一种甲醛去除材料制备工艺
文献发布时间:2023-06-19 19:14:59
技术领域
本发明属于甲醛去除材料技术领域,具体而言,是一种甲醛去除材料制备工艺。
背景技术
长期接触低剂量甲醛可引起慢性呼吸道疾病,引起鼻咽癌、结肠癌、脑瘤和细胞核的基因突变,引起新生儿染色体异常和白血病,引起青少年记忆力和智力下降;
日常生活中的甲醛的主要来源,主要是板材胶粘剂中的以甲醛为主要成分的脲醛树脂等,因此在日常生活中,对于家具板材的甲醛的去除是十分必要的;
对于市面上通过涂料去除甲醛的产品,因吸附性能有限,即使通过自身香气原料对甲醛气体进行遮盖,但是并不能充分吸收空气中的甲醛,并且吸收的部分甲醛在通风状态在未充分释放的情况下,会带来二次污染。
发明内容
为了实现提供一种能够在空气不便流通的位置,进行可替换式使用的甲醛去除材料的目的,本发明采用以下技术方案:
本发明的目的在于提供一种通过将具有吸附性能的甲醛去除材料进行加工组合,将其通过悬挂的方式设置在屋内空气不便流通的位置,再通过定期地对组合材料进行更换,增加对于室内甲醛的去除处理。
为了实现上述目的,本发明提供了一种甲醛去除材料制备工艺,包括以下步骤:
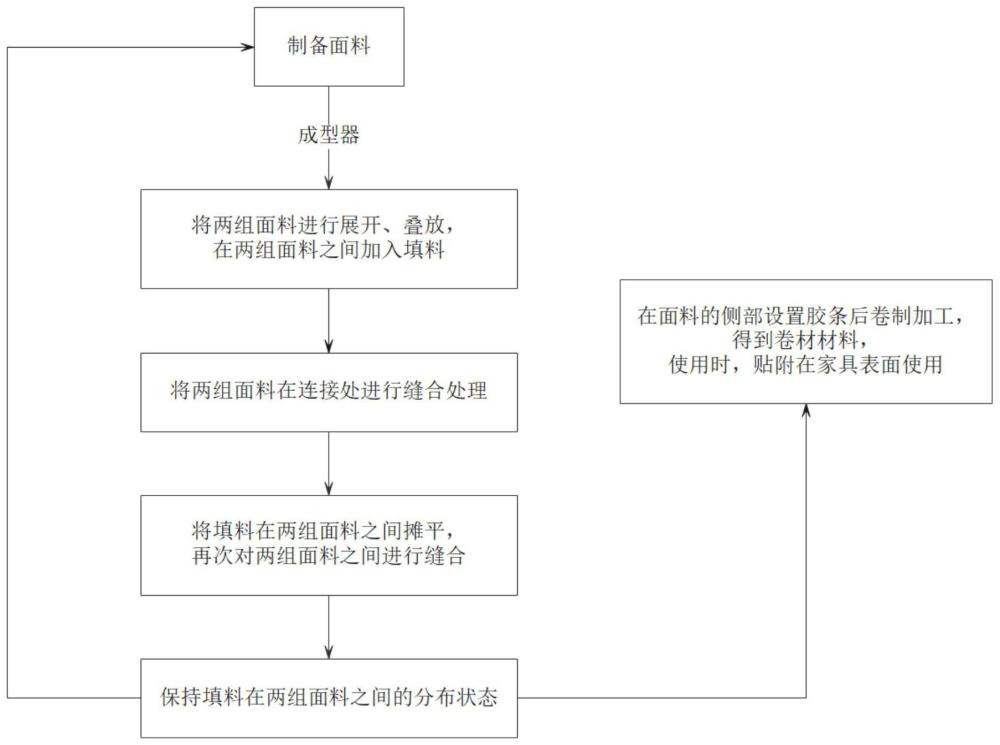
步骤一:制备面料,裁切、压平后卷制加工;
步骤二:将两组面料在成型器内展开、叠放,并在两组面料之间加入填料;
步骤三:将两组面料在连接处进行缝合处理;
步骤四:将填料在两组面料之间摊平,再次对两组面料之间进行缝合,保持填料在两组面料之间的分布状态;
步骤五:在面料的侧部设置胶条后卷制加工。
其中,对于两组面料的缝合方式可采用热压粘结或针织缝合方式;
在面料上设置保护层或粘合剂层例如无机物系和有机无机复合系,用以保护面料,在其上再设置纳米光触媒涂层,通过缝合后的二次涂布加工,增加光触媒涂层的耐久性和光催化活性。
对于填料的使用,可选用椰壳活性炭或煤质活性炭。
在甲醛去除材料制备工艺中使用到的成型器包括机台、输送架、送料辊和拉紧辊,输送架安装在机台上,输送架设置有两个,两个输送架上分别转动连接有转向相反的送料辊和拉紧辊,两组面料分别位于各自对应的送料辊和拉紧辊之间。
通过将面料进行拉直后,在两组面料之间填充填料,实现甲醛去除材料的组合加工处理。
附图说明
以下附图仅旨在于对本发明做示意性说明和解释,其中:
图1为本发明的甲醛去除材料制备工艺的流程图;
图2为本发明的甲醛去除材料的产品结构图;
图3为本发明的成型器的结构示意图;
图4为本发明的夹持套的结构示意图;
图5为本发明的双层面料的结构示意图;
图6为本发明的机台、输送架和翻面弧板的结构示意图;
图7为本发明的送料辊和拉紧辊的结构示意图;
图8为本发明的滑台、压板和挤压轮的结构示意图;
图9为本发明的挤压轮和顶紧座的结构示意图;
图10为本发明的压板、凸起和套架的结构示意图;
图11为本发明的滑台和压板的结构示意图。
图中:面料1;填料2;胶条3;机台11;输送架12;夹持套13;翻面弧板14;送料辊15;拉紧辊16;夹紧座17;托料架18;滑台21;压板22;凸起23;套架24;压板25;挤压轮31;顶紧座32;转动驱动器33;L型臂34;转动座41;驱动柄42;压痕器43。
具体实施方式
为了实现提供一种能够在空气不便流通的位置,进行可替换式使用的甲醛去除材料的目的,本发明提供了一种甲醛去除材料制备工艺,包括以下步骤:
步骤一:制备面料1,裁切、压平后卷制加工;
步骤二:将两组面料1在成型器内展开、叠放,并在两组面料1之间加入填料2;
步骤三:将两组面料1在连接处进行缝合处理;
步骤四:将填料2在两组面料1之间摊平,再次对两组面料1之间进行缝合,保持填料2在两组面料1之间的分布状态;
步骤五:在面料1的侧部设置胶条3后卷制加工。
其中,对于两组面料1的缝合方式可采用热压粘结或针织缝合方式;
在面料1上设置保护层或粘合剂层例如无机物系和有机无机复合系,用以保护面料1,在其上再设置纳米光触媒涂层,通过缝合后的二次涂布加工,增加光触媒涂层的耐久性和光催化活性。
通过胶条3将组合材料安置在屋内空气不便流通的位置,再通过定期地对组合材料进行更换,增加对于室内甲醛的去除处理效果。
以下对本发明的具体实施例进行说明。
参照图3、图5-8所示,说明本发明提供的甲醛去除材料制备工艺,面料1的夹紧定位和填料的补充添加的实施例:
所述成型器的机台11上通过紧固件固定连接有两个输送架12,两个输送架12上分别转动连接有送料辊15和拉紧辊16,送料辊15和拉紧辊16的转向相反,两组面料1分别位于各自对应的送料辊15和拉紧辊16之间。
一个输送架12上焊接固定连接有翻面弧板14,机台11上安装有夹紧座17,夹紧座17两侧的贴片分别与翻面弧板14和另一个输送架12上的送料辊15配合将两组面料1进行压紧。
夹紧座17上设置有滑料沿,填料通过滑料沿进入到两组面料1之间。
参照图4和图7所示,说明本发明提供的甲醛去除材料制备工艺,对两组面料1的边缘位置进行缝合处理的实施例:
安装有翻面弧板14的输送架12上设置有夹持套13,夹持套13套在两组面料1边缘的外侧,两组面料1在夹持套13的位置进行缝合处理。
缝合处理的具体方式为:夹持套13处设置有热压辊或针织机,通过热压辊或针织机对两组面料进行热压粘结或针织的方式进行缝合处理,将填料在两组面料之间进行收拢。
之后向两组面料1的中部之间添加填料,在面料的输送过程中,将填料进行同步的裹挟输送。
参照图3和图7所示,说明本发明提供的甲醛去除材料制备工艺,使用托料架18对缝合在一起的两组面料1进行托起的实施例:
所述机台11上安装有托料架18,缝合处理后的两组面料1均穿过托料架18上的两组转辊之间进行托放。
输送架12的两侧分别设置有用于单独驱动送料辊15和拉紧辊16旋转的驱动部件例如步进电机或伺服电机,电机的输出轴与送料辊15或拉紧辊16的转轴通过联轴器相连。
参照图3-8所示,说明本发明提供的甲醛去除材料制备工艺,对面料1的中部进行整平处理的实施例:
机台11上横向活动安装有滑台21,滑台21位于两个托料架18的中部,滑台21上竖向滑动连接有压板22,滑台21和压板22位于缝合在一起的两组面料1两侧。
滑台21水平滑动连接在机台11上,机台11上安装有用于驱动滑台21移动的伸缩驱动器Ⅰ,本申请中的伸缩驱动器可选用电动伸缩杆或液压缸。
压板22在滑台21上的竖向滑动,可通过液压杆进行控制。
通过启动伸缩驱动器Ⅰ和液压杆,带动压板22和滑台21对边缘缝合完成的面料1进行压紧输送,此时面料1的另一端在送料辊15和拉紧辊16之间,在摩擦力的作用下,对面料1的中部进行整平处理,增加缝合效果和填料加入的均匀性。
参照图8和图10所示,说明本发明提供的甲醛去除材料制备工艺,保持填料在两组面料之间的分布状态的实施例:
所述压板22的内部中空,且底部边缘处设置有凸起23,在控制压板22对边缘缝合完成的面料1进行挤压的过程中,能够对两组面料1内的填料进行压痕分隔,使其成条形状分隔聚集,之后再对两组面料1的中部进行缝合处理,使两组面料1之间的填料能够保持分隔聚集状态,避免悬挂使用时,造成材料变形。
参照图3和图8-10所示,说明本发明提供的甲醛去除材料制备工艺,对两组面料1之间的填料进行厚度控制处理的实施例:
所述压板22上固定连接有套架24,套架24上滑动连接有顶紧座32,顶紧座32与套架24之间焊接固定连接有弹簧,顶紧座32上滑动安装有挤压轮31,挤压轮31通过边缘的工型轮卡在顶紧座32上的槽板内。
挤压轮31上转动连接有L型臂34,L型臂34滑动连接在顶紧座32顶部滑槽内,顶紧座32顶部安装有转动驱动器33,转动驱动器33的输出轴上通过联轴器安装有丝杆,丝杆与L型臂34通过螺纹传动连接,挤压轮31上固定连接有齿轮,顶紧座32的底部固定连接有齿条,齿轮与齿条通过啮合传动连接。
本申请中的转动驱动器33可选用步进电机或伺服电机。
通过启动转动驱动器33,带动丝杆以自身的轴线为轴进行转动,从而控制L型臂34移动,在齿轮和齿条啮合传动的作用下,使挤压轮31在移动过程中进行转动,对两组面料1之间的填料进行厚度控制处理。
在顶紧座32、套架24以及顶紧座32和套架24之间的弹簧作用下,挤压轮31能够在填料聚集的位置自动升起,减少对面料表层的刮蹭影响。
参照图11所示,说明本发明提供的甲醛去除材料制备工艺,使用压痕器43对填料进行进一步挤压的实施例:
在压板22与滑台21对缝合的面料1进行压紧状态下,使用挤压轮31对两组面料1之间的填料进行整平处理,之后将挤压轮31移至压板22内侧边缘,再使用压痕器43对填料进行挤压,完成一个定型阶段;
在压板22与滑台21对缝合的面料1进行压紧状态下,控制滑台21移动,抬升压板22后,对滑台21进行复位,重新控制压板22下移,进行第二个定型阶段。
参照图8-11所示,说明本发明提供的甲醛去除材料制备工艺,对压痕器43进行自动压紧和松放控制的实施例:
所述压板22上安装有圆杆,圆杆贯穿滑台21顶部的连接架,圆杆外侧套接安装有拉簧,拉簧的两端分别与连接架和压板22焊接固定连接。
连接架上滑动连接有压痕器43,连接架上还安装有用于驱动压痕器43竖向移动的伸缩驱动器Ⅱ,压痕器43下侧的按压条能够穿过压板22的中空部分与位于上侧的面料1抵接连接。
连接架上安装有转动座41,转动座41上转动连接有驱动柄42,套架24上焊接固定连接有压板25,驱动柄42的端部与压板25的上侧之间抵接配合,驱动柄42的另一端的下侧与压痕器43端部上侧之间抵接配合。
启动伸缩驱动器Ⅱ,带动压痕器43对两组面料1内的填料进一步挤压,使其成块状分隔聚集,进一步增加组合材料在悬挂使用时的效果。
进一步地,在驱动柄42的端部与压板25上侧抵接配合的过程中,能够在切换压板22和滑台21对缝合的面料1的夹紧位置过程中,实现对压痕器43进行自动压紧和松放控制。