口的边角料也会跟随压铸件一起进入下料槽内,如果不将压铸件和水口的边角料分离开,一起进入抛光桶中对无用的水口边角料进行抛光也是一种资源浪费,所以需要在其抛光桶之前将压铸件与水口边角料分离开,所以在下料槽的下方设置下料滑道,在下料槽和下料滑道上分别设置第一网孔和第二网孔,第一网孔的直径大于第二网孔的直径,压铸件和水口边角料进入下料槽内,穿过第一网孔进入下料滑道,第二网孔直径相对较小,压铸件无法通过,而水口边角料却可以通过,这样水口的边角料会落入第一收集箱,压铸件从下料滑道滑下落入第一抛光桶内;下料槽和下料滑道都是使用螺栓连接在机架上,可以根据压铸件的大小对下料槽和下料滑道进行更换。
实施例3:如图5至图9所示,压铸件经过磁力抛光后,压铸件和抛光针混在一起,分离起来比较麻烦,为了实现抛光针和压铸件的快速分离,所以设置了第一抛光桶、第二抛光桶、滤网桶、双工位中转台、直线模组和提升翻转装置;第一抛光桶中的压铸件抛光结束后,直线模组将提升翻转装置移载至第一抛光桶附近,提升翻转装置将第一抛光桶夹紧并转移至第二抛光桶附近,提升翻转装置将第一抛光桶内的抛光液、抛光针和压铸件一起倒入第二抛光桶内,再将第一抛光桶放在磁力抛光机的工作位上;提升翻转装置再将滤网桶夹紧转移至第一抛光桶内,因为滤网桶放在第二抛光桶内,所以抛光液由透过滤网留在第二抛光桶内,抛光针和压铸件会留在滤网桶内;磁力抛光机的磁场运转,抛光针跟随磁场运动,由滤网桶的网孔进入第一抛光桶中,带抛光针与压铸件分离后,直线模组和提升翻转机构将滤网桶转移至成品下料区,将滤网桶内的压铸件倒出,再将滤网桶放在双工位中转台的置物台二上,之后将第二抛光桶中的抛光液倒入第一抛光桶,后将第二抛光桶和滤网桶复位,准备下一次的作业,实现了抛光针与压铸件的快速自动分离。
实施例4:如图6至图9所示,为了实现将抛光桶内的物品提升翻转倒出的功能,所以设置了提升翻转装置,提升翻转装置设有支撑架541、升降滑组542、翻转组件543和夹紧组件544;升降滑组542设有第一伺服电机5421、同步齿轮及同步带组件5422、垂直滑轨5423、转轴安装板5424和安装板连接件5425;翻转组件543设有第二伺服电机5431、转轴5432、同步大齿轮5433、同步小齿轮5434和夹爪连接件5435;夹紧组件544设有第三伺服电机5441、夹爪安装板5442、齿轮5443、第一齿条5444、第二齿条5445、水平滑轨5546、左夹爪5447和右夹爪5448;将一个桶内的物品倒入另一个桶内,首先需要将倒出桶夹紧并提升,使倒出桶的桶口位于倒入桶的桶口上方,然后翻转使倒出桶的通地逐步升高,完成将倒出桶内的物品倒入倒入桶;升降滑组可以完成提升作业,翻转组件完成翻转作业,夹紧组件完成夹紧作业;首先第三伺服电机带动齿轮正转时,因为第一齿条和第二齿条与齿轮咬合,第一齿条和第二齿条同时向中间移动,带动左夹爪和右夹爪沿水平滑轨也向中间移动,就可以将抛光桶夹紧;反之当第三伺服电机反转时,左夹爪和右夹爪会向两边运动,将抛光桶松开;其次,第一伺服电机正转带动同步齿轮及同步带组件上的同步轮和同步带同时转动,同步带转动则会带动夹在同步带上的安装板连接件提升,安装板连接件则会带动转轴安装板沿垂直滑轨提升;反之第一伺服电机翻转,会带动夹紧组件下降;最后,第二伺服电机带动同步小齿轮转动,同步小齿轮转动带动同步大齿轮转动,同步大齿轮带动转轴转动,转轴带动夹爪安装板以及夹爪翻转,最终带动夹爪夹着的抛光桶或滤网桶的桶底升高,将内部的物品倒出。
本发明的工作原理:旋转机械手将进料皮带上的压铸件抓起后,根据压铸件的类型将压铸件转移至气锤除水口机构或切冒口机构的作业工位;若将压铸件转移至气锤除水口工位时,旋转机械手将压铸件放在振动支撑板上,气锤组件通过高频振动将压铸件与水口分离,分离后的压铸件和部分水口边角料掉入下料槽,压铸件和水口边角料由下料槽的第一网孔落下进入下料滑道,水口边角料由第二网孔落下进入第一收集箱,压铸件沿下料滑道进入第一抛光桶内,旋转机械手将振动支撑板上剩余的水口转移至第二收集箱内;如果旋转机械手将压铸件转移至切冒口机构工作位,万向机械手带动磨切机转换位置和角度,将压铸件上的冒口切除,旋转机械手的四爪夹具作为固定夹具,旋转机械机械手上的旋转气缸和三轴气缸可以带动四爪夹具转换角度和位置,配合万向机械手完成压铸件冒口的切除,冒口落进第二收集箱内,压铸件冒口切除后,旋转机械手将切除冒口后的压铸件转移至第一抛光桶内;第一抛光桶内落入一定量的压铸件后,磁力抛光机的磁场转动,对第一抛光桶内的压铸件抛光,抛光结束后,直线模组带动提升翻转装置在双工位中转台和磁力抛光机的侧面移动;提升翻转装置到达第一抛光桶位置后将第一抛光桶夹紧并转移至第二抛光桶附近,然后将第一抛光桶提升后翻转,将第一抛光桶内的抛光液、抛光针和压铸件倒入第二抛光桶内后,再将第一抛光桶放回磁力抛光机的工作位;提升翻转装置将滤网桶提起转移放进第一抛光桶内,因为滤网桶放在第二抛光桶内,所以滤网桶被提起后,抛光液和少量抛光针会沿网孔流进第二抛光桶内,剩余部分的抛光针和压铸件会留在滤网桶内,磁力抛光机的磁场旋转,将抛光针由滤网桶的网孔吸出落在第一抛光桶内;提升翻转装置和直线模组配合将滤网桶和内部的压铸件转移倒入成品区,并将滤网桶放在置物台二上;提升翻转装置将第二抛光桶内的抛光液倒入第一抛光桶后,将第二抛光桶和滤网桶复位放在置物台一上,等待再次作业。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。