一种自动剪线和调节针距大小机构
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及一种自动剪线和调节针距大小机构。
背景技术
缝纫机工作当中需要频繁的剪线,以往多用气缸或电机驱动机构实现剪线,结构复杂不利安装,零件种类多成本高,且对不同的缝料,针距大小也有不同的要求,现有设备需要员工进行手动调节,且无法精准定位,对员工的要求较高,不利于服装企业的高效生产。
发明内容
针对上述问题中存在的不足之处,本发明提供一种自动剪线和调节针距大小机构。
为实现上述目的,本发明提供一种自动剪线和调节针距大小机构,包括
步进电机及主轴,所述步进电机的输出轴上设有针距机构限位凸轮、剪线机构驱动凸轮;
调针距传动组件,用于与所述针距机构限位凸轮相作用以实现针距的调节,所述调针距传动组件包括凸轮随动件、第一针距调节杠杆、传动轴、第二针距调节杠杆、针距调节连杆、第三针距调节杠杆、扭簧、送布组件、针距调节轴、制动齿条,所述送布组件包括分体式的送布偏心凸轮、针距偏心凸轮、蝶形垫片及螺母,所述送布偏心凸轮和所述针距偏心凸轮通过叠加偏心量的改变即可改变针距大小;
剪线刀组件及剪线传动组件,所述剪线传动组件用于与所述剪线机构驱动凸轮相作用并传递运动至所述剪线刀组件处以实现剪线的控制,所述剪线传动组件包括用于传递剪线动作的第一剪线杠杆、金属球、第二剪线杠杆、剪线连杆、扭簧、第三剪线杠杆。
进一步的,所述步进电机逆时针转动,直至启动针距调节机构,所述剪线机构驱动凸轮处于空行程阶段,不会驱动剪线机构。
进一步的,所述步进电机顺时针转动,实现剪线动作,所述针距机构限位凸轮处于空行程阶段,不会启动针距调节机构。
本发明相对于现有技术的有益效果为:现提出了一种自动剪线和调节针距大小机构,操作简单、成本低,有效提高了企业生产效率。
附图说明
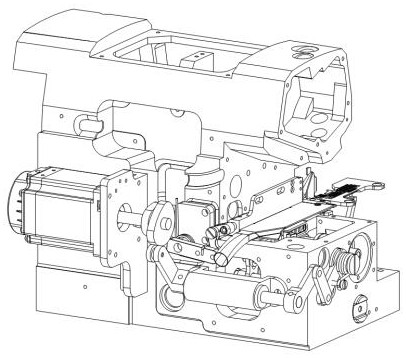
图1为本发明一种自动剪线和调节针距大小机构的立体图;
图2为步进电机与调针距传动组件之间的连接示意图;
图3为图2中的部分零部件的爆炸图;
图4为步进电机与剪线刀组件的连接示意图。
图中:1、步进电机;2、电机安装板;3、针距机构限位凸轮;4、凸轮随动件;5、第一针距调节杠杆;6、传动轴安装座;7、传动轴;8、第二针距调节杠杆;9、针距调节连杆;10、第三针距调节杠杆;11、扭簧;12、送布组件;12-1、送布偏心凸轮;12-2、针距偏心凸轮;12-3、蝶形垫片;12-4、螺母;13、针距调节轴;14、制动齿条;15、螺钉;16、螺母;17、主轴;18、针距调节轴套;19、剪线机构驱动凸轮;20、第一剪线杠杆;21、金属球;22、第二剪线杠杆;23、剪线连杆;24、轴套;25、扭簧;26、剪线组件安装板;27、第三剪线杠杆;28、剪线刀组件。
具体实施方式
如图1~4所示,本发明实施例的一种自动剪线和调节针距大小机构,包括步进电机1及主轴17,步进电机1的输出轴上设有针距机构限位凸轮3、剪线机构驱动凸轮19;调针距传动组件用于与针距机构限位凸轮3相作用以实现针距的调节,调针距传动组件包括凸轮随动件4、第一针距调节杠杆5、传动轴7、第二针距调节杠杆8、针距调节连杆9、第三针距调节杠杆10、扭簧11、送布组件12、针距调节轴13、制动齿条14,送布组件12包括分体式的送布偏心凸轮12-1、针距偏心凸轮12-2、蝶形垫片12-3及螺母12-4,送布偏心凸轮12-1和针距偏心凸轮12-2通过叠加偏心量的改变即可改变针距大小;剪线传动组件用于与剪线机构驱动凸轮19相作用并传递运动至剪线刀组件28处以实现剪线的控制,剪线传动组件包括用于传递剪线动作的第一剪线杠杆20、金属球21、第二剪线杠杆22、剪线连杆23、扭簧25、第三剪线杠杆27;步进电机1逆时针转动,直至启动针距调节机构,剪线机构驱动凸轮19处于空行程阶段,不会驱动剪线机构;步进电机1顺时针转动,实现剪线动作,针距机构限位凸轮3处于空行程阶段,不会启动针距调节机构。
现提出了一种自动剪线和调节针距大小机构,操作简单、成本低,有效提高了企业生产效率。
具体使用时,为方便理解本发明,结合附图进行描述;
现有设备针距调节,是通过人工调节送布组件12的组合偏心量来实现的,对送布组件12进行了修理,分解为送布偏心凸轮12-1和针距偏心凸轮12-2,蝶形垫片12-3,螺母12-4,送布偏心凸轮12-1和针距偏心凸轮12-2的叠加偏心量即是原送布组件的组合偏心量,改变送布偏心凸轮12-1和针距偏心凸轮12-2的叠加偏心量即可改变针距大小。在蝶形垫片12-3,螺母12-4作用下,送布偏心凸轮12-1和针距偏心凸轮12-2组装在一起,且保持相对固定状态,即固定针距大小。当需求调节针距大小时,控制步进电机1逆时针转动一定角度R,带动针距机构限位凸轮3逆时针转动一定角度R,解除针距机构限位凸轮3对第一针距调节杠杆5的限制,在扭簧11的作用下,第三针距调节杠杆10将下行摆动,第三针距调节杠杆10驱动针距调节轴13逆时针转动,针距调节轴13带动制动齿条14向上摆动,使得制动齿条14与送布组件12的针距偏心凸轮12-2上的齿形特性啮合,从而固定针距偏心凸轮12-2,此时控制主轴电机顺时针转动,驱动主轴17顺时针转动,主轴17带动送布组件12的送布偏心凸轮12-1顺时转动,强制使得送布偏心凸轮12-1和针距偏心凸轮12-2发现相对滑动,从而改变其叠加的偏心量,即改变针距大小,主轴电机驱动主轴17旋转一周,针距回到初始状态,当得到所需针距大小后,控制步进电机1顺时针转动复位,步进电机1带动针距机构限位凸轮3顺时针转动复位,针距机构限位凸轮3下压安装在第一针距调杠杆5上的凸轮随动件,使得第一针距调杠杆5下行摆动,第一针距调杠杆5带动传动轴7做逆时针转动,传动轴7带动第二针距调节杠杆8向上摆动,第二针距调节杠杆8通过针距调节连杆9带动第三针距调节杠杆10向上摆动,第三针距调节杠杆10带动针距调节轴13顺时针转动,针距调节轴13带动制动齿条14向下摆动,使得制动齿条14与送布组件12的针距偏心凸轮12-2上的齿形特性脱离啮合状态,针距大小重新回到相对固定状态。
当需要剪线时,控制步进电机1顺时针转动,驱动剪线机构驱动凸轮19顺时针转动,剪线机构驱动凸轮19下压第一剪线杠杆20,使其向下摆动,第一剪线杠杆20下压安装在第二剪线杠杆22上的金属球21,使得第二剪线杠杆22左端向下摆动,右端向上摆动,第二剪线杠杆22驱动安装其右端的剪线连杆23向上运动,剪线连杆23驱动第三剪线杠杆27向上摆动,第三剪线杠杆27驱动剪线刀组件28的剪线轴顺时针转动,实现剪线动作,当步进电机1复位时,扭簧25驱动剪线刀组件28复位。
当步进电机1逆时针转动,直至启动针距调节机构,剪线机构驱动凸轮19处于空行程阶段,不会驱动剪线机构;当步进电机1顺时针转动,实现剪线动作,针距机构限位凸轮3处于空行程阶段,不会启动针距调节机构。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。