服装及其缝制方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及服装技术领域,尤其涉及一种服装及其缝制方法。
背景技术
为遮挡毛边的缝边或者避免服装边缘产生毛边,通常将服装的边缘处用包边条包裹并缝合,以实现对服装包边,延长服装的使用寿命以及提高服装的质量。目前常用的对服装的转角处包边的方法有两种,一种为利用两个包边条20分别将衣片10的转角O处的两相邻边包裹至转角O处并缝合(如图1所示),但由于两相邻边的包边条20在转角O处存在层叠部分,导致衣片10的转角O处较厚,易对使用者造成异物感,影响服装成品的质量;另一种包边方法为避免转角处布料过厚的情况,先用两个包边条分别包裹服装转角处的两相邻边,并沿两相邻边自包边条的远离转角处的一端缝纫压线至距离转角处具有一定距离的位置,再根据转角的角度裁切转角处的包边条并将两个包边条拼接在一起,最后接线补车转角处的包边条,但这种方法的工艺操作难度大,且补车前后的缝纫线难以对齐,易导致包边宽窄不一致的问题,影响服装成品的质量。
发明内容
本发明实施例公开了一种服装及其缝制方法,能够减小服装转角处的厚度,提高服装包边宽度的一致性,从而提高服装成品的质量。
为了实现上述目的,第一方面,本发明公开了一种服装缝制方法,包括:
提供衣片和包边条,所述衣片的转角具有相邻的第一毛边与第二毛边,所述包边条具有相交于第一交点的第一对折线和第二对折线,所述第二对折线沿所述包边条的长度方向延伸设置,所述第一对折线沿所述包边条的宽度方向延伸设置,以将所述包边条分为第一部分与第二部分,并将所述第二对折线分为第一子对折线和第二子对折线,所述第一部分具有沿所述包边条的长度方向上延伸的第一侧边和第二侧边,所述第二部分具有沿所述包边条的长度方向上延伸的第三侧边和第四侧边,且所述第一侧边和所述第三侧边连接,所述第二侧边与所述第四侧边连接;
将所述包边条放置于所述衣片,并使所述第一侧边与所述第一毛边对应设置,所述第一对折线与所述第二毛边对应设置;
翻折所述包边条,以将所述第三侧边对应所述第二毛边设置,并将所述第一对折线对应所述第一毛边设置;
沿从所述第一对折线指向所述第四侧边的方向缝合所述第一部分与所述第二部分,以形成第一缝线,所述第一缝线过所述第一交点;
沿从所述第一对折线指向所述第三侧边的方向缝合所述第一部分与所述第二部分,以形成第二缝线,所述第二缝线过所述第一交点,且所述第一缝线与所述第二缝线相对所述第二子对折线对称;
沿所述第一缝线的长度方向裁切所述包边条,并保留所述第一缝线;
沿所述第二缝线的长度方向裁切所述包边条与所述衣片,并保留所述第二缝线;
翻折所述包边条,以将所述第一部分包裹所述第一毛边,所述第二部分包裹所述第二毛边;
沿所述第一毛边的长度方向上将所述第一部分与所述衣片缝合并形成第一明线,沿所述第二毛边的长度方向上将所述第二部分与所述衣片缝合并形成第二明线。
作为一种可选的实施方式,在本发明第一方面的实施例中,在所述将所述包边条放置于所述衣片,并使所述第一侧边与所述第一毛边对应设置,所述第一对折线与所述第二毛边对应设置之后,在所述翻折所述包边条,以将所述第三侧边对应所述第二毛边设置,并将所述第一对折线对应所述第一毛边设置之前,所述缝制方法还包括:
沿所述第一毛边的长度方向上,将所述第一部分与所述衣片缝合并形成第一暗线,所述第一暗线至所述第二毛边具有第一距离;
在所述翻折所述包边条,以将所述第三侧边对应所述第二毛边设置,并将所述第一对折线对应所述第一毛边设置之后,在所述沿从所述第一对折线指向所述第四侧边的方向缝合所述第一部分与所述第二部分,以形成第一缝线,所述第一缝线过所述第一交点之前,所述缝制方法还包括:
沿所述第二毛边的长度方向上,将所述第二部分与所述衣片缝合并形成第二暗线,所述第二暗线至所述第一毛边具有第二距离。
作为一种可选的实施方式,在本发明第一方面的实施例中,定义所述第一毛边的延长线与所述第二毛边的延长线的交点为第二交点,所述翻折所述包边条,以将所述第一部分包裹所述第一毛边,所述第二部分包裹所述第二毛边的步骤,包括:
将所述第二部分沿所述第二暗线翻折,以使所述第二子对折线对应所述第三侧边;
将所述第一部分沿所述第一暗线翻折,以使所述第一子对折线对应所述第一侧边,所述第一交点对应所述第二交点;
将所述第一部分沿所述第一毛边向所述衣片翻折,将所述第二部分沿所述第二毛边向所述衣片翻折,以使所述第一部分包裹所述第一毛边,所述第二部分包裹所述第二毛边。
作为一种可选的实施方式,在本发明第一方面的实施例中,在所述提供衣片和包边条之后,在所述将所述包边条放置于所述衣片,并使所述第一侧边与所述第一毛边对应设置,所述第一对折线与所述第二毛边对应设置之前,所述缝制方法还包括:
沿所述包边条的宽度方向上将所述包边条四等分,并折叠熨烫形成依次沿所述第一侧边至所述第二侧边的方向上间隔排布的第一折边、第二折边以及第三折边,所述第二折边位于所述第二对折线上,所述第一对折线将所述第一折边分为第一子折边和第二子折边,所述第一暗线位于所述第一子折边,所述第二暗线位于所述第二子折边。
作为一种可选的实施方式,在本发明第一方面的实施例中,所述第一缝线位于所述第二子对折线与所述第三折边之间,所述第二缝线位于所述第二子对折线与所述第二子折边之间。
作为一种可选的实施方式,在本发明第一方面的实施例中,沿所述第二毛边的长度方向上,所述第二缝线与所述第二子折边的交点至所述第一对折线的距离小于或等于所述第一距离与所述第二距离。
作为一种可选的实施方式,在本发明第一方面的实施例中,在所述翻折所述包边条,以将所述第一部分包裹所述第一毛边,所述第二部分包裹所述第二毛边之后,在所述沿所述第一毛边的长度方向上将所述第一部分与所述衣片缝合并形成第一明线,沿所述第二毛边的长度方向上将所述第二部分与所述衣片缝合并形成第二明线之前,所述缝制方法还包括:
将所述第一部分向所述衣片翻折至所述第二侧边与所述第一子对折线对应;
将所述第二部分向所述衣片翻折至所述第四侧边与所述第二子对折线对应。
作为一种可选的实施方式,在本发明第一方面的实施例中,所述第一缝线、所述第二缝线分别与所述第二子对折线形成第一夹角,所述第一夹角等于所述第一毛边与所述第二毛边的夹角的一半。
作为一种可选的实施方式,在本发明第一方面的实施例中,所述包边条的裁剪位置与所述第一缝线、所述第二缝线的距离为0.2cm-0.3cm,和/或,所述第一子对折线与所述第一明线的距离为0.1cm-0.9cm,所述第二子对折线与所述第二明线的距离为0.1cm-0.9cm。
第二方面,本发明提供了一种服装,所述服装采用如上述第一方面所述的服装缝制方法缝制得到。
与现有技术相比,本发明的有益效果在于:
本发明实施例提供的一种服装及其缝制方法,通过设置包边条具有相交于第一交点的第一对折线和第二对折线,第一对折线沿包边条的宽度方向延伸,以将包边条分为第一部分和第二部分,通过翻折包边条,使得包边条的两部分分别对应衣片转角处的两个相邻边,并在翻折包边条至包裹衣片毛边之前,分别沿从第一对折线指向包边条的两相对侧的方向缝合第一部分与第二部分,以分别形成第一缝线、第二缝线,然后分别沿第一缝线的长度方向裁切包边条,沿第二缝线的长度方向裁切包边条与衣片,并保留第一缝线与第二缝线,以减少转角处的布料堆叠,避免服装成品的局部厚度过大的情况;最后翻折包边条,以将第一部分包裹衣片的第一毛边,第二部分包裹衣片的第二毛边,并分别沿第一毛边、第二毛边的长度方向上将包边条与衣片缝合并形成第一明线、第二明线。这样,在服装包边处表面的缝纫线仅有第一明线、第二明线,且第一明线与第二明线均为一次缝纫形成,能够使得服装表面的缝纫线整齐、美观,并提高包边宽度的一致性。也即是,采用本发明提供的一种服装及其缝制方法,既能减小服装转角处的厚度,又能提高服装包边宽度的一致性,从而提高服装成品的质量。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本申请的背景技术公开的服装的示意图;
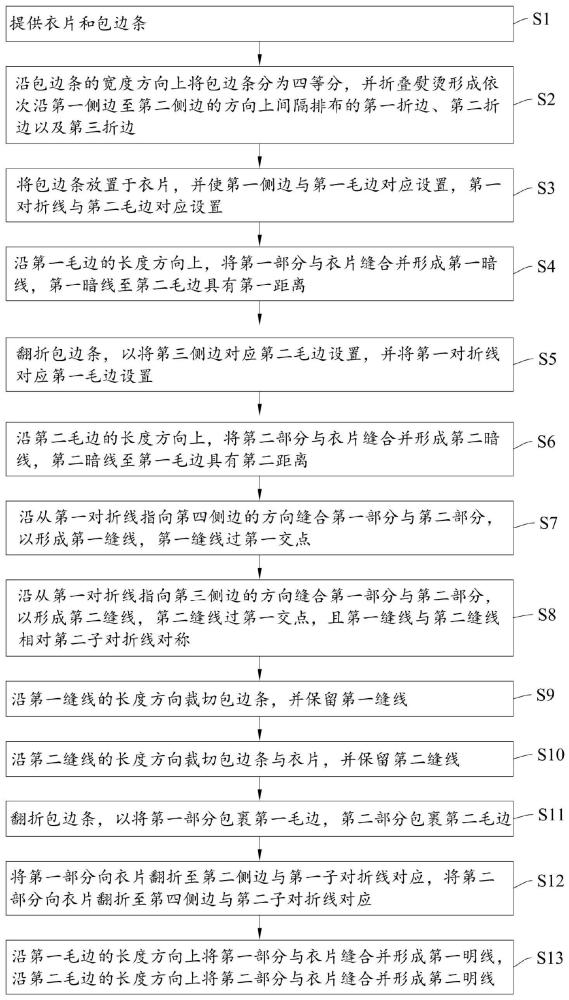
图2为本申请实施例公开的服装缝制方法的流程图;
图3为本申请实施例公开的衣片的示意图;
图4为本申请实施例公开的包边条的立体示意图;
图5为本申请实施例公开的包边条的示意图;
图6为本申请实施例公开的对包边条划线标记后的示意图;
图7为本申请实施例公开的将包边条放置于衣片的示意图;
图8为本申请实施例公开的将包边条翻折至第三侧边对应第三毛边并缝合形成第一缝线、第二缝线的示意图;
图9为本申请实施例公开的对包边条与衣片裁切后的示意图;
图10为本申请实施例公开的包边条包裹第一毛边、第二毛边时服装的正面示意图;
图11为本申请实施例公开的包边条包裹第一毛边、第二毛边时服装的背面示意图;
图12为图2中步骤S11的流程图;
图13为本申请实施例公开的将第二侧边、第四侧边包裹在包边条内部后服装的背面示意图;
图14为本申请实施例公开的服装成品的示意图。
主要附图标记说明:
100-服装;10-衣片;11-第一毛边;12-第二毛边;
20-包边条;201-第一对折线;202-第二对折线;2021-第一子对折线;2022-第二子对折线;203-第一折边;2031-第一子折边;2032-第二子折边;204-第二折边;205-第三折边;206-第一标记线;207-第二标记线;20a-第一标记区;20b-第二标记区;
21-第一部分;211-第一侧边;212-第二侧边;213-第一暗线;22-第二部分;221-第三侧边;222-第四侧边;223-第二暗线;
23-第一缝线;24-第二缝线;25-第一明线;26-第二明线;
O-转角;p-第一交点;q-第二交点;a-第一端点;b-第二端点;c-第三端点、d-第四端点;α-第一夹角;θ-转角的角度;t1-第一距离;t2-第二距离。
具体实施方式
下面将结合实施例和附图对本申请解决背景技术提出的技术问题的方式作进一步的说明。
请一并参阅图2至图5,第一方面,本发明提供了一种服装缝纫方法,该缝制方法包括以下步骤:
S1、提供衣片和包边条,衣片的转角具有相邻的第一毛边与第二毛边,包边条具有相交于第一交点的第一对折线和第二对折线,第二对折线沿包边条的长度方向(例如图4和图5中的箭头x所指的方向)延伸设置,第一对折线沿包边条的宽度方向(例如图4和图5中的箭头y所指的方向)延伸设置,以将包边条分为第一部分与第二部分,并将第二对折线分为第一子对折线和第二子对折线,第一部分具有沿包边条的长度方向上延伸的第一侧边和第二侧边,第二部分具有沿包边条的长度方向上延伸的第三侧边和第四侧边,且第一侧边和第三侧边连接,第二侧边与第四侧边连接。
通过沿第一对折线201将包边条20分为两部分(即第一部分21和第二部分22),有利于对衣片10的两侧边进行包边。
可选地,包边条20的厚度小于衣片10的厚度,以使包边后服装100边缘的厚度(即包边条20和衣片10的厚度之和)尽量小,从而减小服装100边缘与衣片10的厚度差,有利于提高服装100的质量,避免使用者穿着时出现异物感的情况。
可选地,包边条20的材质可为里布或纯棉,以使包边条20具有较薄的厚度,这样包边后的服装100边缘的厚度与衣片10的厚度相差较小,从而有利于提高服装100的质量。
可选地,考虑到对衣片10包边时,为防止包边条20的边缘纱线松散,通常将包边条20对折以包裹衣片10的边缘,并将位于衣片10两侧的包边条20分别向衣片10翻折,以将包边条20的边缘包裹在内,基于此,包边条20的宽度大于衣片10缝边宽度(即用于缝合衣片10边缘的缝纫线至衣片10边缘的距离)的2倍-4倍,例如衣片10的缝边宽度为1cm,包边条20的宽度可为2cm、2.5cm、3cm或4cm等,从而既能使得包边条20在对衣片10包边时具有足够的余量,以将包边条20的边缘翻折包裹在内部,避免包边条20的边缘出现纱线松散的情况,又能避免包边条20的宽度过大的情况。当包边条20的宽度过大时,为确保包边宽度与缝边宽度匹配,常在将包边条20对折以包裹衣片10后,将包边条20的边缘沿缝边宽度翻折至余量均被包裹在内部,从而造成包边条20堆量的情况,导致包边厚度过大,或者,为避免服装100局部厚度过大的情况,常将包边条20对折以包裹衣片10后,将包边条20被衣片10间隔开的两部分分别沿朝向衣片10的方向对折,即将包边条20的第一侧边211、第二侧边212分别向内翻折至第一侧边211、第二侧边212对应第一毛边11设置且第一侧边211、第二侧边212被包裹在内部,这样包边条20包裹衣片10的宽度(即包边宽度)大于缝边宽度,缝边的缝纫线与包边的边缘距离过大,易导致包边边缘翘起或翻折的问题。
为了便于理解,对不同包边条20的宽度进行举例说明,需要注意的是,示例中的包边方法仅供辅助理解,不作为本实施例的服装100的缝制方法中的一部分。
一种示例中,衣片10的缝边宽度为1cm,包边条20的宽度为2.5cm,在对衣片10的第一毛边11包边时,可先将包边条20沿第二对折线202对折并包裹第一毛边11,再将包边条20沿其对应缝边线迹的位置朝向衣片10的方向翻折,以使包边条20包裹衣片10的宽度(即包边宽度)为1cm,包边条20的边缘各以0.25cm的缝份被包裹在内,以避免包边条20的边缘产生毛边的现象。
另一种示例中,衣片10的缝边宽度为1cm,包边条20的宽度为4cm,在对衣片10的第一毛边11包边时,可先将包边条20沿第二对折线202对折并包裹第一毛边11,再将包边条20被衣片10间隔开的两部分分别沿朝向衣片10的方向对折,即将包边条20的第一侧边211、第二侧边212分别向内翻折至第一侧边211、第二侧边212对应第一毛边11,且第一侧边211、第二侧边212被包裹在内部,此时由于包边条20经过两次对折,包边条20包裹衣片10的宽度为1cm,即包边宽度为1cm,与衣片10的缝边宽度一致或大致相同,并且服装100包边的厚度均匀,有利于提高服装100的质量。
本实施例以衣片10的缝边宽度为1cm,包边条20的宽度为4cm为例展开说明。
可选地,考虑到服装100的面料较为柔软,在多次翻折之后包边条20上的第一对折线201、第二对折线202容易发生弯曲、找不到位置的情况,基于此,为提高缝制步骤中定位的准确度,避免缝纫或翻折的位置偏差的情况,将包边条20平铺后,对第一对折线201、第二对折线202的位置进行折叠、熨烫,以使第一对折线201、第二对折线202的位置更加明显,有利于在缝制过程中找到第一对折线201、第二对折线202。
可以理解地,在另一些实施例中,考虑到包边条20具有相对的第一正面和第一反面,在对衣片10包边后包边条20的反面朝向衣片10,即包边条20的反面不会暴露在服装100成品的表面,基于此,可采用画粉(材质为石灰石或石膏)、蜡笔或热消笔等在服装100成品时划线会消失或划线不易发现的材料,在包边条20的反面沿第一对折线201、第二对折线202划线,以有利于在缝制过程中对第一对折线201、第二对折线202的定位。
S2、沿包边条的宽度方向上将包边条分为四等分,并折叠熨烫形成依次沿第一侧边至第二侧边的方向上间隔排布的第一折边、第二折边以及第三折边,第二折边位于第二对折线上,第一对折线将第一折边分为第一子折边和第二子折边。
这样,在将包边条20缝纫之衣片10之前对包边条20进行折叠熨烫,有利于提高后面缝制步骤中的定位准确度,同时,将包边条20分为四等分,有利于提高包边的宽窄一致性,并使服装100包边的厚度均匀,从而提高服装100的成品质量。
可以理解地,在另一些实施例中,也可以在包边条20的反面沿其自身的长度方向上间隔并均匀地划三条线,以将包边条20沿其自身的宽度方向上分为四等分,从而既能有利于对包边条20的定位,又能省去对包边条20折叠及熨烫的操作,以简化操作步骤。
可选地,由前述可知包边条20的宽度为4cm,因此将包边条20沿其自身的宽度方向上分为四等分后,第一侧边211、第二侧边212至第二折边204的距离均为2cm,第一折边203、第三折边205至第二折边204的距离均1cm。
请结合图3和图6,一些实施例中,为了便于在缝制过程中的定位准确度,可提前对包边条20进行划线标记,基于此,定义衣片10转角O的角度(即第一毛边11与第二毛边12的夹角)为θ,沿从第一侧边211指向第四侧边222的方向划线形成第一标记线206,沿从第二侧边212指向第三侧边221的方向划线形成第二标记线207,第一标记线206、第二标记线207分别与第二对折线202形成第一夹角α并过第一交点p,且第一夹角α=θ/2,第一标记线206分别与第一子折边2031、第三折边205相交于第一端点a、第二端点b,第二标记线207分别与第二子折边2032、第三折边205相较于第三端点c、第四端点d,第一标记线206与第二标记线207、第二侧边212以及第四侧边222围合形成三角形的第一标记区20a,第一标记线206与第二标记线207、第一侧边211以及第三侧边221围合形成三角形的第二标记区20b。
S3、将包边条20放置于衣片10,并使第一侧边211与第一毛边11对应设置,第一对折线201与第二毛边12对应设置(请参见图7)。
这样,第一侧边211与第一毛边11对应设置,有利于选择合适的位置缝合第一部分21与衣片10,以合理控制第一侧边211、第二毛边12的缝边宽度,同时第一对折线201与第二毛边12对应设置,以使包边条20的第一部分21位于衣片10上,有利于第一部分21对第一毛边11进行包边。
可选地,定义衣片10具有相对的第二正面和第二背面,衣片10的第二正面为服装100成品的正面,衣片10的第二背面为服装100成品的背面,将包边条20的第一正面朝向衣片10的第二正面放置,并使得第一侧边211与第一毛边11对应,以使包边条20经过翻折后其第一背面包裹第一毛边11,包边条20的第一正面与服装100成品的正面朝向一致。
S4、沿第一毛边11的长度方向上,将第一部分21与衣片10缝合并形成第一暗线213,第一暗线213至第二毛边12具有第一距离t1。
通过设置第一暗线213能够将包边条20与衣片10缝合固定,有利于在后续的缝制步骤中包边条20的翻折与定位,以使包边条20的外形更加整齐,有利于提高服装100包边的质量。同时,考虑到在后续缝制步骤中涉及对衣片10裁切,通过限定第一距离t1,能够避免第一暗线213受到裁切,以避免缝线松动的情况,提高结构稳定性,并减少缝线浪费。
可选地,第一暗线213位于第一子折边2031与第一侧边211之间,从而能够在不影响包边条20的翻折的同时,将第一部分21与衣片10固定在一起。
优选地,第一暗线213位于第一子折边2031上,从而既能将第一部分21固定在衣片10上,又能使得第一暗线213至第一侧边211的距离与缝边宽度一致,以使第一部分21包裹衣片10的第一侧边211后,第一部分21的远离第一侧边211的一侧边缘与衣片10固定,以有效避免包边的边缘翘起或翻折的情况,进而提高服装100的包边质量。
可选地,沿第一毛边11的长度方向上,第一距离t1大于或等于第一端点a至第一对折线201的距离,从而既能有利于包边条20的定位,使得第一部分21局部相对衣片10固定,又能使得第一部分21的未经第一暗线213车缝的部分可活动,以进一步对包边条20折叠或翻折,以使包边条20的第一部分21、第二部分22能够分别对第一毛边11、第二毛边12包边处理。此外,还能提高第一暗线213的完整性,避免因第一暗线213在后续缝制步骤中受到裁切而导致缝线松动的情况,以提高结构稳定性,并减少缝线浪费。
优选地,沿第一毛边11的长度方向上,第一距离t1等于第一端点a至第一对折线201的距离,此时第一暗线213与第一标记线206相交于第一端点a,从而能够在确保第一暗线213的完整性的同时,使得第一暗线213的长度最大化,以使第一部分21与衣片10的固定更加可靠。
S5、翻折包边条20,以将第三侧边221对应第二毛边12设置,并将第一对折线201对应第一毛边11设置(请参见图8)。
这样,包边条20作为一个整体,其第一侧边211与第三侧边221分别对应第一毛边11、第二毛边12,有利于包边条20的第一部分21、第二部分22分别对第一毛边11、第二毛边12进行包边。
可以理解地,此时第一部分21与第二部分22具有重叠部分,以使第一端点a与第三端点c对应,第二端点b与第四端点d对应,第一标记线206与第二标记线207对应。
可选地,考虑到此时第一部分21的长度方向与第一毛边11的长度方向平行,第二部分22的长度方向与第二毛边12的长度方向平行,基于此,第一部分21的长度大于或等于第一毛边11的长度,第二部分22的长度大于第二毛边12的长度,以使包边条20能够沿第一毛边11或第二毛边12的长度方向上完整地包裹第一毛边11、第二毛边12,从而使得包边条20能够完整地包裹衣片10的边缘,提高服装100包边的质量。
S6、沿第二毛边12的长度方向上,将第二部分22与衣片10缝合并形成第二暗线223,第二暗线223至第一毛边11具有第二距离t2。
通过设置第二暗线223能够将包边条20与衣片10缝合固定,有利于在后续的缝制步骤中包边条20的翻折与定位,以使包边条20的外形更加整齐,有利于提高服装100包边的质量。同时,考虑到在后续缝制步骤中涉及对衣片10裁切,通过限定第二距离t2,能够避免第二暗线223受到裁切,以避免缝线松动的情况,提高结构稳定性,并减少缝线浪费。
可选地,第二暗线223位于第二子折边2032与第一侧边211之间,从而能够在不影响包边条20的翻折的同时,将第二部分22与衣片10固定在一起。
优选地,第二暗线223位于第二子折边2032上,从而既能将第二部分22固定于衣片10,又能使得第二暗线223至第三侧边221的距离与缝边宽度一致,以使第二部分22包裹衣片10的第三侧边221之后,第二部分22的远离第三侧边221的一侧边缘与衣片10固定,以有效避免包边的边缘翘起或翻折的情况,进而提高服装100的包边质量。
可选地,考虑到此时第三端点c与第一端点a对应,沿第二毛边12的长度方向上,第二部分22的第三端点c至第一对折线201的区域与第一部分21部分重叠,基于此,沿第二毛边12的长度方向上,第二距离t2大于或等于第三端点c至第一对折线201的距离,从而既能有利于包边条20的定位,使得第二部分22局部相对衣片10固定,又能使得第二部分22的未经第二暗线223车缝的部分可活动,以对包边条20折叠或翻折,以使包边条20的第一部分21、第二部分22能够分别对第一毛边11、第二毛边12包边处理。此外,还能提高第二暗线223的完整性,避免因第二暗线223在后续缝制步骤中受到裁切而导致缝线松动的情况,以提高结构稳定性,并减少缝线浪费。
优选地,沿第二毛边12的长度方向上,第二距离t2等于第三端点c至第一对折线201的距离,此时第二暗线223与第二标记线207相交于第三端点c,从而能够在确保第二暗线223的完整性的同时,使得第二暗线223的长度最大化,以使第二部分22与衣片10的固定更加可靠。
需要注意的是,第一距离t1与第二距离t2可以相等,也可以不相等,当第一距离t1与第二距离t2不相等时,沿第二毛边12的长度方向上,第三端点c至第一对折线201的距离小于或等于第一距离t1与第二距离t2中数值较小的一个尺寸。举例来说,当第一距离t1小于第二距离t2时,沿第二毛边12的长度方向上,第三端点c至第一对折线201的距离小于或等于第一距离t1;当第一距离t1大于第二距离t2时,沿第二毛边12的长度方向上,第三端点c至第一对折线201的距离小于或等于第二距离t2。从而确保第一暗线213、第二暗线223的完整性,避免第一暗线213或第二暗线223在后续缝制步骤中受到裁切,提高结构稳定性。
S7、沿从第一对折线201指向第四侧边222的方向缝合第一部分21与第二部分22,以形成第一缝线23,第一缝线23过第一交点p。
S8、沿从第一对折线201指向第三侧边221的方向缝合第一部分21与第二部分22,以形成第二缝线24,第二缝线24过第一交点p,且第一缝线23与第二缝线24相对第二子对折线2022对称。
S9、沿第一缝线23的长度方向裁切包边条20,并保留第一缝线23(请参见图9)。
S10、沿第二缝线24的长度方向裁切包边条20与衣片10,并保留第二缝线24。
这样,通过设置第一缝线23与第二缝线24,既能对包边条20和衣片10的裁切起导向的作用,又能将第一部分21与第二部分22缝纫固定,以提高包边条20的结构可靠性。
此外,通过裁切包边条20与衣片10,能够减少服装100成品在转角O处的布料堆叠,以减小包边后服装100边缘的厚度(即包边条20和衣片10的厚度之和),同时保留第一缝线23、第二缝线24,以在裁切后保持第一缝线23、第二缝线24对包边条20的约束,以提高包边条20的结构可靠性,避免在裁切包边条20时因第一缝线23与第二缝线24被裁切去除,第一部分21与第二部分22的连接面积变得极小,而导致第一部分21与第二部分22在翻折的过程中被扯断的情况,并且,由于衣片10在裁切时转角O被裁切去除,基于第一缝线23、第二缝线24的约束,能够有利于包边条20在后续缝制步骤中翻折形成新的转角O,使得服装100包边更加整齐、美观。
可选地,第一缝线23位于第二子对折线2022与第三折边205之间,从而有利于第一部分21沿第一子折边2031的翻折,以及第二侧边212沿第一毛边11的翻折,以避免因缝纫线的限制导致包边条20的翻折受限,包边不整齐、包边条20的边缘无法包裹在内部等问题。
可选地,第二缝线24位于第二子对折线2022与第二子折边2032之间,从而能够有利于包边条20折角,以使包边条20能够还原衣片10在转角O处的形状,使得包边条20在对应转角O处整齐、美观,进而提高服装100的质量。
一些实施例中,由前述可知,为了便于在缝制步骤中的定位,划线形成第一标记线206与第二标记线207,基于此,第一缝线23可沿第一标记线206自第一交点p至第二端点b将第一部分21与第二部分22缝合,第二缝线24可沿第二标记线207自第一交点p至第三端点c将第一部分21与第二部分22缝合,以使第一缝线23、第二缝线24的定位更加准确,第一缝线23、第二缝线24分别与第二子对折线2022形成第一夹角α。
可选地,第一夹角α与衣片10转角O的角度θ(即第一毛边11与第二毛边12的夹角)满足关系式:α=θ/2。
从而能够有利于包边条20的翻折与折角,有利于包边条20在翻折后还原衣片10转角O的形状,以使服装100的外观效果与衣片10的外形保持一致,从而提高服装100的成品质量和美观性。
可选地,由前述可知,第一标记线206与第二标记线207、第二侧边212以及第四侧边222围合形成三角形的第一标记区20a,第一标记线206与第二标记线207、第一侧边211以及第三侧边221围合形成三角形的第二标记区20b,经折叠后此时第一部分21与第二部分22叠合形成三层结构,基于此,第一缝线23沿第一标记区20a的边界线(即第一交点p至第二端点b的线段与第一交点p至第四端点d的线段)延伸,第二缝线24沿第二标记区20b的边界线(即第一交点p至第三端点c的线段与第一交点p至第一端点a的线段)延伸,以将折叠后呈双层结构的第一标记区20a、第二标记区20b与包边条20的其它区域划分,缝合后第一缝线23、第二缝线24相对第一子折边2031可活动。
可选地,上述步骤S9裁切的具体区域为折叠成双层结构的第一标记区20a,从而减少转角O处的布料堆叠,避免服装100成品的局部厚度过大的情况。
可选地,上述步骤S10裁切的具体区域为折叠成双层结构的包边条20的第二标记区20b以及衣片10的对应于第二标记区20b的部分(包括转角O在内),从而减少转角O处的布料堆叠,避免服装100成品的局部厚度过大的情况。
一些实施例中,步骤S9与步骤S10的裁切位置与第一缝线23、第二缝线24具有第三距离,第三距离为0.2cm-0.3cm,例如可为0.22cm、0.25cm或0.28cm等,从而既能将多余的布料裁切去除,又能保留第一缝线23、第二缝线24,以提高包边条20的结构可靠性,避免在后续缝制步骤中第一部分21与第二部分22在翻折时被扯断的情况,同时基于第一缝线23、第二缝线24的约束,能够有利于包边条20在后续缝制步骤中翻折形成新的转角O,使得服装100包边更加整齐、美观。
可以理解的是,上述步骤S7和步骤S8并无先后之分,也就是说,在实际的缝制过程中,可以先缝合形成第一缝线23,也可以先缝合形成第二缝线24。同理,上述步骤S9和步骤S10并无先后之分,也就是说,在实际的缝制过程中,可以先裁切包边条20的第一标记区20a,也可以先将裁切包边条20的第二标记区20b。但需要控制步骤S9在步骤S7之后进行,步骤S10在步骤S8之后进行,这样才能确保第一缝线23、第二缝线24能够在裁切时起到标识的作用,以达到对裁切的方向与位置进行导向的效果。
S11、翻折包边条20,以将第一部分21包裹第一毛边11,第二部分22包裹第二毛边12。
从而使得包边条20将衣片10转角O处的第一毛边11、第二毛边12包裹在内,以有利于保护第一毛边11、第二毛边12,避免衣片10的边缘纱线松散,提高服装100的质量。
请结合图10和图11,图10为服装100的正面(即服装100的远离人体的一侧)的示意图,图11为服装100的背面(即服装100的朝向人体的一侧)的示意图,此时第一毛边11、第二毛边12分别被第一部分21、第二部分22包裹,以有效保护第一毛边11与第二毛边12,延长衣片10的使用寿命。同时,根据图11可以看出,第一部分21的第二侧边212、第二部分22的第四侧边222在服装100的背面外露。
可选地,由前述可知,衣片10的对应于第二标记区20b的部分已被裁切去除,衣片10的转角O也被去除,基于此,为了便于理解和阅读,定义第一毛边11的延长线与第二毛边12的延长线的交点为第二交点q,即第二交点q位于衣片10在裁切前的转角O位置。
请结合图12,具体地,上述步骤S11具体包括以下步骤:
S11a、将第二部分22沿第二暗线223翻折,以使第二子对折线2022对应第三侧边221。
S11b、将第一部分21沿第一暗线213翻折,以使第一子对折线2021对应第一侧边211,第一交点p对应第二交点q。
S11c、将第一部分21沿第一毛边11向衣片10翻折,将第二部分22沿第二毛边12向衣片10翻折,以使第一部分21包裹第一毛边11,第二部分22包裹第二毛边12。
这样,能够使得包边条20同时包裹第一毛边11、第二毛边12,同时第一对折线201对应第一侧边211与第一毛边11,第二对折线202对应第三侧边221与第二毛边12,第一交点p对应第二交点q,以使第一交点p形成新的转角O,以在裁切掉衣片10转角O处的面料的前提下,还原衣片10在转角O处的形状和角度,使得服装100的外观效果与衣片10在裁切前的外形保持一致,从而既能确保服装100的成品质量,又能减小服装100转角O处的厚度。
S12、将第一部分21向衣片10翻折至第二侧边212与第一子对折线2021对应,将第二部分22向衣片10翻折至第四侧边222与第二子对折线2022对应。
请参见图13,此时第二侧边212、第四侧边222被包裹在包边条20内部,以有效避免包边条20的边缘纱线松散的问题,提高服装100的质量,延长服装100的使用寿命。
S13、沿第一毛边11的长度方向上将第一部分21与衣片10缝合并形成第一明线25,沿第二毛边12的长度方向上将第二部分22与衣片10缝合并形成第二明线26(请参见图14)。
通过第一明线25、第二明线26分别将第一部分21、第二部分22与衣片10缝合固定,以完成对衣片10的包边处理,同时,在服装100包边处的表面的缝纫线仅有第一明线25、第二明线26,第一明线25与第二明线26均为一次缝纫形成,以使服装100表面的缝纫线整齐、美观,提高包边宽度的一致性,从而提高服装100的成品质量。
可选地,第一子对折线2021与第一明线25的距离为0.1cm-0.9cm,例如可为0.2cm、0.3cm或0.5cm等,第二子对折线2022与第二明线26的距离为0.1cm-0.9cm,例如可为0.2cm、0.3cm或0.5cm等。
从而能够避免因第一明线25、第二明线26与第一暗线213、第二暗线223重叠,造成缝线堆叠,局部变硬的情况,以提高服装100成品质量。
第二方面,本发明提供了一种服装100,该服装100采用上述第一方面所述的服装缝制方法得到。具体地,该服装100包括衣片10和包边条20,通过在服装100缝制的过程中对包边条20的第一标记区、第二标记区以及衣片10的转角位置裁切,并保留第一缝线23与第二缝线24,以减少转角处的布料堆叠,避免服装100成品的局部厚度过大的情况,最后翻折包边条20包裹第一毛边11、第二毛边12,并在包边条20的表面车缝第一明线25、第二明线26,以将包边条20与衣片10缝合,且此时在服装100包边处表面的缝纫线仅有第一明线25、第二明线26,第一明线25与第二明线26均为一次缝纫形成,能够使得服装100表面的缝纫线整齐、美观,提高包边宽度的一致性。
可以理解的是,由于服装采用上述第一方面所述的服装缝制方法得到,因此,服装具有上述第一方面所述的服装缝制方法的有益效果,此处不再赘述。
本文中涉及的第一、第二、第三、第四以及各种数字编号仅为描述方便进行的区分,并不用来限制本申请的范围。
应理解,在本申请的各种实施例中,上述各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本申请实施例的实施过程构成任何限定。
以上实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质释放本申请各实施例技术方案的范围。